Cách sử dụng G41 và G42 trong Tiện CNC?
G41 và G42 là các mã bù dao quan trọng trong gia công CNC, được sử dụng cho Bù Bán kính Mũi dao (TNR). Chức năng này điều chỉnh đường chạy dao dựa trên hình dạng và kích thước bán kính mũi dao, đảm bảo rằng kích thước gia công thực tế khớp với kích thước đã lập trình.
- G41: Bù Bán kính Mũi dao – Trái
- G42: Bù Bán kính Mũi dao – Phải
Mô tả
Trong các hoạt động tiện, đầu mũi dao được bo tròn. Nếu không có bù trừ, các kích thước gia công—đặc biệt trên các bề mặt góc hoặc đường cong—có thể bị sai lệch do bán kính mũi dao. Bằng cách sử dụng G41 hoặc G42, hệ thống CNC tự động điều chỉnh đường cắt để tính đến hình dạng mũi dao, đảm bảo kích thước chi tiết chính xác.
Mục lục
- G41 và G42 là gì?
- Khi nào sử dụng G41 và G42 trong Tiện
-
Cách sử dụng G41 và G42 trong Tiện CNC
· Bước 1: Xác định Bán kính Mũi dao
· Bước 2: Chọn Hướng Bù trừ
· Bước 3: Chèn G41/G42 vào Chương trình
· Bước 4: Hủy bỏ bù trừ bằng G40 - Các lỗi thường gặp cần tránh
- Kết luận
- Năng lực gia công CNC của chúng tôi
- Ngành ứng dụng
G41 và G42 là gì ?
G41 (Bù trái):
Dịch chuyển dao về phía bên trái đường chạy đã lập trình, so với hướng di chuyển của dao.
G42 (Bù phải):
Dịch chuyển dao về phía bên phải đường chạy đã lập trình, so với hướng di chuyển của dao.
Các mã này rất cần thiết để gia công chính xác các bề mặt góc hoặc đường cong, vì chúng giúp đảm bảo đường cắt thực tế khớp với kích thước mong muốn, ngay cả khi sử dụng dao có đầu bo tròn.
Khi nào sử dụng G41 và G42 trong Tiện
Trong tiện CNC, G41 và G42 thường được sử dụng khi:
Áp dụng G41/G42 ngay trước khi cắt đường viền cuối cùng.
Luôn bao gồm một đường dẫn vào trước đường chạy được bù và một đường dẫn ra trước khi hủy bằng G40.
Đảm bảo bán kính mũi dao và hướng được thiết lập chính xác trong bảng bù dao.
| Hướng Di chuyển Dao | Vị trí Chèn (Đối diện Đường chạy Dao) | Sử dụng mã lệnh |
| Phải ➡ Trái | Phía bên trái đường chạy | G41 |
| Trái ➡ Phải | Phía bên phải đường chạy | G42 |
Cách sử dụng G41 và G42 trong Tiện CNC
Dưới đây là hướng dẫn từng bước về cách áp dụng G41/G42 trong chương trình tiện CNC của bạn:
Bước 1: Xác định Bán kính Mũi dao
Trước khi sử dụng G41 hoặc G42, hãy nhập bán kính mũi dao vào bảng bù dao trên máy CNC của bạn.
Ví dụ:
Dao 1 → Bán kính Mũi dao = 0.4 mm
Bước 2: Chọn Mã Bù trừ Chính xác
| Loại Tiện | Hướng Di chuyển Dao | Vị trí Chèn | Sử dụng mã lệnh |
| Tiện ngoài | Phải ➡ Trái | Phía bên phải | G42 |
| Tiện trong | Phải ➡ Trái | Phía bên trái | G41 |
Mẹo: Xác định phía của dao dựa trên hướng di chuyển của dụng cụ và vị trí của dao so với đường chạy dao.
Bước 3: Áp dụng G41 hoặc G42 trong chương trình
Chèn G41 hoặc G42 trước đường chạy gia công tinh.
Phải được kích hoạt trên một chuyển động nội suy tuyến tính (G01), không phải chuyển động nhanh (G00).
Bước 4: Hủy bù trừ bằng G40
Sử dụng G40 để tắt G41/G42 sau các chuyển động có bù trừ.
Áp dụng nó trên một chuyển động tuyến tính (G01) để đảm bảo an toàn.
Các lỗi thường gặp cần tránh
- Quên nhập bán kính mũi dao vào bảng bù trừ
- Kích hoạt G41/G42 bằng G00 thay vì G01
- Không hủy bù trừ bằng G40 sau khi gia công đường viền
- Sử dụng sai mã lệnh (G41 thay vì G42) cho hướng tiện
Kết luận
Nếu bạn đang sử dụng các máy tiện đào tạo dòng SC-CNC, bạn thật may mắn — những máy này hỗ trợ đầy đủ logic bù trừ G41/G42 và đi kèm với các tham số bù trừ dao được cấu hình sẵn trong bộ điều khiển CNC, khiến chúng trở nên lý tưởng cho việc đào tạo và giáo dục từ cấp độ sơ cấp đến trung cấp.
Trong tiện CNC, việc thành thạo sử dụng G41 và G42 là điều cần thiết để đạt được độ chính xác gia công cao, duy trì tính ổn định và thích ứng với các hình dạng dao khác nhau. Dù bạn đang làm việc với tạo mẫu hay sản xuất hàng loạt, hiểu và áp dụng đúng bù trừ dao là kỹ năng cơ bản mà mọi lập trình viên CNC nên có.
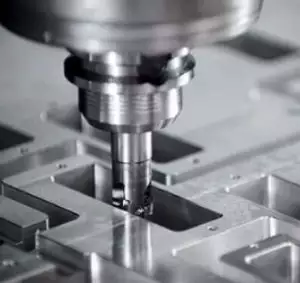
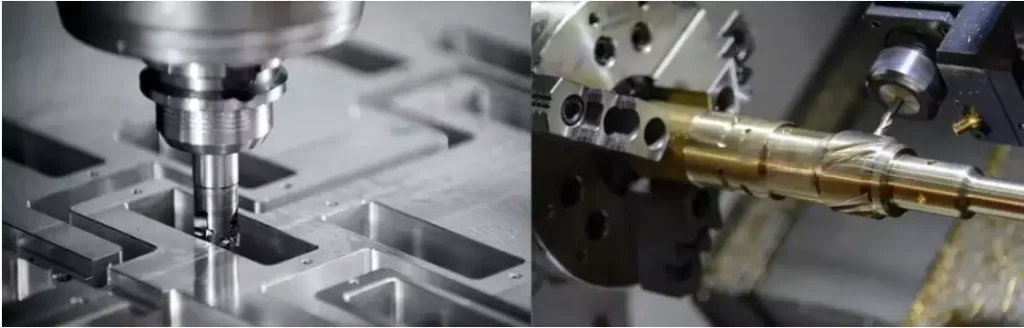
Năng lực gia công CNC của chúng tôi




Ngành ứng dụng
Hàng không vũ trụ
Sản xuất ô tô
Điện tử
Y tế
Gia công khuôn mẫu
Thiết bị chính xác
Năng lượng
Vận tải đường sắt