
Precisie Elektrische Ontladingsbewerking (Precisie EDM)
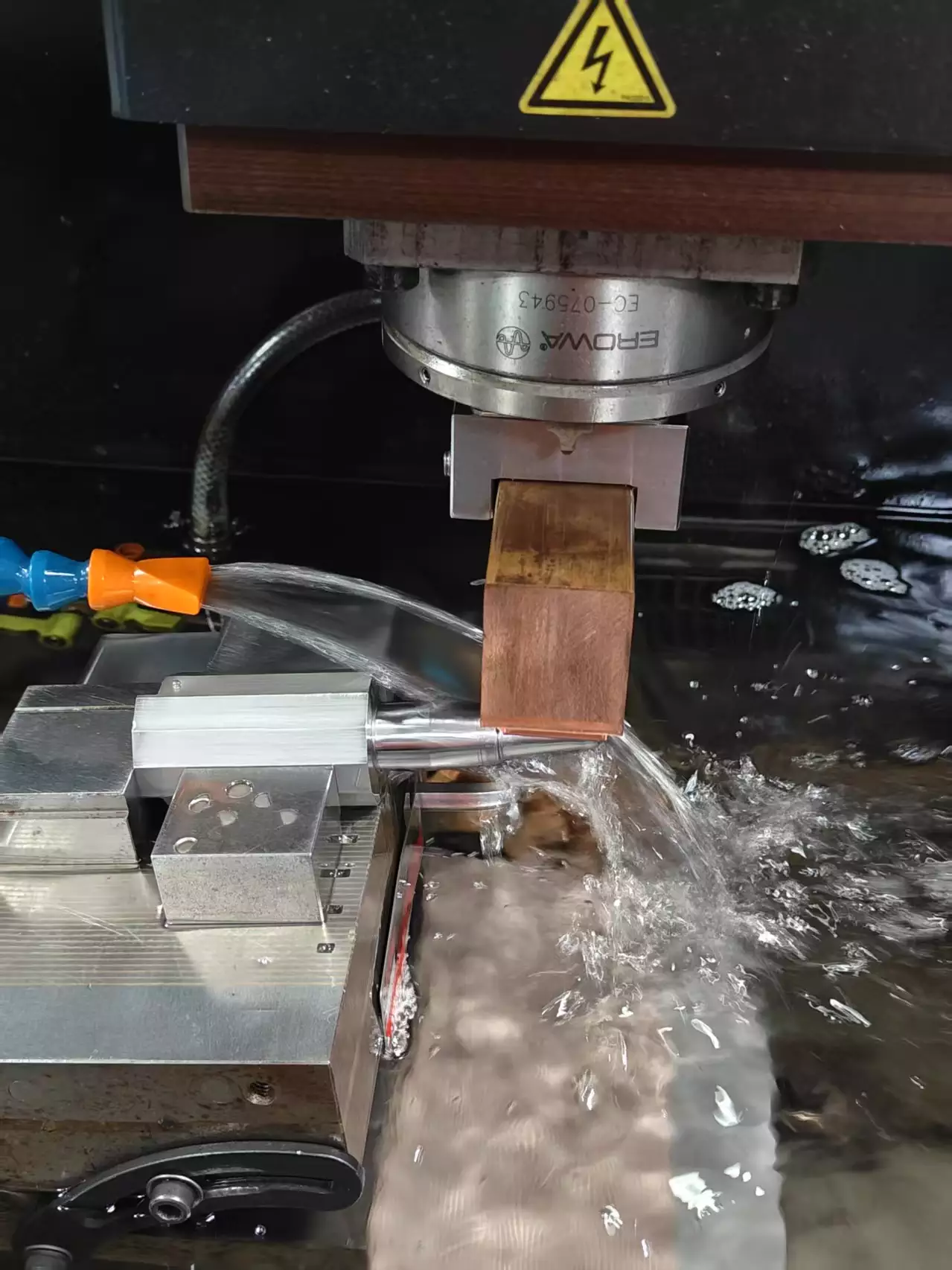
Precisie Elektrische Ontladingsbewerking (Precisie EDM), ook bekend als Elektrische Ontladingsbewerking (EDM), is een proces waarbij een gepulseerd ontladingsverschijnsel optreedt tussen een elektrode en het werkstuk, wat leidt tot momentane hoge temperaturen (boven 10.000°C) in een isolerende bewerkingsvloeistof. Hierdoor smelt of verdampt het metaal plaatselijk. Door het cumulatieve effect van talloze kleine ontladingen wordt materiaal van het oppervlak van het werkstuk geleidelijk verwijderd, waardoor de gewenste vorm ontstaat. In essentie is precisie EDM een synergetisch proces van elektrische, thermische, mechanische en materiaalverwijdering.
