
Gia công chính xác bằng tia lửa điện (Precision EDM)
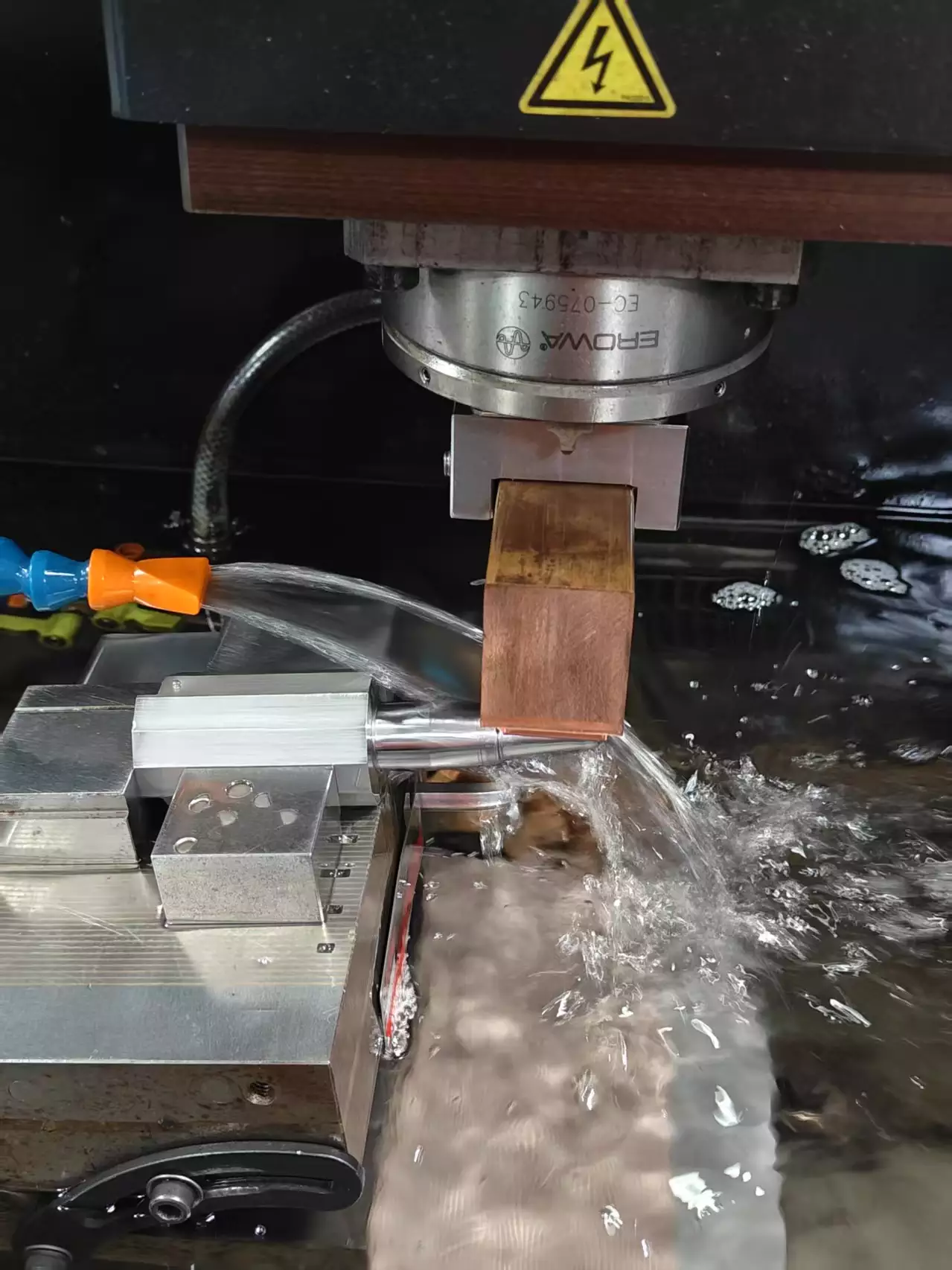
Gia công chính xác bằng tia lửa điện (Precision EDM), còn được gọi là Gia công phóng điện (EDM), là một quy trình trong đó hiện tượng phóng điện xung xảy ra giữa điện cực và phôi, tạo ra nhiệt độ cao tức thời (trên 10.000°C) trong chất lỏng cách điện làm việc. Điều này làm cho vật liệu kim loại bị nóng chảy hoặc hóa hơi cục bộ. Thông qua hiệu ứng tích lũy của vô số tia lửa điện nhỏ, vật liệu trên bề mặt của phôi dần dần bị loại bỏ, tạo thành hình dạng mong muốn. Về bản chất, EDM chính xác là một quy trình cộng hưởng của điện, nhiệt, cơ học và loại bỏ vật liệu.
