
Qu'est-ce qu'une matrice d'emboutissage progressive ?
Matrice progressive (également appelée matrice multi-station ou matrice d'emboutissage progressive) Une matrice progressive est un type clé d'outil d'emboutissage utilisé pour le traitement de la tôle. Il s'agit d'une matrice multi-station dans laquelle plusieurs opérations d'emboutissage sont disposées séquentiellement au sein d'un seul ensemble de matrices. Alors que la bande métallique est alimentée en continu à travers la matrice à un pas fixe, chaque station effectue une opération spécifique – comme le perçage, le découpage, le pliage, l'emboutissage ou la coupe – en synchronisation avec chaque coup de presse. À la station finale, la pièce finie est séparée de la bande.
En termes simples, une matrice progressive fonctionne comme une « ligne de production à l'intérieur d'un moule ».
Au lieu d'utiliser
plusieurs matrices séparées et une manutention manuelle entre les processus, elle intègre toutes les opérations dans un seul outil, le matériau se déplaçant automatiquement et progressivement à travers chaque station. Cela permet une fabrication à haut rendement et grand volume sans intervention manuelle pendant le processus.
Les matrices progressives sont particulièrement adaptées à la production en série de petites pièces métalliques complexes, offrant une excellente productivité, cohérence et rentabilité.
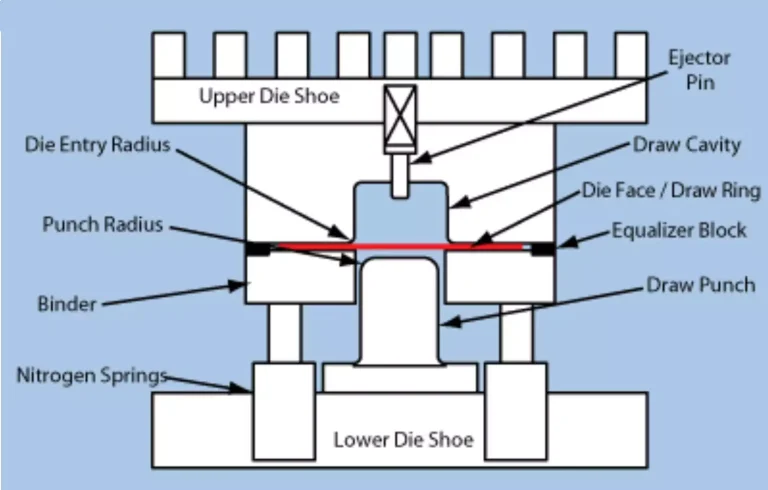
Structure typique d'une matrice d'emboutissage progressive
Structure typique des matrices d'emboutissage progressives (Matrice progressive / Matrice multi-station)
Une matrice d'emboutissage progressive est conçue autour du concept de formage séquentiel multi-station, permettant à la matière première en bande d'être transformée progressivement en pièces finies à mesure qu'elle avance à travers chaque étape. La structure de la matrice comprend généralement les composants clés suivants :
1. Matrice supérieure et matrice inférieure
Matrice supérieure : Abrite les poinçons et se connecte au coulisseau de la presse ; elle effectue les actions d'emboutissage vers le bas à chaque coup de presse.
Matrice inférieure : Maintient les inserts de matrice et les composants de guidage, montée sur le bâti de la presse.
2. Poinçon et inserts de matrice
Les éléments de formage centraux à chaque station, responsables des opérations telles que le perçage, le pliage, le découpage, etc.
Fabriqués en aciers à outils de haute dureté (par exemple, DC53, SKD11), et subissent généralement un traitement thermique et un revêtement de surface pour améliorer la résistance à l'usure.
3. Composants de guidage de bande
Plaque de guidage : Dirige la bande métallique dans la matrice de manière fluide et constante.
Pilote : S'engage avec des trous pré-percés dans la bande pour assurer un alignement d'alimentation de haute précision aux stations critiques.
4. Système de pas et de disposition
Pas : Distance d'alimentation fixe par coup (par exemple, 10 mm, 15 mm, 25 mm), qui doit correspondre à la taille du produit et à la séquence des opérations.
Disposition des stations : Détermine la compacité de la matrice, l'efficacité d'utilisation de la matière et l'intégration des processus.
5. Extracteur et plaques de pression
Plaque extractrice : Assure un dégagement correct de la matière des poinçons après formage, empêchant le collage de la matière.
