
Wat is een Progressieve stempelmatrijs?
Een progressieve matrijs (ook wel meerstationsmatrijs of progressieve stempelmatrijs genoemd) is een belangrijk type stempelgereedschap voor de verwerking van plaatmetaal. Het is een meerstationsmatrijs waarin meerdere stempelbewerkingen opeenvolgend zijn gerangschikt in één matrijsblok. Terwijl de metalen strip met een vaste stap continu door de matrijs wordt gevoerd, voert elk station een specifieke bewerking uit – zoals ponsen, snijden, buigen, dieptrekken of knippen – synchroon met elke persslag. Op het laatste station wordt het voltooide onderdeel van de strip gescheiden.
In eenvoudige bewoordingen functioneert een progressieve matrijs als een “productielijn in een matrijs.”
In plaats van meerdere aparte matrijzen en handmatig transport tussen bewerkingen, integreert het alle bewerkingen in één gereedschap, waarbij het materiaal automatisch en progressief door elk station beweegt. Dit maakt hoge efficiëntie en productie in grote volumes mogelijk zonder handmatige tussenkomst tijdens het proces.
Progressieve matrijzen zijn bijzonder geschikt voor massaproductie van kleine en complexe metalen onderdelen en bieden uitstekende productiviteit, consistentie en kosteneffectiviteit.
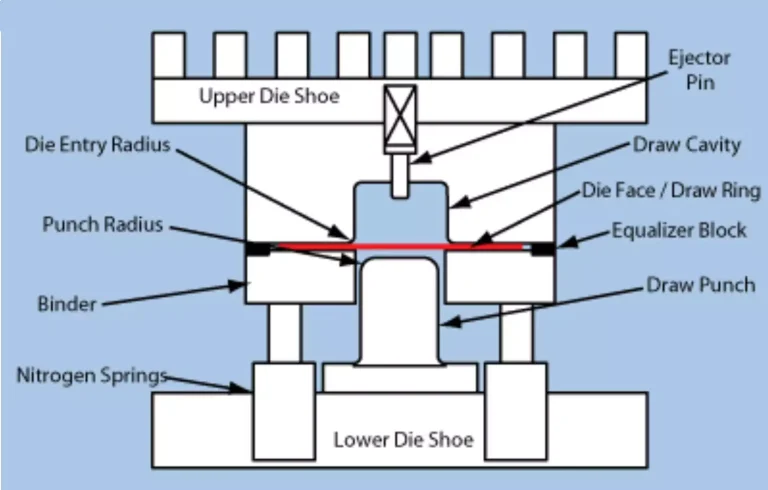
Typische structuur van een progressieve stempelmatrijs
Typische structuur van progressieve stempelmatrijzen (progressieve matrijs / meerstationsmatrijs)
Een progressieve stempelmatrijs is ontworpen rond het concept van meerstations sequentiële vormgeving, waardoor ruw stripmateriaal stapsgewijs wordt omgevormd tot afgewerkte onderdelen terwijl het door elke fase vordert. De matrijsstructuur bestaat doorgaans uit de volgende hoofdbestanddelen:
1.Bovenmatrijs & Ondermatrijs
Bovenmatrijs : Bevat de stempels en is verbonden met de persram; voert bij elke persslag neerwaartse stempelbewegingen uit.
Ondermatrijs : Houdt de matrijsinzetstukken en geleidingscomponenten, gemonteerd op het persbed.
2.Stempel & Matrijsinzetstukken
De kernvormende elementen op elk station, verantwoordelijk voor bewerkingen zoals ponsen, buigen, snijden, enz.
Gemaakt van harde gereedschapsstaalsoorten (bijv. DC53, SKD11) en ondergaan doorgaans warmtebehandeling en oppervlaktecoating om slijtvastheid te verbeteren.
3.Stripgeleidingscomponenten
Geleideplaat : Leidt de metalen strip soepel en consistent de matrijs in.
Pilootpen : Grijpt in op voorgeponste gaten in de strip om een uiterst nauwkeurige voedingsuitlijning op kritieke stations te garanderen.
4.Progressiestap & Lay-outsysteem
Stap : De vaste voedingsafstand per slag (bijv. 10 mm, 15 mm, 25 mm), die moet overeenkomen met de productgrootte en de volgorde van bewerkingen.
Stationlay-out : Bepaalt de compactheid van de matrijs, de materiaalbenuttingsefficiëntie en de procesintegratie.
5.Stripper & Drukplaten
Stripperplaat: Zorgt voor een goede loslating van het materiaal van de stempels na het vormen, voorkomt vastkleven van materiaal.
Drukplaat : Stabiliseert de strip tijdens het vormen om vervorming of uitlijning te voorkomen; vaak ondersteund door veren of stikstofcilinders.
6.Geleidepensysteem
Geleidepennen & bussen : Zorgen voor nauwkeurige uitlijning tussen boven- en ondermatrijs, zodat de stempel nauwkeurig en concentrisch in de matrijsholte komt, zelfs bij hoge snelheid.
Dit is cruciaal voor de gereedschapslevensduur en maatnauwkeurigheid.
7.Afvoersysteem voor afval
Afval dat ontstaat bij pons- of snijbewerkingen wordt verwijderd via afvalgaten, en in sommige ontwerpen ondersteund door luchtblazers of geautomatiseerde afvalopwikkelmechanismen.
Dit helpt een schone werkomgeving te behouden en zorgt voor ononderbroken productie.