Ưu điểm của gia công EDM.
Gia công phóng điện (EDM) là một phương pháp gia công sử dụng năng lượng phóng điện xung để loại bỏ vật liệu. Các ưu điểm của nó chủ yếu được thể hiện ở các khía cạnh sau:
1. Độ chính xác cao
Độ chính xác có thể đạt tới
±0,002mm và độ nhám bề mặt cao (Ra < 0,2μm),
phù hợp cho gia công các chi tiết chính xác.
2. Phù hợp với vật liệu cứng và giòn
EDM đặc biệt thích hợp để
gia công các vật liệu có độ cứng hoặc độ giòn cao, chẳng hạn như
thép đã tôi, hợp kim titan, gốm kim loại và
cacbua. Những vật liệu này thường khó gia công
bằng các phương pháp cắt truyền thống, nhưng EDM có thể xử lý
chúng một cách dễ dàng.
3. Khả năng gia công hình dạng phức tạp
EDM
có thể gia công các khoang rất phức tạp, khe hẹp, lỗ sâu
và các cấu trúc tinh xảo (chẳng hạn như các mẫu chính xác cho khuôn hoặc
các lỗ nhỏ cho cánh tuabin). Nó hoạt động xuất sắc
trong sản xuất khuôn mẫu, gia công lỗ sâu và các đường viền tinh xảo,
lý tưởng để gia công các hình học phức tạp và các chi tiết nhỏ
mà các phương pháp gia công thông thường không thể
thực hiện được.
4. Gia công không tiếp xúc
EDM loại bỏ
vật liệu thông qua sự phóng điện giữa
điện cực và phôi, vì vậy không có lực cắt
vật lý nào liên quan. Điều này làm cho nó đặc biệt phù hợp với
các phôi dễ vỡ, dễ biến dạng hoặc có hình dạng bất thường,
tránh ứng suất hoặc biến dạng do gia công
cơ học.
5. Tự động hóa cao
Với sự tích hợp của
hệ thống CNC, EDM có thể được điều khiển theo chương trình, phù hợp
cho sản xuất hàng loạt và gia công đường chạy dao phức tạp
đồng thời giảm sự can thiệp thủ công.
6. Chất lượng bề mặt cao
EDM có thể để lại một
bề mặt nhẵn trên phôi. Đặc biệt, công nghệ EDM xung
có thể nâng cao hơn nữa chất lượng bề mặt. Mặc dù
một số trường hợp có thể yêu cầu xử lý bề mặt sau gia công,
nhưng so với các phương pháp gia công truyền thống khác,
EDM thường mang lại độ hoàn thiện bề mặt tốt hơn.
7. Phù hợp với gia công vi mô
EDM có
những ưu điểm độc đáo trong gia công các chi tiết vi mô. EDM vi mô
có thể gia công chính xác các lỗ nhỏ, cấu trúc vi mô
và các chi tiết tinh xảo, phù hợp cho các thành phần vi mô trong
các lĩnh vực như điện tử, thiết bị y tế và hàng không vũ trụ.
8. Tính linh hoạt
EDM không phụ thuộc vào
sự mài mòn của dụng cụ truyền thống, mà phụ thuộc vào việc
lựa chọn điện cực để thay đổi hình dạng và kích thước. Điều này cho phép
dễ dàng thích ứng với nhiều loại chi tiết và nhu cầu gia công vật liệu,
đặc biệt là cho sản xuất các chi tiết phức tạp và tùy chỉnh.
