
Wat is een spuitgietmatrijs?
Spuitgietmatrijs is een precisiegereedschap dat wordt gebruikt in het spuitgietproces. Simpel gezegd functioneert het als een “mal”: door gesmolten kunststof in de matrijsholte te injecteren en het te laten afkoelen en stollen, kunnen kunststofproducten worden gevormd met vormen die exact overeenkomen met de holte.
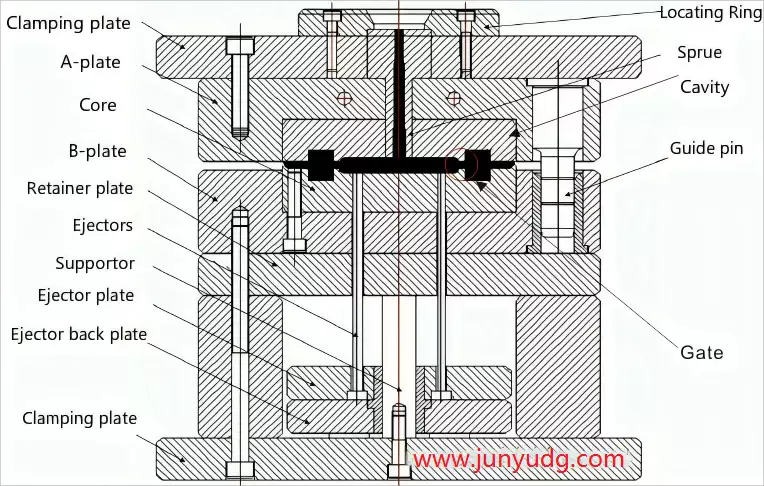
De kernstructuur van een spuitgietmatrijs omvat een vaste matrijs (gemonteerd op de spuitgietmachine) en een bewegende matrijs (die beweegt om te sluiten met de vaste matrijs om de holte te vormen). Het bevat ook andere belangrijke componenten zoals de poort (het kanaal waardoor kunststof wordt geïnjecteerd), het koelsysteem (dat de kunststofstolling versnelt) en het ontluchtingssysteem (dat lucht uit de matrijsholte verdrijft).
Spuitgietmatrijzen worden veel gebruikt in industrieën zoals de automobielindustrie, elektronica, medische apparaten, huishoudelijke apparaten en consumptiegoederen. Producten zoals telefoonbehuizingen, autodashboards, plastic speelgoed en componenten van medische apparaten worden allemaal vervaardigd met spuitgietmatrijzen. De precisie en structurele ontwerp van de matrijs bepalen direct de kwaliteit, productie-efficiëntie en kosten van de uiteindelijke kunststofproducten.
Professionele Werkplaats voor Matrijzenproductie