De voordelen van EDM-bewerking.
EDM (Elektrische Ontladingsbewerking) is een bewerkingsmethode die pulsontladingsenergie gebruikt om materiaal te verwijderen. De voordelen komen vooral tot uiting in de volgende aspecten:
1.Hoge precisie
De precisie kan
±0,002 mm bereiken en de oppervlakteruwheid is hoog (Ra < 0,2 μm),
waardoor het geschikt is voor de bewerking van precisieonderdelen.
2.Geschikt voor harde en brosse
materialen
EDM is bijzonder geschikt voor
het bewerken van materialen met een hoge hardheid of brosheid, zoals
gehard staal, titaniumlegeringen, metaalkeramiek en
carbiden. Deze materialen zijn vaak moeilijk te bewerken
met traditionele snijmethoden, maar EDM kan ze
gemakkelijk aan.
3.Mogelijkheid tot bewerking van complexe vormen
EDM
kan zeer complexe holtes, nauwe openingen, diepe gaten
en fijne structuren bewerken (zoals precisiepatronen voor mallen of
kleine gaten voor turbinebladen). Het presteert uitstekend in
matrijzenbouw, diepgatbewerking en fijne contouren,
waardoor het ideaal is voor het bewerken van complexe geometrieën en kleine
details die conventionele bewerkingsmethoden niet kunnen
realiseren.
4.Contactloze bewerking
EDM verwijdert
materiaal door de elektrische ontlading tussen de
elektrode en het werkstuk, dus er is geen fysieke snijkracht
betrokken. Dit maakt het bijzonder geschikt voor
breekbare, vervormbare of onregelmatig gevormde werkstukken,
waarbij spanning of vervorming door mechanische
bewerking wordt vermeden.
5.Hoge automatisering
Met de integratie van
CNC-systemen kan EDM programmagestuurd worden, waardoor het
geschikt is voor serieproductie en complexe baangestuurde
bewerkingen, terwijl handmatige interventie wordt verminderd.
6.Hoge oppervlaktekwaliteit
EDM kan een
glad oppervlak op het werkstuk achterlaten. In het bijzonder
puls-EDM-technologie kan de oppervlaktekwaliteit verder verbeteren.
Hoewel in sommige gevallen nabewerking voor oppervlaktebehandeling
nodig kan zijn, biedt EDM over het algemeen een betere
oppervlakteafwerking in vergelijking met andere traditionele bewerkingsmethoden.
7.Geschikt voor microbewerking
EDM heeft
unieke voordelen bij de bewerking van micro-onderdelen. Micro-EDM
kan nauwkeurig kleine openingen, microstructuren
en fijne details bewerken, waardoor het geschikt is voor microcomponenten in
vakgebieden zoals elektronica, medische apparatuur en lucht- en ruimtevaart.
8.Flexibiliteit
EDM is niet afhankelijk van
traditionele slijtage van gereedschap, maar van de
selectie van de elektrode om de vorm en grootte te veranderen. Hierdoor
kan eenvoudig worden aangepast aan een breed scala aan onderdelen en
materiaalbewerkingsbehoeften, vooral voor de productie van complexe en
op maat gemaakte onderdelen.
9.Kleiner warmte-beïnvloed gebied
Omdat EDM
korte, hoogtemperatuurontladingen gebruikt in plaats van
continue verwarming, is de ontlaadtijd extreem kort
(in microseconden). De warmte wordt geconcentreerd in een plaatselijk
gebied, wat resulteert in minimale thermische vervorming van het
werkstuk als geheel, waardoor het geschikt is voor dunwandige,
gemakkelijk vervormbare onderdelen.