9. Vùng ảnh hưởng nhiệt nhỏ hơn
Bởi vì EDM
sử dụng các xung phóng điện ngắn, nhiệt độ cao thay vì
gia nhiệt liên tục, thời gian phóng điện cực kỳ ngắn
(tính bằng micro giây). Nhiệt tập trung trong một khu vực
cục bộ, dẫn đến biến dạng nhiệt tổng thể tối thiểu của
phôi, phù hợp cho các chi tiết thành mỏng, dễ biến dạng.
10. Phù hợp cho gia công lỗ vi mô và lỗ sâu
EDM đặc biệt thích hợp cho
gia công lỗ vi mô và lỗ sâu. So với các
phương pháp khác, EDM có thể gia công hiệu quả các lỗ sâu và
lỗ nhỏ khó đạt được mà không bị tắc nghẽn hoặc tích tụ
mảnh vụn.
Bí quyết kiểm soát độ chính xác trong gia công phóng điện (EDM)
Gia công chính xác bằng tia lửa điện (EDM) đạt được độ chính xác cao thông qua sự kết hợp của một số yếu tố quan trọng. Các yếu tố này phối hợp với nhau để kiểm soát và tinh chỉnh quy trình, đảm bảo độ chính xác đặc biệt. Dưới đây là các “bí quyết” chính để kiểm soát độ chính xác trong EDM:
1. Kiểm soát chính xác dòng điện và
độ rộng xung
Trong EDM,
cường độ dòng điện và độ rộng xung
ảnh hưởng trực tiếp đến tốc độ loại bỏ vật liệu và
độ chính xác. Độ rộng xung nhỏ hơn cho phép
loại bỏ vật liệu mịn hơn, giúp nâng cao
độ chính xác gia công.
Việc kiểm soát dòng điện giúp ngăn ngừa năng lượng phóng điện quá mức, do đó giảm độ nhám bề mặt và mài mòn điện cực.
2. Vai trò của chất lỏng điện môi
EDM được thực hiện trong một
chất lỏng điện môi cách điện không chỉ
làm mát khu vực phóng điện mà còn loại bỏ
các mảnh vụn và bong bóng khí được tạo ra trong quá trình
gia công. Điều này giúp ngăn ngừa sự can thiệp
vào độ chính xác gia công.
Nhiệt độ, tốc độ dòng chảy và độ sạch của chất lỏng điện môi phải được giữ ổn định để duy trì độ chính xác gia công và chất lượng bề mặt nhất quán.
3. Lựa chọn hình dạng và vật liệu điện cực
Vật liệu và
hình dạng của điện cực rất quan trọng đối với
độ chính xác gia công. Các vật liệu điện cực phổ biến
bao gồm đồng, than chì và hợp kim đồng. Độ hoàn thiện bề mặt
của điện cực cũng ảnh hưởng trực tiếp đến kết quả
cuối cùng.
Hình dạng của điện cực phải phù hợp với hình dạng phôi để đảm bảo rằng chi tiết cuối cùng được tạo thành đúng thông số kỹ thuật.
4. Hệ thống điều khiển servo
EDM chính xác
sử dụng các hệ thống điều khiển servo có độ chính xác cao
để điều chỉnh động khe hở
giữa điện cực và phôi trong quá trình gia công. Điều này rất cần thiết
để duy trì độ chính xác.
Hệ thống servo có thể tự động điều chỉnh vị trí điện cực để bù đắp cho sự mài mòn điện cực, đảm bảo độ chính xác gia công trong suốt quá trình.
5. Kiểm soát
nhiệt độ
Nhiệt độ cao
được tạo ra trong quá trình EDM, đặc biệt là
nhiệt tức thời trong quá trình phóng điện, có thể
gây ra những thay đổi về kích thước và bề mặt của
phôi. Các hệ thống kiểm soát nhiệt độ chính xác
giúp ngăn ngừa biến dạng nhiệt của
phôi.