8.Matrijsplaten & Basissysteem
Omvat componenten zoals de bovenste matrijsplaat, onderste matrijsplaat, stempelhouder en matrijsinzetplaat.
Biedt een stijf en slagvast basis, essentieel voor structurele integriteit en langdurige matrijstabiliteit.
9.Optionele hulpmechanismen
Veren / stikstofcilinders : Bieden elastische kracht voor strippen of drukhoudfuncties.
Sensoren & veiligheidsinrichtingen: Zoals stripbreukdetectie, misslagdetectie of vreemdvoorwerpensensoren, vooral bij precisie-progressieve matrijzen
Kernkenmerken van progressieve stempelmatrijzen
De kernvoordelen van progressieve stempelmatrijzen (ook wel meerstations- of sequentiële matrijzen genoemd) vloeien voort uit hun principes van continue werking en geïntegreerd ontwerp. Deze kenmerken maken zeer efficiënte, nauwkeurige en schaalbare productie van complexe metalen componenten mogelijk. De belangrijkste kenmerken zijn:
1.Geïntegreerde Meerstationsindeling
Elk werkstation is opeenvolgend gerangschikt volgens het
vormproces. Het ruwe materiaal wordt geleidelijk in de
matrijs gevormd terwijl het door de vastgestelde spoed (indexlengte)
vooruitgaat.
Bewerkingen zoals ponsen, buigen, dieptrekken
en snijden zijn geïntegreerd in één matrijzenset.
Bij elke persslag schuift de strook één station
op, wordt een bijbehorende bewerking
uitgevoerd—uiteindelijk wordt het afgewerkte onderdeel op het
laatste station geproduceerd.
In tegenstelling tot enkelvoudige of compoundmatrijzen
die handmatig herpositioneren of meerdere opstellingen vereisen,
maken progressieve matrijzen "eenmalige volledige vorming" mogelijk.
2.Hogesnelheidscontinue Productie
Met elke persslag wordt één afgewerkt onderdeel
geproduceerd.
In combinatie met geautomatiseerde invoersystemen
kunnen progressieve matrijzen 200–600 slagen per minuut halen,
en zelfs hoger voor precisie-microcomponenten.
Dit resulteert
in productie-efficiënties die meerdere malen hoger zijn dan
enkelvoudige matrijzen—vooral ideaal voor massaproductie
van meer dan een miljoen stuks, zoals elektronische aansluitingen of
automobielbeugels.
3.Precieze Indexering & Constante Kwaliteit
De combinatie van spoedregeling en geleidepenpositionering
zorgt ervoor dat elke bewerking op de exacte locatie wordt
uitgevoerd, waardoor cumulatieve fouten worden vermeden.
Geproduceerde onderdelen vertonen
uitstekende maatnauwkeurigheid, waardoor deze methode
zeer geschikt is voor precisiemetaalcomponenten.
4.Verminderde Arbeid & Lagere Operationele Kosten
Het volledige stansproces is volledig geautomatiseerd, van materiaaltoevoer
tot onderdeeluitworp.
Geen handmatige hantering tussen
fasen is nodig.
Dit vermindert het aantal matrijzenopstellingen,
transporttijd, arbeidsbehoeften en bijbehorende
kosten.
5.Geoptimaliseerd Materiaalgebruik
Door geoptimaliseerde nestlay-outs (bijv. versprongen of geneste
rangschikkingen) wordt materiaalbenutting gemaximaliseerd en
afval geminimaliseerd—vooral belangrijk voor edelmetalen of dunne
platen.
Bovendien vermijden progressieve matrijzen de herhaalde
klemverliezen die in enkelvoudige stations optreden, waardoor
afval verder wordt verminderd.
Afval wordt op een gecontroleerde
manier afgevoerd, wat centrale verwerking of recycling vergemakkelijkt.
6.Hoge Ontwerpcomplexiteit & Technische Eisen
Progressieve matrijzen vereisen uitstekende structurele stijfheid, hoge
pas- en bewegingsnauwkeurigheid en vermoeiingsweerstand.
Hun
ontwerp en fabricage omvatten precisiebewerking (bijv.
draadvonken, CNC, EDM), warmtebehandeling en multidisciplinaire
integratie, waaronder matrijsstroomsimulatie en spanningsanalyse.
7.Brede Toepassingsscope
Op grote schaal gebruikt in meerdere industrieën, waaronder:
- Elektronica & Elektrisch: Aansluitingen, connectorbehuizingen
- Automobiel: Clips, beugels, versterkingen
- Huishoudelijke Apparaten: Behuizingsversterkingen, steunelementen
- Medisch & Instrumentatie: Precisiehardwarecomponenten
- Dagelijkse Hard-wareproducten
8.Ideaal voor Complexe, Kleine Hoogvolume-onderdelen
Progressieve matrijzen zijn vooral voordelig voor kleine,
intricate gevormde onderdelen met hoge maatvereisten—
zoals elektronische aansluitingen, motorcontactveren of
automobielbevestigingen.
Wanneer onderdelen drie of meer bewerkingen vereisen (bijv. ponsen +
buigen + bijsnijden) en jaarlijkse volumes meer dan 100.000 stuks
bedragen, worden de kosten- en efficiëntievoordelen van progressief
stansen aanzienlijk beter.
Processtroom van Progressief Matrijzen Stansen
1.Grondstof-voorbereiding
Metaalspiraal-voorraad—
zoals koudgewalst staal, roestvrij staal, koper of
aluminium—wordt meestal in rolvorm geleverd.
Materiaaldikte,
maattolerantie en oppervlaktekwaliteit worden
geïnspecteerd om naleving van matrijsontwerpspecificaties te waarborgen.
2.Afwikkelen &
Rechtmaken
De metaalspiraal
wordt afgewikkeld met een afwikkelaar en vervolgens door een
rechtmaakmachine gevoerd om inwendige spanning en kromming te elimineren.
Dit zorgt ervoor dat de strook vlak en
goed uitgelijnd blijft tijdens het invoerproces.
3.Automatische Invoer
Een
servoinvoer (NC-invoer) voert de strook met hoge precisie
in de matrijs, op basis van de vooraf ingestelde voortgangsspoed
(bijv. 10 mm, 15 mm, enz.).
De invoer is gesynchroniseerd
met de persslag, waardoor exacte uitlijning met elk
matrijzenstation wordt gegarandeerd.
4.Positionering & Geleidepen-correctie
Geleidepennen in
de matrijs grijpen in op vooraf geponste geleidegaten in de strook
om de positionering te corrigeren en cumulatieve invoerfouten te elimineren.
Deze stap is vooral kritisch voor
hoogprecisie meerstations-stansonderdelen.
5.Meerstations-stansproces
Met elke persslag
beweegt de strook door verschillende stations om
opeenvolgend bewerkingen uit te voeren. Het proces omvat
doorgaans:
Beginstations:
Voorponsen (maken van geleide- of functionele gaten)
Inkepingen (uitsnijden van zijkantopeningen of spelingen)
Munten of reliëfdrukken (lokaal versterken van materiaal)
Tussenstations:
Incrementele vormbewerkingen zoals buigen, flenzen, dieptrekken of reliëfdrukken, in fasen toegepast om materiaalscheuren door overmatig vormen te voorkomen.
Eindstations:
Bijsnijden, vlakken en hervormen voor dimensionale verfijning
Afknippen of uitsnijden om het afgewerkte onderdeel van de dragerstrip te scheiden
6. Onderdeeluitwerping
Het afgewerkte onderdeel wordt volledig gescheiden bij het laatste station en automatisch uitgeworpen door zwaartekracht of mechanische uitwerpers in een opvangcontainer of transportband – waardoor handmatige behandeling volledig overbodig wordt.
7. Afvalafvoer
Gestanste plunjes en randafval worden afgevoerd via plunjgaten en kunnen worden verwijderd met behulp van luchtblazers, magnetische transportbanden of afvalophaspers.
Dit zorgt voor een schone matrijsbinnenruimte en ononderbroken productie.
8. In-lijn inspectie (optioneel)
Voor precisieonderdelen kan de matrijs sensoren, optische camera's of mechanische detectoren bevatten om problemen zoals stripbreuk of ontbrekende kenmerken te bewaken.
Dit verbetert de kwaliteitscontrole binnen geautomatiseerde productielijnen.
9. Nabewerking & verpakking
Onderdelen kunnen indien nodig worden gereinigd, ontbraamd of oppervlaktebehandeld (bijv. plateren of coaten).
Producten worden vervolgens gesorteerd, geteld en verpakt voor opslag of verzending.
Professionele Matrijzenbouw Werkplaats