10.Geschikt voor micro- en diepgatbewerking
EDM is bijzonder geschikt voor
microgat- en diepgatbewerking. Vergeleken met andere
methoden kan EDM efficiënt moeilijk te realiseren diepe
gaten en kleine openingen bewerken zonder verstopping of
ophoping van vuil.
De geheimen van precisiecontrole bij Elektrische Ontladingsbewerking (EDM)
Precisie Elektrische Ontladingsbewerking (EDM) bereikt hoge precisie door een combinatie van verschillende kritieke factoren. Deze factoren werken samen om het proces te controleren en te verfijnen, wat zorgt voor uitzonderlijke nauwkeurigheid. Hieronder staan de belangrijkste “geheimen” voor precisiecontrole bij EDM:
1. Precieze controle van stroom en
pulsbreedte
Bij EDM
beïnvloeden de intensiteit van de stroom en de
pulsbreedte direct de materiaalverwijderingssnelheid en de
precisie. Kleinere pulsbreedtes zorgen voor fijnere
materiaalverwijdering, wat de bewerkingsnauwkeurigheid
verbetert.
De controle van de stroom helpt overmatige ontladingsenergie te voorkomen, waardoor de oppervlakteruwheid en elektrodeslijtage worden verminderd.
2. Rol van diëlektrische
vloeistof
EDM wordt uitgevoerd in een
isolerende diëlektrische vloeistof die niet alleen
het ontladingsgebied koelt, maar ook vuil
en gasbellen verwijdert die tijdens de bewerking ontstaan.
Dit helpt verstoring van de bewerkingsprecisie
te voorkomen.
De temperatuur, stroomsnelheid en reinheid van de diëlektrische vloeistof moeten constant worden gehouden om consistente bewerkingsnauwkeurigheid en oppervlaktekwaliteit te waarborgen.
3. Keuze van elektrodevorm en
materiaal
Het materiaal en
de vorm van de elektrode zijn cruciaal voor de
bewerkingsprecisie. Veelgebruikte elektrodematerialen
zijn koper, grafiet en koperlegeringen. De
oppervlakteafwerking van de elektrode heeft ook direct
invloed op het eindresultaat.
De vorm van de elektrode moet overeenkomen met de werkstukvorm om ervoor te zorgen dat het uiteindelijke onderdeel exact volgens de specificaties wordt gevormd.
4. Servobesturingssysteem
Precisie-EDM
maakt gebruik van zeer nauwkeurige servobesturingssystemen
om de opening tussen de elektrode en het werkstuk
dynamisch aan te passen tijdens de bewerking. Dit is
essentieel voor het behouden van precisie.
Het servosysteem kan automatisch de elektrodepositie aanpassen om elektrodeslijtage te compenseren, waardoor de bewerkingsnauwkeurigheid gedurende het hele proces wordt gewaarborgd.
5. Temperatuurcontrole
Hoge temperaturen
die tijdens EDM worden gegenereerd, met name de
momentane warmte tijdens ontlading, kunnen
dimensionale en oppervlakteveranderingen in het werkstuk
veroorzaken. Precieze temperatuurregelsystemen
helpen thermische vervorming van het werkstuk te
voorkomen.
Het gebruik van geschikte koelsystemen, zoals vloeistof- en gaskoeling, minimaliseert temperatuurschommelingen en zorgt voor een zeer nauwkeurige bewerking.
6. Precieze planning van het
bewerkingspad
Zorgvuldige planning van het
bewerkingspad is cruciaal bij precisie-EDM.
Door het berekenen en plannen van de
ontladingsvolgorde en stapgroottes wordt
overbewerking van plaatselijke gebieden of ongelijkmatige
materiaalverwijdering voorkomen, waardoor de algehele
nauwkeurigheid wordt verbeterd.
7. Zeer nauwkeurige
apparatuur
Precisie-EDM
vereist machines met extreem hoge precisie.
Moderne EDM-machines zijn uitgerust met geavanceerde
positioneringssystemen en geautomatiseerde
besturingstechnologieën die nauwkeurige controle over
elektrodebweging en het ontladingsproces tijdens de
bewerking garanderen.