Sử dụng các hệ thống làm mát thích hợp, chẳng hạn như làm mát bằng chất lỏng và khí, giúp giảm thiểu sự dao động nhiệt độ và đảm bảo gia công có độ chính xác cao.
6. Lập kế hoạch chính xác đường
dẫn gia công
Lập kế hoạch cẩn thận
đường dẫn gia công là rất quan trọng trong EDM chính xác.
Bằng cách tính toán và lập kế hoạch
trình tự phóng điện và các bước tiến, nó ngăn ngừa
gia công quá mức các khu vực cục bộ hoặc
loại bỏ vật liệu không đồng đều, do đó cải thiện
độ chính xác tổng thể.
7. Thiết bị có độ chính xác
cao
EDM chính xác
yêu cầu máy móc có độ chính xác cực cao.
Các máy EDM hiện đại được trang bị
các hệ thống định vị tiên tiến và
công nghệ điều khiển tự động đảm bảo
kiểm soát chính xác chuyển động của điện cực và
quá trình phóng điện trong quá trình gia công.
8. Hệ thống giám sát thời gian thực và điều khiển phản hồi
Các máy EDM
tiên tiến được trang bị các hệ thống
giám sát thời gian thực thu thập dữ liệu
từ quá trình gia công, chẳng hạn như dòng điện,
điện áp và thay đổi khe hở. Dữ liệu này được sử dụng
để điều chỉnh quá trình gia công nhằm đảm bảo
phôi luôn ở trạng thái gia công
chính xác.
Các hệ thống điều khiển phản hồi tự động điều chỉnh các thông số gia công dựa trên dữ liệu thời gian thực, nâng cao hơn nữa độ chính xác.
9. Kinh nghiệm và tối ưu hóa quy trình
Kiểm soát độ chính xác trong EDM cũng phụ thuộc nhiều vào kinh nghiệm của người vận hành. Thông qua nhiều lần thử nghiệm và tối ưu hóa thông số, người vận hành có thể điều chỉnh quy trình để đạt được độ chính xác tốt nhất cho một chi tiết gia công cụ thể.
Việc tích lũy kinh nghiệm liên tục và phân tích dữ liệu cho phép cải tiến quy trình, nâng cao độ ổn định và độ chính xác gia công.
Kết luận:
Kiểm soát độ chính xác trong Gia công Phóng điện (EDM) là một quy trình nhiều mặt, liên quan đến việc điều chỉnh dòng điện và độ rộng xung, kiểm soát chất điện môi, lựa chọn điện cực và bù hao mòn, hệ thống servo, kiểm soát nhiệt độ, và lập kế hoạch đường chạy dao. Thông qua các phương pháp kiểm soát chính xác này, EDM có thể mang lại hiệu suất vượt trội trong sản xuất có độ chính xác cao, đặc biệt đối với các bộ phận phức tạp, lỗ nhỏ và hốc sâu.
Các loại Gia công phóng tia lửa điện (EDM)




1. EDM Định hình
2. EDM Chìm (EDM Ram)
3. EDM Dây
4. EDM Khoan
5. EDM Vi mô
6. EDM Xung
7. EDM Tốc độ cao
Lĩnh vực ứng dụng của các chi tiết gia công bằng EDM.
EDM (Gia công Phóng điện), với tính năng không tiếp xúc, độ chính xác cao và khả năng gia công các vật liệu cứng và giòn, đóng vai trò quan trọng trong nhiều lĩnh vực sản xuất cao cấp. Dưới đây là các lĩnh vực ứng dụng cốt lõi và các tình huống điển hình:
1. Sản xuất khuôn mẫu:
Ứng dụng bao gồm khuôn ép nhựa, khuôn đúc, khuôn dập, lõi khuôn, hốc khuôn và các kênh làm mát phức tạp.