Onze matrijzenwerkplaats is uitgerust met een volledig assortiment geavanceerde apparatuur, waaronder snelle CNC-bewerkingscentra, precisie-draadvonkmachines en spiegel EDM-machines. Deze machines worden geïmporteerd uit Taiwan, Zwitserland en Japan, wat zorgt voor uitzonderlijke precisie en consistente kwaliteit in de matrijzenproductie.
Alle productieprocessen worden intern uitgevoerd, waardoor de doorlooptijden aanzienlijk worden verkort en de algehele projectresponsiviteit wordt verbeterd.
De werkplaats is bemand met meer dan 60 zeer bekwame matrijzentechnici, van wie de meesten meer dan 10 jaar ervaring hebben in matrijzenproductie. Ze zijn goed thuis in een breed scala aan verwerkingstechnieken en zijn in staat om de kosten en efficiëntie in elke fase van het productieproces te optimaliseren.
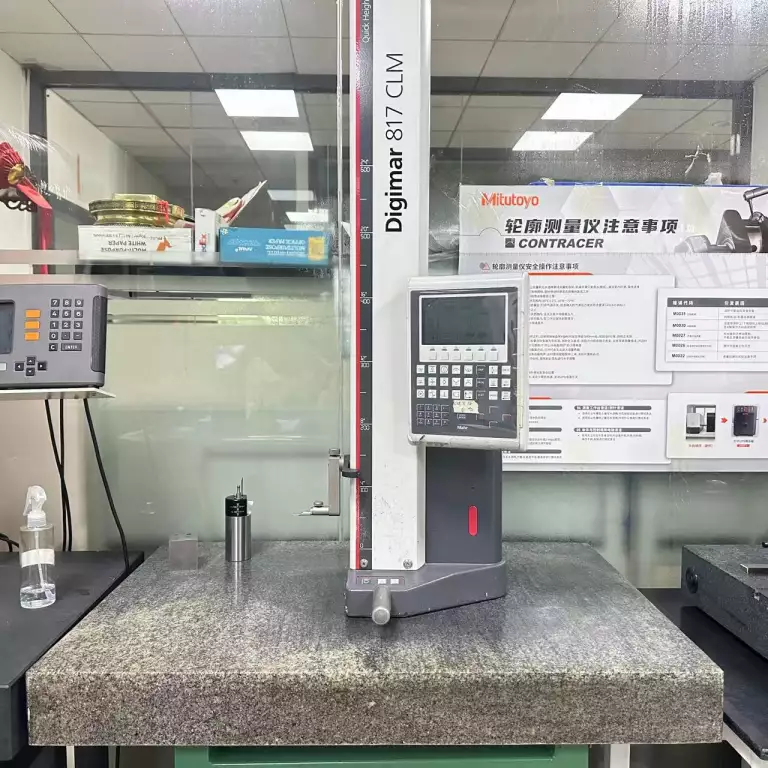
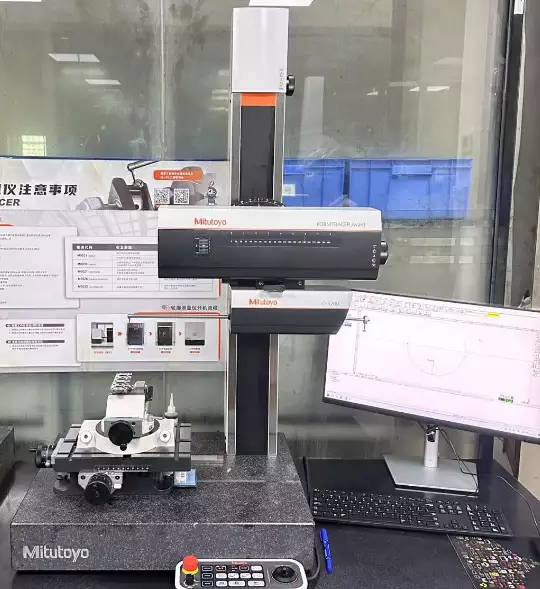
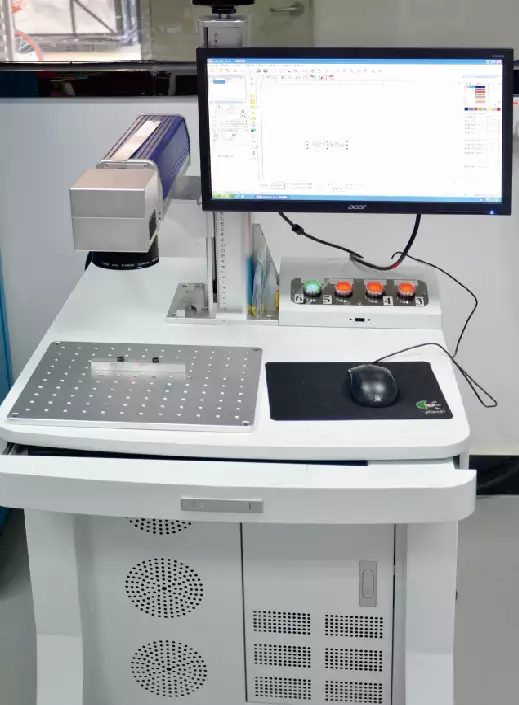
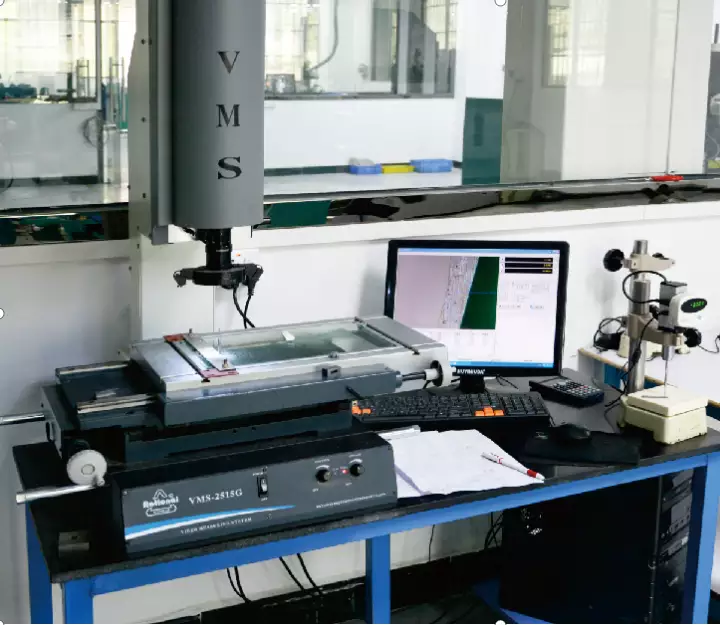
Uitgebreide Technische Ondersteuning voor Matrijzenproductie
-