Onze matrijzenwerkplaats is uitgerust met een volledig assortiment geavanceerde apparatuur, waaronder snelle CNC-bewerkingscentra, precisie-draadvonkmachines en spiegel EDM-machines. Deze machines worden geïmporteerd uit Taiwan, Zwitserland en Japan, wat zorgt voor uitzonderlijke precisie en consistente kwaliteit in de matrijzenproductie.
Alle productieprocessen worden intern uitgevoerd, waardoor de doorlooptijden aanzienlijk worden verkort en de algehele projectresponsiviteit wordt verbeterd.
De werkplaats is bemand met meer dan 60 zeer bekwame matrijzentechnici, van wie de meesten meer dan 10 jaar ervaring hebben in matrijzenproductie. Ze zijn goed thuis in een breed scala aan verwerkingstechnieken en zijn in staat om de kosten en efficiëntie in elke fase van het productieproces te optimaliseren.
Uitgebreide Matrijzenproductie Technische Ondersteuning
-

Hexagon 3D Meetprojector -

Zeiss 3D-meetprojector -

Micro-hoogtemeter -

Nikon-projector -

Nikon gereedschapsmicroscoop -

Mitutoyo Contour -

Lasermarkeermachine -

Nikon hoogtemeter -

2D-meetprojector





Als een kwaliteitsbewust bedrijf waarborgen we de nauwkeurigheid van matrijzen en onderdelen door strenge maatcontroles en voeren we alle nodige extra tests op de matrijzen uit. We bieden uitgebreide technische ondersteuning, voeren indien nodig reparaties en herbouwen uit, en houden gedetailleerde gegevens bij van alle onderhoudsactiviteiten in de matrijsgeschiedenis. Met flexibele productiemethoden en een sterke focus op klantenservice kunnen we de meeste matrijzen binnen een tot twee weken voltooien en bieden we spoedservices voor urgente projecten. Als professioneel bedrijf zijn we toegewijd aan het luisteren naar de behoeften van onze klanten en het bieden van oplossingen die de productkwaliteit verbeteren. Voor meer informatie over onze matrijzenproductiemogelijkheden of om een offerte aan te vragen, kunt u rechtstreeks contact met ons opnemen.
Soorten progressieve matrijzen
Progressieve stansmatrijzen kunnen worden gecategoriseerd op basis van hun constructieve ontwerp, vormcomplexiteit, materiaaltoepasbaarheid en precisieniveau. De volgende zijn de belangrijkste typen:
1. Standaard progressieve matrijs
- Structuur: Typische meerstationsindeling die sequentiële bewerkingen uitvoert zoals ponsen, buigen, vormen en snijden.
- Toepassing: Geschikt voor onderdelen met gemiddelde complexiteit gemaakt van gangbare materialen zoals koudgewalst staal of koper.
- Voordeel: Veelzijdig, relatief korte doorlooptijd, ideaal voor productie in middelgrote series.
2. Samengestelde progressieve matrijs
- Kenmerk: Meerdere bewerkingen worden gelijktijdig uitgevoerd bij bepaalde stations (bijv. ponsen + buigen).
- Voordeel: Vermindert het aantal matrijsstations en de totale matrijslengte, verhoogt materiaalbenutting en doorvoer.
- Toepassing: Hoogefficiënte productie van elektrische en hardwarescomponenten.
3. Progressieve matrijs voor dieptrekken
- Structuur: Bevat meerfasige dieptrekbewerkingen samen met uitsnijden en bijsnijden.