2. Hàng không vũ trụ:
Ứng dụng bao gồm các bộ phận động cơ, linh kiện cấu trúc tàu vũ trụ, vật liệu tổng hợp nền gốm (CMC), các bộ phận vòi phun hợp kim vonfram.
3. Sản xuất điện tử và bán dẫn:
Ứng dụng bao gồm khuôn đóng gói bán dẫn, đầu nối vi mô, công tắc chính xác và gia công chính xác các linh kiện điện tử.
4. Thiết bị y tế và Sản xuất sinh học:
Ứng dụng bao gồm các thiết bị cấy ghép, dụng cụ khuôn y tế, dụng cụ phẫu thuật, thiết bị nha khoa, cấy ghép, kim chính xác, linh kiện vi mô, v.v.
5. Lĩnh vực Ô tô và Năng lượng mới:
Ứng dụng bao gồm các linh kiện ô tô, khuôn điện cực pin lithium, tấm pin nhiên liệu hydro.
6. Quang học và Thiết bị chính xác:
Ứng dụng bao gồm khuôn thấu kính, vỏ cảm biến, khung con quay hồi chuyển và gia công lăng kính.
7. Các lĩnh vực sản xuất cao cấp khác:
Ứng dụng bao gồm đồ trang sức, sản xuất dụng cụ.
8. Sản xuất chi tiết đặc biệt:
Ứng dụng bao gồm các lỗ nhỏ có độ chính xác cao, các chi tiết vi mô có độ chính xác cao, các khoang bên trong phức tạp và các bộ phận hốc sâu, bánh răng vi mô, v.v.
-

Sản xuất khuôn mẫu -
Thiết bị y tế và Sản xuất sinh học -

Hàng không vũ trụ -
Sản xuất điện tử và bán dẫn -

Các lĩnh vực sản xuất cao cấp khác -
Sản xuất chi tiết đặc biệt -

Lĩnh vực Ô tô và Năng lượng mới -
Quang học và Thiết bị chính xác







Thách thức và Hạn chế của Gia công EDM
1. Hiệu suất gia công thấp và tốc độ chậm
So với các phương pháp cắt truyền thống, EDM dựa trên nguyên lý ăn mòn điện, dẫn đến tốc độ loại bỏ vật liệu thấp hơn. Do đó, hiệu quả của nó thấp hơn trong sản xuất quy mô lớn. Quy trình mất nhiều thời gian hơn, đặc biệt khi gia công các hình dạng phức tạp và phôi lớn.
2. Chi phí gia công cao
Mài mòn và thay thế điện cực:
Các điện cực làm bằng vật liệu như đồng và than chì liên tục bị mài mòn trong quá trình gia công EDM. Sự mài mòn của điện cực ảnh hưởng đến độ chính xác của phôi, yêu cầu hiệu chỉnh hoặc thay thế thường xuyên, làm tăng chi phí gia công và công việc bảo trì. Hơn nữa, các bộ phận phức tạp có thể yêu cầu nhiều bộ điện cực hoặc hiệu chỉnh thường xuyên, làm tăng thêm chi phí vật tư tiêu hao.
Chi phí thiết bị và bảo trì EDM: Thiết bị CNC-EDM đắt tiền và yêu cầu dung dịch gia công EDM chuyên dụng cùng hệ thống làm mát, góp phần vào chi phí bảo trì cao.
Chi phí xử lý chất thải lỏng: Sau khi sử dụng kéo dài, dung dịch gia công tích tụ mảnh vụn kim loại và cacbua, phải được xử lý chuyên nghiệp để đáp ứng các tiêu chuẩn môi trường, do đó làm tăng chi phí.
3. Giới hạn khả năng thích ứng vật liệu
Chỉ giới hạn ở vật liệu dẫn điện:
EDM chỉ có thể gia công các vật liệu dẫn điện, có nghĩa là các vật liệu không dẫn điện, như nhựa, thủy tinh và gốm tinh khiết, không thể gia công trực tiếp. Chúng phải trải qua các xử lý bổ sung (ví dụ: phủ) để trở nên dẫn điện cho quá trình gia công EDM.