8. Real-time monitoring- en
feedbackregelsystemen
Geavanceerde EDM-
machines zijn uitgerust met real-time
monitorsystemen die gegevens verzamelen van het
bewerkingsproces, zoals stroom, spanning en
openingsveranderingen. Deze gegevens worden gebruikt om
het bewerkingsproces aan te passen om ervoor te zorgen dat
het werkstuk in een nauwkeurige bewerkingstoestand
blijft.
Feedbackregelsystemen passen automatisch de bewerkingsparameters aan op basis van real-time gegevens, wat de precisie verder verbetert.
9. Ervaring en procesoptimalisatie
Precisiecontrole bij EDM is ook sterk afhankelijk van de ervaring van de operator. Door meerdere proeven en parameteroptimalisatie kan de operator het proces aanpassen om de beste precisie voor een specifiek werkstuk te bereiken.
Continue ervaringsopbouw en data-analyse maken procesverbeteringen mogelijk, wat de bewerkingsstabiliteit en precisie verbetert.
Conclusie:
Precisiecontrole bij Electrical Discharge Machining is een veelzijdig proces, dat de regulering van stroom en pulsbreedte, controle van diëlektrische vloeistof, elektrodeselectie en slijtagecompensatie, servosystemen, temperatuurregeling en bewerkingspadplanning omvat. Door deze precieze controlemethoden kan EDM uitzonderlijke prestaties leveren in hogeprecisieproductie, vooral voor complexe onderdelen, fijne gaten en diepe holtes.
Soorten vonkontladingsbewerking (EDM)




1. EDM-vormen
2. Sinker EDM (Ram EDM)
3. Draad-EDM
4. EDM-boren
5. Micro-EDM
6. Gepulseerde EDM
7. Hogesnelheids-EDM
Toepassingsgebieden van onderdelen bewerkt met EDM.
EDM (Electrical Discharge Machining), met zijn contactloze, hoge precisie en vermogen om harde en brosse materialen te bewerken, speelt een cruciale rol in verschillende hoogwaardige productiesectoren. Hieronder vindt u de kerngebieden en typische scenario's:
1. Matrijzenbouw:
Toepassingen omvatten spuitgietmatrijzen, gietmatrijzen, stempelmatrijzen, matrijskernen, matrijsholtes en complexe koelkanalen.
2. Lucht- en ruimtevaart:
Toepassingen omvatten motoronderdelen, structurele componenten voor ruimtevaartuigen, keramische matrixcomposieten (CMC), wolfraamlegeringsmondstukdelen.
3. Elektronica en halfgeleiderproductie:
Toepassingen omvatten halfgeleiderverpakkingsmatrijzen, microconnectoren, precisieschakelaars en precisiebewerking van elektronische componenten.
4. Medische hulpmiddelen en bioproductie:
Toepassingen omvatten implanteerbare apparaten, medische matrijzen, chirurgische instrumenten, tandheelkundige apparatuur, implantaten, precisienaalden, microcomponenten, enz.
5. Automobiel- en nieuwe energiesectoren:
Toepassingen omvatten autocomponenten, lithiumbatterij-elektrodematrijzen, waterstofbrandstofcelplaten.
6. Optiek en precisie-instrumenten:
Toepassingen omvatten lensmatrijzen, sensorbehuizingen, gyroscoopframes en prismabewerking.
7. Andere hoogwaardige productiesectoren:
Toepassingen omvatten sieraden, gereedschapsproductie.
8. Productie van speciale onderdelen:
Toepassingen omvatten hogeprecisiegaten, hogeprecisiemicro-onderdelen, complexe interne holtes en diepeholtecomponenten, microtandwielen, enz.
-

Matrijzenbouw -
Medische hulpmiddelen en bioproductie -

Lucht- en ruimtevaart -
Elektronica- en halfgeleiderproductie -

Andere hoogwaardige productiesectoren -
Productie van speciale onderdelen -

Automobiel- en nieuwe energiesectoren -
Optiek en precisie-instrumenten







Uitdagingen en beperkingen van EDM-bewerking
1. Lage verwerkingsefficiëntie en lage snelheid
In vergelijking met traditionele snijmethoden is EDM gebaseerd op het principe van elektro-erosie, wat resulteert in een lagere materiaalverwijderingssnelheid. Daarom is de efficiëntie lager bij grootschalige productie. Het proces duurt langer, vooral bij het bewerken van complexe vormen en grote werkstukken.