Hexagon 3D-meetprojector -

Zeiss 3D-meetprojector -

Micro-hoogtemeter -

Nikon-projector -

Nikon gereedschapsmicroscoop -

Mitutoyo Contour -

Lasermarkeermachine -

Nikon hoogtemeter -

2D-meetprojector





Als een kwaliteitsbewust bedrijf waarborgen we de nauwkeurigheid van matrijzen en onderdelen door strenge maatcontroles en voeren we alle nodige extra tests op de matrijzen uit. We bieden uitgebreide technische ondersteuning, voeren indien nodig reparaties en herbouwen uit, en houden gedetailleerde gegevens bij van alle onderhoudsactiviteiten in de matrijsgeschiedenis. Met flexibele productiemethoden en een sterke focus op klantenservice kunnen we de meeste matrijzen binnen een tot twee weken voltooien en bieden we spoedservices voor urgente projecten. Als professioneel bedrijf zijn we toegewijd aan het luisteren naar de behoeften van onze klanten en het bieden van oplossingen die de productkwaliteit verbeteren. Voor meer informatie over onze matrijzenproductiemogelijkheden of om een offerte aan te vragen, kunt u rechtstreeks contact met ons opnemen.
Spuitgietmatrijs Productieproces
Het productieproces van spuitgietmatrijzen is een systematische workflow die loopt van het eerste ontwerp tot de uiteindelijke levering van de matrijs. Elke fase is nauw met elkaar verbonden en beïnvloedt direct de kwaliteit van de matrijs en de efficiëntie van de daaropvolgende massaproductie. De gedetailleerde stappen zijn als volgt:
1. Product- en Matrijsontwerp
Productanalyse: Op basis van de tekeningen van de klant (3D-modellen of 2D-blauwdrukken) beoordelen ingenieurs de productstructuur, maattoleranties, materiaaleigenschappen (zoals PP, ABS) en de beoogde toepassingsomgeving. Ze evalueren de haalbaarheid van de matrijs door problemen zoals ondersnijdingen of ongelijke wanddikte te identificeren.
Matrijsontwerp: Met behulp van CAD-software zoals UG, AutoCAD, Pro/E of SolidWorks wordt de matrijs in 3D gemodelleerd, met focus op belangrijke componenten:
① Holte en Kern: Bepalen de geometrie van het eindproduct;
② Scheidingsvlak : Het grensvlak tussen de vaste en bewegende matrijs, waardoor het onderdeel kan worden uitgeworpen;
③ Poort- en Lopersysteem : Kanalen voor gesmolten kunststof om de holte te vullen — plaatsing en afmetingen zijn geoptimaliseerd voor gelijkmatige vulling;
④ Koelsysteem: Waterkanalen ontworpen om koeling te versnellen en cyclustijd te verkorten;
⑤ Ontluchtingssysteem: Verwijdert ingesloten lucht uit de holte om defecten zoals bellen of korte vullingen te voorkomen;
⑥ Uitwerpmechanisme: Du wt het voltooide onderdeel uit de matrijs bij het openen.
⑦ Ontwerpbeoordeling: Evalueert structurele logica, kostenefficiëntie en productiehaalbaarheid. Eenmaal geoptimaliseerd, worden gedetailleerde technische tekeningen gegenereerd voor productie.
2. Materiaalkeuze en Voorbereiding van de Matrijs
Materiaalkeuze: Op basis van de hoeveelheid onderdelen, precisie-eisen en kunststoftype (bijv. glasvezelversterkt of corrosieve harsen) worden geschikte matrijsstaalsoorten geselecteerd:
Voor standaard kunststofonderdelen: S50C, P20 (geschikt voor lage tot middelgrote productievolumes);
Voor hoge precisie of slijtvastheid: 718H, NAK80 (goede polishbaarheid), S136 (corrosiebestendig voor medische of voedselveilige onderdelen).
Materiaalvoorbehandeling: Warmtebehandelingen zoals gloeien of harden worden toegepast om de bewerkbaarheid en maatvastheid te verbeteren, gevolgd door het snijden in ruwe blanks voor verwerking.
3. Bewerking van Matrijscomponenten
Een reeks precisiebewerkingen wordt gebruikt om de matrijscomponenten uit ruw materiaal te vormen. Belangrijke processen zijn:
CNC-frezen: High-precision 3-axis or 5-axis CNC machines mill complex surfaces and core features, typically achieving ±0.005 mm accuracy.
EDM (Electrical Discharge Machining): Used for deep cavities, narrow slots, or intricate textures that are difficult to mill, delivering high detail fidelity.
Wire Cut EDM: Ideal for inserts, sharp corners, and precise contours — accuracy up to ±0.002 mm.
Grinding : Ensures flatness, perpendicularity, and dimensional accuracy on templates, guide posts, and mating surfaces for accurate mold alignment.
Drilling and Tapping : For cooling channels, screw holes, and auxiliary fittings.
4. Heat Treatment
Critical parts such as the cavity and core are heat treated (e.g., quenching, nitriding) to increase surface hardness (typically HRC50–55) and wear resistance, thereby extending the mold’s service life.
5. Mold Assembly
All machined components — fixed mold, moving mold, guide pillars, ejector system, cooling pipes, etc. — are assembled according to the technical drawings. Fitting tolerances are carefully controlled (e.g., 0.01–0.02 mm for guide components).