Hiệu quả thấp với vật liệu có nhiệt độ nóng chảy cao: Đối với các kim loại có nhiệt độ nóng chảy cực cao, như vonfram và molypden, năng lượng phóng điện cần được tăng lên đáng kể, dẫn đến hao mòn điện cực lớn hơn và làm giảm hiệu suất gia công hơn nữa.
4.Độ nhám bề mặt
Mặc dù EDM có thể tạo ra bề mặt tương đối nhẵn, nhưng nhiệt độ cao sinh ra trong quá trình phóng điện có thể gây ra các vết nứt vi mô hoặc lớp cứng trên bề mặt phôi, tạo thành vùng ảnh hưởng nhiệt. Trong các lĩnh vực yêu cầu độ chính xác cao như hàng không vũ trụ, cần xử lý nhiệt sau gia công để loại bỏ các ảnh hưởng này.
5.Hạn chế về độ sâu gia công và kết cấu phức tạp
Hạn chế về tỷ lệ độ sâu trên đường kính: Khi gia công lỗ sâu hoặc rãnh hẹp, độ cứng vững của điện cực có thể không đủ, dẫn đến lệch hướng và khó thoát phoi, gây ra phóng điện không ổn định.
Nguy cơ biến dạng chi tiết thành mỏng: Mặc dù EDM không tạo ra lực cắt, nhưng tác động nhiệt kéo dài do phóng điện có thể làm biến dạng các chi tiết thành mỏng. Cần kiểm soát chặt chẽ các thông số quy trình.
6.Yêu cầu về kỹ năng vận hành chuyên môn hóa
Gia công EDM đòi hỏi người vận hành phải có trình độ tay nghề và kinh nghiệm cao, đặc biệt là trong việc lựa chọn điện cực phù hợp, điều chỉnh thông số phóng điện và xử lý hao mòn điện cực. Người vận hành thiếu kinh nghiệm có thể không khai thác hết tiềm năng của thiết bị EDM.
7.Yêu cầu cao về môi trường
EDM yêu cầu nguồn điện ổn định, chất điện môi sạch và môi trường nhiệt độ thích hợp, nếu không độ chính xác gia công và chất lượng bề mặt có thể bị ảnh hưởng. Ngoài ra, quá trình này tạo ra tia lửa điện và nhiệt độ cao, đòi hỏi các biện pháp an toàn tốt và môi trường làm việc phù hợp.
Tổng kết:
Mặc dù EDM có nhiều ưu điểm như độ chính xác cao và khả năng gia công các hình dạng phức tạp, vật liệu cứng và giòn, nhưng nó cũng phải đối mặt với những thách thức như tốc độ gia công chậm, hao mòn điện cực và chi phí cao. Để tối đa hóa lợi ích của nó cho các ứng dụng cụ thể, việc lựa chọn vật liệu phù hợp, tối ưu hóa thông số quy trình, bảo trì thiết bị và nâng cao kỹ năng vận hành là những yếu tố then chốt để vượt qua những hạn chế này.
Các thông số quy trình của gia công EDM.
Các thông số quy trình của gia công EDM (Gia công phóng điện) là chìa khóa để kiểm soát chất lượng và hiệu quả gia công. Việc thiết lập chính xác các thông số này có thể tối ưu hóa kết quả gia công. Dưới đây là một số thông số quy trình EDM phổ biến:
2.Khoảng cách xung
Đơn vị: Micro giây (μs)
Chức năng: Thời gian xung là thời gian cho mỗi lần phóng điện, quyết định trực tiếp đến năng lượng phóng điện. Thời gian xung lớn hơn làm tăng tốc độ bóc tách vật liệu, nhưng có thể dẫn đến chất lượng bề mặt kém và hao mòn điện cực cao hơn; thời gian xung nhỏ hơn giúp cải thiện độ chính xác và chất lượng bề mặt nhưng làm giảm hiệu quả.