2. Hoge verwerkingskosten
Elektrodeslijtage en -vervanging:
Elektroden gemaakt van materialen zoals koper en grafiet slijten continu tijdens EDM-bewerking. De slijtage van de elektroden beïnvloedt de nauwkeurigheid van het werkstuk, wat frequente kalibratie of vervanging vereist, wat de verwerkingskosten en het onderhoudswerk verhoogt. Bovendien kunnen complexe onderdelen meerdere sets elektroden of frequente correcties vereisen, wat de verbruikskosten verder verhoogt.
EDM-apparatuur en onderhoudskosten: CNC-EDM-apparatuur is duur en vereist gespecialiseerde EDM-werkvloeistoffen en koelsystemen, wat bijdraagt aan hoge onderhoudskosten.
Kosten voor afvalvloeistofbehandeling: Na langdurig gebruik hoopt de werkvloeistof metaaldeeltjes en carbiden op, die professioneel moeten worden behandeld om aan milieunormen te voldoen, wat de kosten verhoogt.
3. Beperkingen in materiaalaanpassingsvermogen
Beperkt tot geleidende materialen:
EDM kan alleen geleidende materialen bewerken, wat betekent dat niet-geleidende materialen, zoals kunststoffen, glas en zuiver keramiek, niet direct kunnen worden bewerkt. Ze moeten extra behandelingen ondergaan (bijv. coating) om geleidend te worden voor EDM-bewerking.
Lage efficiëntie bij materialen met hoog smeltpunt: Voor metalen met extreem hoge smeltpunten, zoals wolfraam en molybdeen, moet de ontladingsenergie aanzienlijk worden verhoogd, wat leidt tot grotere elektrodeslijtage en de verwerkingsefficiëntie verder vermindert.
4.Surface Roughness
Hoewel EDM een relatief glad oppervlak kan opleveren, kunnen de hoge temperaturen die tijdens ontlading ontstaan, microscheuren of een geharde laag op het werkstukoppervlak veroorzaken, waardoor een warmtebeïnvloede zone ontstaat. In zeer nauwkeurige toepassingen zoals de lucht- en ruimtevaart is nabehandeling met warmte nodig om deze effecten te elimineren.
5.Limitations on Processing Depth and Complex Structure
Depth-to-Diameter Ratio Limitation: Bij het bewerken van diepe gaten of smalle sleuven kan de stijfheid van de elektrode onvoldoende zijn, wat leidt tot doorbuiging, en kan het verwijderen van spanen moeilijk zijn, wat onstabiele ontladingen kan veroorzaken.
Risico op vervorming van dunwandige onderdelen: Hoewel EDM geen snijkrachten met zich meebrengt, kan de langdurige warmteontwikkeling van de ontlading dunwandige onderdelen vervormen. Strikte controle van procesparameters is vereist.
6.Need for Specialized Operational Skills
EDM-bewerking vereist dat operators over een hoog niveau van vaardigheid en ervaring beschikken, vooral bij het selecteren van de juiste elektroden, het aanpassen van ontladingsparameters en het omgaan met elektrodeslijtage. Onervaren operators kunnen het potentieel van EDM-apparatuur mogelijk niet volledig benutten.
7.High Environmental Requirements
EDM vereist een stabiele stroomvoorziening, schone diëlektrische vloeistof en een geschikte temperatuuromgeving, anders kunnen de bewerkingsnauwkeurigheid en oppervlaktekwaliteit worden beïnvloed. Bovendien genereert het proces vonken en hoge temperaturen, waardoor goede veiligheidsmaatregelen en een geschikte werkomgeving nodig zijn.
Samenvatting:
Hoewel EDM veel voordelen biedt, zoals hoge precisie en de mogelijkheid om complexe vormen en harde, brosse materialen te bewerken, kent het ook uitdagingen zoals langzame bewerkingssnelheid, elektrodeslijtage en hoge kosten. Om de voordelen voor specifieke toepassingen te maximaliseren, zijn het selecteren van geschikte materialen, het optimaliseren van procesparameters, het onderhouden van apparatuur en het verbeteren van operationele vaardigheden belangrijke factoren om deze beperkingen te overwinnen.