Final steps include installing gate bushings, locating rings, and sealing cooling systems, while ensuring venting paths are clear.
6. Mold Trial and Tuning
The assembled mold is mounted on an injection molding machine. Using actual production plastic, a trial injection is performed: molten plastic is injected, cooled, and the part is ejected.
Product Evaluation: Parts are examined for dimensional accuracy, surface finish (checking for sink marks, flash, bubbles), and ease of ejection.
Mold Tuning: Adjustments are made based on issues found — e.g., repositioning gates, optimizing cooling layout, polishing cavity surfaces. Multiple trial runs (T1, T2, etc.) are conducted until quality standards are met.
7. Mold Acceptance and Delivery
After successful trial runs, the mold is cleaned and treated with anti-rust agents. All documentation — drawings, trial reports, etc. — is compiled.
The mold is then packed and prepared for shipping or on-site installation at the production facility.
8. Mass Production Support and Maintenance (Optional)
Support may be provided for production stabilization;
Maintenance guidelines and spare parts replacement schedules are offered;
Technical assistance or mold refurbishment is available in case of wear, leakage, or other failures.
The importance of injection mold manufacturing.
Injection mold manufacturing holds an irreplaceable position in modern manufacturing. Its influence spans across product quality, industrial development, and economic efficiency. The importance of this process is reflected in the following aspects:
1. Determines the Quality and Performance of Plastic Products
- The precision of the mold—such as cavity dimensions and surface finish—directly affects the dimensional tolerances, surface quality (e.g., absence of flash, sink marks), and structural integrity of the plastic parts.
- A well-engineered mold structure—including cooling systems and venting design—ensures uniform melt filling and adequate cooling, preventing common defects like bubbles or warping. This guarantees the final product’s functional performance, including mechanical strength and sealing reliability.
2. Impacts Production Efficiency and Manufacturing Costs
- High-quality molds enable high-speed, stable, continuous production, significantly reducing cycle time (ranging from a few seconds to a few minutes per shot) and improving mass production efficiency.
- The durability of a mold—determined by factors such as heat treatment, hardness, and wear resistance—directly affects its service life. Standard molds can last for tens or hundreds of thousands of cycles, while precision molds can exceed one million cycles. This minimizes downtime due to frequent maintenance or replacements, thereby reducing unit production costs.
3. Supports the Development of Multiple Industries
Injection molds are widely used across numerous sectors including automotive, electronics, medical devices, home appliances, packaging, and consumer goods. Virtually all mass-produced plastic components rely on injection molding. For example:
- In the automotive industry: dashboards, bumpers, air ducts;
- In electronics: mobile phone casings, connectors, enclosures;
- In medical devices: syringes, IV sets, and high-precision consumables.
The level of mold manufacturing directly affects the speed of product innovation and the competitiveness of these industries—particularly in achieving complex geometries and lightweight designs.
4. Reflects the Technological Level of a Manufacturing System
Mold manufacturing integrates a wide range of disciplines, including design (CAD/CAE simulation), precision machining (CNC, EDM, wire cutting), materials engineering, and heat treatment technology. The accuracy and complexity of molds are widely regarded as indicators of a nation’s or enterprise’s manufacturing capabilities.
The development of high-end molds—such as micro-precision molds or multi-cavity molds—is essential for producing high-value-added products and overcoming technical barriers.
5. Drives Product Iteration and Innovation
- The R&D of new plastic products fundamentally depends on mold manufacturing. Efficient mold development workflows—such as rapid prototyping combined with trial optimization—help shorten the time from product design to mass production, accelerating iteration cycles, especially in fast-changing sectors like consumer electronics.
- The flexibility of molds (e.g., replaceable inserts, modular cores) also supports multi-variant production, meeting the demands for customization and personalization in modern markets.
Advantages and Key Characteristics of Injection Mold Manufacturing