2.Khoảng cách xung
Đơn vị: Micro giây (μs)
Chức năng: Khoảng cách xung là thời gian giữa hai xung phóng điện. Khoảng cách xung nhỏ hơn dẫn đến tần số phóng điện cao hơn, cải thiện hiệu quả gia công, nhưng gây ra khả năng tản nhiệt của điện cực kém hơn và hao mòn cao hơn; khoảng cách xung lớn hơn cải thiện khả năng tản nhiệt của điện cực và giảm hao mòn nhưng làm giảm hiệu quả.
3.Dòng điện đỉnh
Đơn vị: Ampe (A)
Chức năng: Dòng điện đỉnh xác định năng lượng của mỗi lần phóng điện. Dòng điện càng cao, tốc độ bóc tách vật liệu càng lớn, nhưng độ nhám bề mặt tăng lên và hao mòn điện cực tăng; dòng điện thấp hơn cải thiện độ chính xác nhưng giảm hiệu quả.
4.Điện áp phóng điện
Đơn vị: Vôn (V)
Chức năng: Điện áp phóng điện ảnh hưởng đến khe hở phóng điện giữa điện cực và phôi. Điện áp cao hơn làm tăng khe hở phóng điện, phù hợp cho gia công thô và thoát phoi tốt hơn; điện áp thấp hơn tăng cường độ chính xác và chất lượng bề mặt nhưng làm cho việc thoát phoi khó khăn hơn, lý tưởng cho các hoạt động gia công tinh.
5.Vật liệu điện cực và hao mòn
Lựa chọn vật liệu:
Đồng: Phù hợp cho gia công chính xác, hao mòn thấp và độ chính xác cao, lý tưởng cho các chi tiết vừa và nhỏ hoặc gia công tinh.
Than chì: Chịu nhiệt độ cao và hao mòn thấp, phù hợp cho gia công thô dòng điện cao hoặc các chi tiết lớn.
Kiểm soát hao mòn điện cực: Dòng điện và thời gian xung cao hơn dẫn đến hao mòn điện cực lớn hơn, do đó cần cài đặt thông số tối ưu để kéo dài tuổi thọ của điện cực.
6.Chất điện môi
Loại: Chất điện môi chuyên dụng cho EDM
Chức năng: Làm mát, thoát phoi và cách điện. Nếu độ tinh khiết của chất lỏng không đủ hoặc tốc độ dòng chảy quá thấp, có thể dẫn đến thoát phoi kém, đoản mạch hoặc chất lượng bề mặt bị suy giảm.
7.Tốc độ ăn dao
Đơn vị: Milimét trên phút (mm/phút)
Chức năng: Tốc độ ăn dao của điện cực xác định tốc độ thay đổi khe hở giữa điện cực và phôi. Nếu tốc độ ăn dao quá nhanh, có thể gây ra đoản mạch; nếu quá chậm, hiệu quả giảm.
8.Năng lượng phóng điện
Đơn vị: Được xác định bởi dòng điện và thời gian xung
Chức năng: Năng lượng phóng điện là yếu tố chính quyết định năng lượng của mỗi lần phóng điện. Năng lượng phóng điện cao hơn giúp tăng tốc độ bóc tách vật liệu nhưng có thể ảnh hưởng tiêu cực đến chất lượng bề mặt. Năng lượng phóng điện thấp hơn cải thiện chất lượng bề mặt nhưng làm giảm tốc độ bóc tách.
9.Khe hở phóng điện
Đơn vị: Milimét (mm)
Chức năng: Khe hở phóng điện giữa điện cực và phôi quyết định sự ổn định của quá trình phóng điện và hiệu quả bóc tách vật liệu. Nếu khe hở quá lớn, quá trình phóng điện có thể không ổn định, ảnh hưởng đến độ chính xác gia công; nếu quá nhỏ, có thể gây ra đoản mạch hoặc quá nhiệt cho điện cực và phôi.