De procesparameters van EDM-bewerking.
De EDM-procesparameters (Electrical Discharge Machining) zijn essentieel voor het beheersen van de bewerkingskwaliteit en -efficiëntie. De juiste instelling van deze parameters kan de bewerkingsresultaten optimaliseren. Hieronder staan enkele veelvoorkomende EDM-procesparameters:
2.Pulse Interval
Eenheid: Microseconden (μs)
Functie: Pulsduur is de tijd voor elke ontlading, die direct de ontladingsenergie bepaalt. Een langere pulsduur verhoogt de materiaalverwijderingssnelheid, maar kan leiden tot slechte oppervlaktekwaliteit en hogere elektrodeslijtage; een kortere pulsduur helpt de precisie en oppervlaktekwaliteit te verbeteren, maar vermindert de efficiëntie.
2.Pulse Interval
Eenheid: Microseconden (μs)
Functie: Pulsinterval is de tijd tussen twee ontladingspulsen. Een kleiner pulsinterval resulteert in een hogere ontladingsfrequentie, wat de bewerkingsefficiëntie verhoogt, maar zorgt voor slechtere warmteafvoer van de elektrode en hogere slijtage; een groter pulsinterval verbetert de warmteafvoer van de elektrode en vermindert slijtage, maar verlaagt de efficiëntie.
3.Peak Current
Eenheid: Ampère (A)
Functie: Piekstroom bepaalt de energie van elke ontlading. Hoe hoger de stroom, hoe hoger de materiaalverwijderingssnelheid, maar de oppervlakte ruwheid neemt toe en de elektrodeslijtage stijgt; lagere stromen verbeteren de precisie maar verminderen de efficiëntie.
4.Discharge Voltage
Eenheid: Volt (V)
Functie: Ontlading spanning beïnvloedt de ontladingsspleet tussen de elektrode en het werkstuk. Hogere spanning vergroot de ontladingsspleet, wat geschikt is voor voorbewerking en betere spaansafvoer; lagere spanning verbetert de precisie en oppervlaktekwaliteit maar maakt spaansafvoer moeilijker, wat ideaal is voor nabewerking.
5.Electrode Material and Wear
Materiaalkeuze:
Koper: Geschikt voor precisiebewerking, met lagere slijtage en hoge nauwkeurigheid, ideaal voor middelgrote en kleine onderdelen of nabewerking.
Grafiet: Hittebestendig en lage slijtage, geschikt voor hoge stroom voorbewerking of grote onderdelen.
Elektrodeslijtagebeheersing: Hogere stroom en pulsduur leiden tot grotere elektrodeslijtage, dus optimale parameterinstellingen zijn nodig om de levensduur van elektroden te verlengen.
6.Dielectric Fluid
Type: Speciale EDM-diëlektrische vloeistof
Functie: Koeling, spaansafvoer en isolatie. Als de zuiverheid van de vloeistof onvoldoende is of de doorstroomsnelheid te laag, kan dit leiden tot slechte spaansafvoer, kortsluiting of verminderde oppervlaktekwaliteit.
7.Feed Rate
Eenheid: Millimeter per minuut (mm/min)
Functie: De invoersnelheid van de elektrode bepaalt de snelheid waarmee de spleet tussen de elektrode en het werkstuk verandert. Als de invoersnelheid te hoog is, kan dit kortsluiting veroorzaken; als deze te laag is, daalt de efficiëntie.
8.Discharge Energy
Eenheid: Bepaald door stroom en pulsduur
Functie: Ontladingsenergie is de belangrijkste factor die de energie van elke ontlading bepaalt. Hogere ontladingsenergie helpt de materiaalverwijderingssnelheid te verhogen, maar kan de oppervlaktekwaliteit negatief beïnvloeden. Lagere ontladingsenergie verbetert de oppervlaktekwaliteit maar verlaagt de verwijderingssnelheid.