As one of the most fundamental processes in modern manufacturing, injection mold manufacturing offers remarkable advantages such as high forming efficiency, consistent product quality, and broad material adaptability. Its processing methods and technical features make it the dominant solution for mass-producing high-precision plastic components. The core advantages and features are outlined below:
Major Advantages
1. Hoge efficiëntie voor massaproductie
Zodra de mal goed is afgesteld, kan geautomatiseerde continue productie worden bereikt met behulp van spuitgietmachines. De cyclustijd per schot is kort (variërend van enkele seconden tot enkele minuten), waardoor snelle respons op grootschalige productie-eisen mogelijk is. Hoe groter de output, hoe lager de matrijskosten per eenheid, wat resulteert in aanzienlijke economische voordelen.
2. Uitstekende consistentie en hoge precisie
De maattolerantie van matrijsholtes kan ±0,005 mm bedragen, waardoor alle onderdelen die uit dezelfde mal worden geproduceerd zeer consistent zijn in grootte, vorm en fysieke prestaties. Dit elimineert de variaties die typisch voorkomen bij handmatige verwerking en is vooral geschikt voor sectoren die nauwe toleranties vereisen, zoals precisie-elektronica, medische apparatuur en optische componenten.
3. Mogelijkheid voor hoge structurele complexiteit
Complexe matrijsontwerpen met meerdere holtes, schuiven, liften en inzetstukken kunnen eenvoudig ingewikkelde vormen, interne kanalen en meerdere zijkerntrekkingen aan.
Geïntegreerd ontwerp wordt ondersteund, waardoor meerdere componenten als één geheel kunnen worden gevormd, wat assemblagekosten en faalkansen vermindert.
4. Brede materiaalcompatibiliteit
Spuitgietmatrijzen zijn geschikt voor een breed scala aan thermoplasten (bijv. ABS, PP, PC, PA, POM) en ook voor bepaalde thermohardende kunststoffen en hoogwaardige technische harsen.
Complexe geometrieën en fijne structuren kunnen worden gegoten, waaronder gebogen oppervlakken, ondersnijdingen, ingebedde onderdelen en schroefdraadkenmerken, die industrieën bestrijken zoals automotive, huishoudelijke apparaten, medisch, elektronica en consumentengoederen.
Matrijsstructuren en oppervlaktebehandelingen kunnen worden aangepast aan materiaaleigenschappen (bijv. slijtvastheid, corrosiebestendigheid, hoge temperatuurbestendigheid).
Hoog materiaalgebruik: Sprues en gates die tijdens productie worden gegenereerd, kunnen worden gerecycled, vermalen en hergebruikt, wat grondstofverspilling en totale productiekosten vermindert.
5. Superieure oppervlaktekwaliteit en esthetische mogelijkheden
Door middel van hogeprecisiebewerkingstechnieken – zoals spiegelafwerking EDM en fijn polijsten – kunnen matrijzen onderdelen produceren met optische oppervlakteafwerkingen die geen secundaire oppervlaktebehandeling vereisen.
Textuurprocessen zoals chemisch etsen, lederpatronen en laser graveren kunnen in de mal worden geïntegreerd, waardoor de decoratieve aantrekkingskracht en tactiele kwaliteit van het eindproduct worden verbeterd.
Belangrijke kenmerken
1. Hoog niveau van technische
integratie
De productie van spuitgietmatrijzen
omvat de integratie van meerdere geavanceerde
technologieën, waaronder CAD/CAE-ontwerp, CNC-frezen, EDM
(Electrical Discharge Machining) en draadvonken, samen
met materiaalkeuze (zoals matrijsstaal) en
warmtebehandelingsprocessen. Het vereist hogeprecisieapparatuur en
ervaren technisch personeel om bewerkingsnauwkeurigheid en
betrouwbaarheid te waarborgen.
2
2. Hoge initiële investering en lange
doorlooptijd
Matrijsontwerp en
fabricage brengen aanzienlijke initiële kosten met zich mee, vooral voor
complexe of meervoudige matrijzen. De typische doorlooptijd varieert
van 30 tot 90 dagen, afhankelijk van de complexiteit. Voor
langdurige massaproductie kunnen de matrijskosten echter worden afgeschreven,
waardoor het zeer economisch is voor producten met een lange
levenscyclus.
3
3. Sterke afhankelijkheid van
matrijskwaliteit
De rationaliteit van
de matrijsstructuur, bewerkingsnauwkeurigheid en slijtvastheid
beïnvloeden direct de productresultaten – zoals oppervlakteafwerking,
maatvastheid en productie-efficiëntie. Slechte
matrijskwaliteit leidt tot frequente storingen en onderhoud. Daarom
is strikte kwaliteitscontrole essentieel in elke
fabricagefase.
4
4. Ondersteunt complexe, geïntegreerde
vormgeving
Spuitgietmatrijzen zijn
in staat om complexe componenten in één cyclus te vormen,
inclusief onderdelen met meerdere geïntegreerde functies zoals
clips, ribben, klikverbindingen of ingebedde structuren. Dit
vermindert secundaire assemblageprocessen aanzienlijk, verbetert
de efficiëntie en zorgt voor productconsistentie.
Deze kenmerken maken spuitgietmatrijzen tot een onmisbaar en onvervangbaar proces in de moderne industrie – vooral bij de massaproductie van complexe kunststofcomponenten, waar het een centrale en strategische rol speelt.
Soorten kunststofvormen
Spuitgieten