| Bảng so sánh đặc điểm giữa gia công phóng điện truyền thống và gia công phóng điện chính xác | EDM Chính xác | Đặc điểm |
| EDM truyền thống | Độ chính xác gia công | Độ chính xác cao ±0,002 – 0,01mm, thậm chí lên đến ±0,001mm |
| Thường ±0,01 – ±0,05mm | Độ nhám bề mặt (Ra) | 0,1 – 0,8μm; gia công bóng gương có thể đạt dưới 0,08μm |
| 1,6 – 3,2 μm | Tốc độ mòn điện cực | Tương đối thấp; điều khiển xung thông minh giảm mòn và kéo dài tuổi thọ điện cực |
| Tương đối cao; điện cực cần được thay thế thường xuyên | Hiệu suất gia công | Hiệu suất tương đối thấp; cần kiểm soát thông số chính xác để đảm bảo độ chính xác |
| Hiệu suất cao trong gia công thô, phù hợp cho việc loại bỏ vật liệu diện tích lớn | Hệ thống điều khiển thiết bị | Hệ thống CNC độ chính xác cao với điều khiển phản hồi và điều chỉnh thông minh |
| Hệ thống điều khiển đơn giản; cần nhiều điều chỉnh thủ công, mức độ tự động hóa thấp | Công nghệ nguồn xung | Kiểm soát chính xác độ rộng xung, dòng điện và khoảng cách xung, phù hợp cho gia công độ chính xác cao |
| Kiểm soát xung tương đối đơn giản, phù hợp cho gia công thô | Xử lý dung dịch gia công | Dung dịch gia công cho máy EDM có hệ thống lọc độ chính xác cao |
| Dung dịch gia công cho máy EDM | Các kịch bản ứng dụng | Khuôn mẫu chính xác (ví dụ: khuôn đóng gói bán dẫn, khuôn quang học), các bộ phận chính xác cho hàng không vũ trụ, thiết bị y tế, v.v. |
| Gia công thô khuôn mẫu thông thường, tạo phôi các bộ phận | Chi phí thiết bị | Tương đối cao; thiết bị nhập khẩu có thể có giá vài triệu nhân dân tệ |


FAQ
Tương đối thấp, phù hợp cho gia công thô
và sản xuất quy mô lớn
Độ chính xác gia công của gia công phóng điện (EDM) là gì?
Độ chính xác của gia công phóng điện (EDM) thường ở mức micromet và thường có thể được kiểm soát trong khoảng ±0,001mm đến ±0,005mm.
Ví dụ, máy EDM chính xác của Mitsubishi có thể
đạt độ chính xác gia công ±0,001mm. Máy EDM tốc độ cao của Sodick có
độ chính xác khoảng cách ±0,002mm và độ chính xác chiều sâu ±0,001mm.
Mặt khác, một số máy EDM tiêu chuẩn có thể có độ chính xác thấp hơn,
với độ chính xác từ ±0,01mm đến ±0,05mm.
Chi phí gia công EDM được tính như thế nào?
Công thức tính chi phí đơn giản hóa
cho gia công EDM:
Tổng chi phí ≈ (Chi phí năng lượng thiết bị
+ Chi phí vật tư tiêu hao + Chi phí lao động theo giờ) × Thời gian
gia công + Các chi phí linh tinh khác
Có thể cung cấp gia công mẫu không?
Có, chúng tôi có thể cung cấp dịch vụ gia công mẫu. Khách hàng có thể cung cấp bản vẽ cùng với yêu cầu của mình, và chúng tôi sẽ xử lý theo nhu cầu của bạn, đảm bảo độ chính xác và chất lượng gia công.
Dùng thử BOS ngay chỉ trong vài bước
Tải lên tệp 2D/3D của bạn
Chỉ cần tải lên tệp dự án của bạn—đội ngũ kỹ thuật của chúng tôi sẽ xem xét và cung cấp giải pháp tùy chỉnh kịp thời.
Đơn hàng của bạn Bắt đầu
Ngay khi chúng tôi nhận được xác nhận của bạn, chúng tôi sẽ bắt đầu dự án của bạn ngay lập tức.
Nhận đơn hàng của bạn
Các bộ phận gia công tùy chỉnh của bạn sẽ được giao tận tay bạn.