9.Spark Gap
Eenheid: Millimeter (mm)
Functie: De vonkenspleet tussen de elektrode en het werkstuk bepaalt de stabiliteit van de ontlading en de efficiëntie van materiaalverwijdering. Als de spleet te groot is, kan de ontlading instabiel worden, wat de bewerkingsnauwkeurigheid beïnvloedt; als deze te klein is, kan dit kortsluiting of oververhitting van de elektrode en het werkstuk veroorzaken.
| Vergelijkingstabel van kenmerken tussen traditionele elektrische ontladingsbewerking en precisie elektrische ontladingsbewerking | Precisie EDM | Kenmerken |
| Traditionele EDM | Bewerkingsnauwkeurigheid | Hoge precisie ±0,002 – 0,01mm, zelfs tot ±0,001mm |
| Meestal ±0,01 – ±0,05mm | Oppervlakteruwheid (Ra) | 0,1 – 0,8μm; spiegelafwerking kan onder 0,08μm komen |
| 1.6 – 3.2μm | Elektrode slijtagesnelheid | Relatief laag; intelligente pulsregeling vermindert slijtage en verlengt de levensduur van de elektrode |
| Relatief hoog; elektroden moeten regelmatig worden vervangen | Bewerkingsrendement | Relatief laag rendement; nauwkeurige parameterregeling is vereist om nauwkeurigheid te garanderen |
| Hoog rendement bij grof bewerken, geschikt voor grootschalige materiaalverwijdering | Apparatuurbesturingssysteem | Hoogprecies CNC-systeem met terugkoppelingsregeling en intelligente aanpassing |
| Eenvoudig besturingssysteem; veel handmatige aanpassingen nodig, lage automatiseringsgraad | Pulsvermogenstechnologie | Regelt nauwkeurig pulsbreedte, stroom en pulsinterval, geschikt voor hoogprecisiebewerking |
| Relatief eenvoudige pulsregeling, geschikt voor grof bewerken | Bewerkingsvloeistofbehandeling | Bewerkingsvloeistof voor EDM-machines met een hoogprecisiefiltratiesysteem |
| Bewerkingsvloeistof voor EDM-machines | Toepassingsscenario's | Precisiemallen (bijv. halfgeleiderverpakkingsmallen, optische mallen), precisieonderdelen voor lucht- en ruimtevaart, medische apparatuur, enz. |
| Grof bewerken van gewone mallen, voorbewerken van onderdelen | Apparatuurkosten | Relatief hoog; geïmporteerde apparatuur kan enkele miljoenen yuan kosten |


FAQ
Relatief laag, geschikt voor grof bewerken
en grootschalige productie
Wat is de bewerkingsnauwkeurigheid van elektro-erosiebewerking (EDM)?
De nauwkeurigheid van elektro-erosiebewerking (EDM) ligt doorgaans op micronniveau, en kan over het algemeen worden geregeld binnen ±0,001mm tot ±0,005mm.
Bijvoorbeeld, de precisie-EDM-machine van Mitsubishi kan
een bewerkingsnauwkeurigheid van ±0,001mm bereiken. Sodick's
hogesnelheids-EDM-machines hebben een afstandsnauwkeurigheid van ±0,002mm
en een dieptenauwkeurigheid van ±0,001mm. Aan de andere kant hebben sommige
standaard EDM-machines mogelijk een iets lagere precisie,
met een nauwkeurigheid variërend van ±0,01mm tot ±0,05mm.
Hoe worden de kosten van EDM-bewerking
berekend?
De vereenvoudigde kostenberekeningsformule
voor EDM-bewerking:
Totale Kosten ≈ (Energiekosten apparatuur
+ Verbruikskosten + Uurtarief arbeid) × Bewerkingstijd
+ Overige diverse kosten
Kan er proefbewerking worden geleverd?
Ja, we kunnen proefbewerkingsdiensten leveren. Klanten kunnen de tekeningen samen met hun eisen verstrekken, en wij zullen deze volgens uw wensen verwerken, waarbij we de bewerkingsnauwkeurigheid en kwaliteit waarborgen.
Probeer BOS Nu In Slechts Een Paar Stappen
Upload uw 2D/3D-bestanden
Upload eenvoudig uw projectbestanden — ons team van ingenieurs bekijkt ze en levert snel een op maat gemaakte oplossing.
Uw bestelling starten
Zodra we uw bevestiging ontvangen, starten we onmiddellijk uw project.
Ontvang uw bestelling
Uw op maat bewerkte onderdelen worden rechtstreeks bij u thuisbezorgd.