- Materiaal: Geschikt voor materialen met goede vervormbaarheid, zoals roestvrij staal of aluminium.
- Toepassing: Gebruikt voor behuizingen, eindkappen, batterijschalen en andere diepgetrokken onderdelen
4. Hoogprecisie progressieve matrijs
- Precisie: Matrijzen productietolerantie ≤ ±0,005 mm; toevoerherhaalbaarheid ≤ ±0,01 mm.
- Configuratie: Bevat geleidestiften met hoge stijfheid en matrijsinterne sensoren (pneumatisch of optisch).
- Toepassing: Micro metalen onderdelen zoals connectorklemmen, motorveren en elektronische pinnen.
- Kenmerk: Ontworpen voor hogesnelheidspersen (300–800 SPM).
5. Dubbele-strook progressieve matrijs
- Structuur: Verwerkt twee metalen strips gelijktijdig in links-rechts symmetrie.
- Voordeel: Verdubbelt de productiviteit in een compacte voetafdruk.
- Toepassing: Geschikt voor symmetrische onderdelen zoals connectoren of contactmessen.
6. Omgekeerde progressieve matrijs
- Kenmerk: De materiaalstrook ondergaat omgekeerd invoeren of bewerkingen in omgekeerde richting.
- Uitdaging: Complexe matrijsstructuur en hoge uitlijnnauwkeurigheid vereist.
- Toepassing: Speciale onderdelen met omgekeerd buigen, flenzen of vergrendelingskenmerken.
7. Multi-product progressieve matrijs
- Kenmerk: In staat om 2 tot 4 verschillende componenten gelijktijdig te produceren in één matrijs.
- Sleutel: Vereist precieze strookindeling en gesynchroniseerd toevoeren en uitwerpen van onderdelen.
- Toepassing: Productie van kleine, structureel verwante onderdeelfamilies.
8. Hete progressieve matrijs
- Structuur: Bevat verwarmde vormzones voor het warm stampen van materialen zoals ultrahogesterktestaal of titaniumlegeringen.
- Toepassing: Automobielversterkingscomponenten en luchtvaartonderdelen.
- Uitdaging: Vereist hittebestendig gereedschapsstaal en thermische isolatie, met strenge eisen aan levensduur en veiligheid.
Industrieën die wij bedienen
-

elektronica- en telecommunicatie-industrie -
medische hulpmiddelenindustrie -
huishoudelijke apparaten en slimme thuisindustrie -
automobielproductie-industrie -
nieuwe energie- en fotovoltaïsche industrie -
elektronica- en telecommunicatie-industrie -
hardware- en dagelijkse benodigdhedenindustrie -
luchtvaart- en militaire industrie








FAQ
Hoe lang duurt het om de mal te leveren?
De levertijd hangt af van de complexiteit van de mal, variërend van 15 dagen tot enkele maanden.
Hoe lang duurt de verzending?
Bij verzending over zee kan de transporttijd meer dan een maand bedragen. Als u de mal dringend nodig heeft, raden wij aan om luchtvervoer te kiezen om de levertijd te verkorten.
Kunnen we een NDA ondertekenen voordat ik mijn
ontwerp upload?
Natuurlijk, we nemen de vertrouwelijkheid van uw
ontwerp zeer serieus.
Waar moet ik op letten bij het ontwerpen van een
mal?
Let op factoren zoals compatibiliteit van
productstructuur en functionaliteit, nauwkeurigheid
en tolerantiebeheersing, materiaalkeuze en warmtebehandeling,
ontwerp van giet- en koelsysteem, onderhoudbaarheid
en kostenbeheersing, evenals productie-efficiëntie en
automatiseringcompatibiliteit.