Blaasvormen

Compressievormen
Extrusievormen
Rotatievormen

Thermovormen
Kunststofvormen - soorten
Classificatie van kunststofmatrijzen
Kunststofmatrijzen worden voornamelijk gebruikt voor het vormen van thermoplastische materialen. Vanwege verschillen in toepassingseisen, structurele configuraties en vormprocessen kunnen kunststofmatrijzen op verschillende manieren worden gecategoriseerd. De meest voorkomende classificaties zijn als volgt:
1. Classificatie naar vormproces
Spuitgietmatrijzen
Het meest gebruikte
type. Gesmolten kunststof wordt via een spuitgietmachine in de matrijsholte geïnjecteerd
en stolt bij afkoeling.
Veelvoorkomende producten zijn plastic speelgoed, behuizingen van huishoudelijke apparaten,
enz.
Extrusiematrijzen
Gebruikt voor continue
productie van kunststofproducten met een vaste dwarsdoorsnede,
zoals kunststofbuizen, platen en profielen.
Blaasmatrijzen
Omvat extrusieblaasvormen
en rekblaasvormen. Voornamelijk gebruikt voor holle
kunststofproducten zoals flessen, containers en tanks.
Thermovormmatrijzen
Verwarmde en weekgemaakte
kunststofplaten worden met behulp van vacuüm op het matrijsoppervlak getrokken.
Vaak gebruikt voor verpakkingsbakken, blisterverpakkingen
en klapdozen.
2. Classificatie naar matrijsstructuur
Matrijs met één scheidingsvlak (tweeplatenmatrijs)
Heeft slechts één scheidingslijn, met
de gate op het scheidingsvlak. Het heeft een eenvoudige
structuur en lage fabricagekosten, geschikt voor de meeste
kunststofproducten. Dit is het meest basale type
spuitgietmatrijs.
Matrijs met twee scheidingsvlakken (drieplatenmatrijs)
Bevat een secundair scheidingsvlak
door toevoeging van een runnerplaat, waardoor puntgatinjectie mogelijk is.
Het zorgt voor een betere gatepositionering (bijv. in het
midden of aan de rand), waardoor onderdelen een schoner uiterlijk krijgen.
Ideaal voor producten met centrale gaten of die
puntgating vereisen.
Stapelmatrijs
Ontworpen met meerdere lagen
holtes (verticaal gestapeld), waardoor een hogere output mogelijk is
binnen dezelfde matrijsslag. Geschikt voor productie in grote volumes
van kleine onderdelen zoals verpakkingsartikelen.
Heetkanaalmatrijs
Uitgerust met verwarmingselementen om het runnersysteem gesmolten te houden, waardoor materiaalverspilling wordt geëlimineerd (geen gietkanaal of koude runner). Biedt korte cyclustijden en hoog materiaalgebruik. Het heeft echter een complexe structuur en hogere kosten, ideaal voor grootschalige, hoogwaardige productie.
3. Classificatie op basis van aantal holtes
Enkelholtsmal
Bevat slechts één holte en produceert één onderdeel per cyclus. Geschikt voor grote of zeer nauwkeurige onderdelen.
Meerholtsmal
Bevat meerdere identieke holtes in dezelfde mal, waardoor meerdere onderdelen per cyclus tegelijkertijd kunnen worden geproduceerd. Verhoogt de productiviteit en wordt vaak gebruikt voor massaproductie van kleine kunststofonderdelen.
4. Classificatie op basis van uitwerpsysteem
Standaard uitwerppinmal
Uitwerppinnen worden gebruikt om het onderdeel uit te duwen. Dit is de meest gebruikte en eenvoudigste uitwerpmethode.
Schuine pinmal (liftermal)
Geschikt voor onderdelen met zijwaartse uitsteeksels of ondersnijdingen, waarbij schuine liften worden gebruikt om het onderdeel uit te werpen.
Schuifmal
Maakt gebruik van mechanische schuiven om zijkernuittrekking en functies zoals schroefdraadontvorming te realiseren.
Pneumatische of hydraulische kerntrekmallen
Toegepast voor complexe interne structuren of diepgaande ontvorming, vaak bij grote industriële onderdelen.
5. Andere veelvoorkomende classificatiemethoden
Op basis van industrie toepassing: Automatische mallen, medische mallen, elektronica mallen, verpakkingsmallen, optische mallen, enz.
Op basis van montagerichting van de mal: Verticale mallen, horizontale mallen
Op basis van materiaalstromingsrichting: Randgegate mallen, centraal geplate mallen, ringgegate mallen, enz.
Industrieën die wij bedienen
-

Huishoudelijke artikelen -
Elektronische en elektrische apparaten -
Automobielindustrie -
Medische apparatuur -
Verpakkingsindustrie -
Speelgoedindustrie






Veelgestelde vragen over malproductie
Hoe lang duurt het om de mal te leveren?
De levertijd hangt af van de complexiteit van de mal, meestal variërend van 15 dagen tot enkele maanden.
Hoe lang duurt de verzending?
Als per schip wordt verzonden, kan de transporttijd meer dan een maand bedragen. Als u de mal urgent nodig heeft, raden wij aan om voor luchtvracht te kiezen om de levertijd te verkorten.
Kunnen we een geheimhoudingsovereenkomst (NDA) tekenen voordat ik mijn ontwerp upload?
Natuurlijk, wij nemen de vertrouwelijkheid van uw ontwerp zeer serieus.
Waar moet ik op letten bij het ontwerpen van een mal?
Let op factoren zoals compatibiliteit van productstructuur en functionaliteit, nauwkeurigheids- en tolerantiebeheersing, materiaalkeuze en warmtebehandeling, ontwerp van giet- en koelsystemen, onderhoudbaarheid en kostenbeheersing, evenals productie-efficiëntie en automatiseringcompatibiliteit.