Plaque de pression : Stabilise la bande pendant le formage pour éviter la déformation ou le désalignement ; souvent soutenue par des ressorts ou des vérins à azote.
6. Système de colonnes de guidage
Colonnes de guidage et bagues : Maintiennent un alignement précis entre la matrice supérieure et inférieure, garantissant que le poinçon entre dans la cavité de la matrice avec précision et concentricité, même à grande vitesse.
Ceci est essentiel pour la durée de vie de l'outil et la précision dimensionnelle.
7. Système d'évacuation des déchets
Les déchets générés par les opérations de poinçonnage ou de découpage sont évacués par des trous de déchets, et dans certaines conceptions, assistés par des souffleurs d'air ou des mécanismes automatiques de rembobinage des déchets.
Cela aide à maintenir un environnement de travail propre et assure une production ininterrompue.
8. Plaques de matrice et système de base
Comprend des composants tels que le sabot de matrice supérieur, le sabot de matrice inférieur, le porte-poinçon et la plaque d'insert de matrice.
Fournit une base rigide et résistante aux chocs, essentielle pour l'intégrité structurelle et la stabilité à long terme de la matrice.
9. Mécanismes auxiliaires optionnels
Ressorts / Vérins à azote : Offrent une force élastique pour les fonctions de dégagement ou de maintien de pression.
Capteurs et dispositifs de sécurité : Tels que la détection de rupture de bande, la détection de mauvais poinçonnage ou les capteurs d'objets étrangers, en particulier dans les matrices progressives de précision.
Caractéristiques principales des matrices d'emboutissage progressives
Les principaux avantages des matrices d'emboutissage progressives (également appelées matrices multi-stations ou séquentielles) découlent de leurs principes de fonctionnement continu et de conception intégrée. Ces caractéristiques permettent une fabrication hautement efficace, précise et évolutive de composants métalliques complexes. Les caractéristiques clés incluent :
1.Intégré Disposition multi-postes
Chaque poste de travail est disposé en séquence selon le
processus de formage. La matière première est progressivement façonnée dans
la matrice à mesure qu'elle avance selon le pas défini (longueur d'index).
Des opérations telles que le perçage, le cintrage, l'emboutissage
profond et la découpe sont intégrées dans un seul jeu de
matrices.
À chaque course de presse, la bande avance d'un
poste, et une opération correspondante est
effectuée, produisant finalement la pièce finie au
dernier poste.
Contrairement aux matrices à opération unique ou composées
qui nécessitent un repositionnement manuel ou plusieurs configurations,
les matrices progressives permettent un « formage complet en un seul passage ».
2.Production continue à grande vitesse
Une pièce finie est produite à chaque course de la
presse.
En conjonction avec des systèmes d'alimentation automatisés,
les matrices progressives peuvent atteindre 200 à 600 courses par minute, et
même plus pour les micro-composants de précision.
Cela se traduit
par des efficacités de production plusieurs fois supérieures à celles
des matrices à opération unique, particulièrement idéales pour la production
de masse de plus d'un million de pièces, comme les bornes électroniques ou
les supports automobiles.
3.Indexation précise et qualité constante
La combinaison du contrôle de pas et du positionnement par ergots
de guidage garantit que chaque opération est exécutée à l'emplacement
exact, évitant les erreurs cumulées.
Les pièces fabriquées présentent
une excellente répétabilité dimensionnelle, rendant cette méthode
bien adaptée aux composants métalliques de précision.
4.Main-d'œuvre réduite et coûts d'exploitation inférieurs
L'ensemble du processus d'estampage est entièrement automatisé, de l'alimentation
en matière à l'éjection de la pièce.
Aucune manipulation manuelle entre
les étapes n'est nécessaire.
Cela réduit les réglages d'outillage,
le temps de transport, les besoins en main-d'œuvre et les coûts
associés.
5.Utilisation optimisée des matériaux
Grâce à des plans de disposition optimisés (par exemple, arrangements décalés
ou imbriqués), l'utilisation des matériaux est maximisée et les chutes
minimisées, particulièrement important pour les métaux précieux ou les
feuilles minces.
De plus, les matrices progressives évitent les pertes de serrage
répétées rencontrées dans les opérations monotopes, réduisant ainsi
davantage les déchets.
Les chutes sont évacuées de manière
contrôlée, facilitant la manipulation centralisée ou le recyclage.
6.Conception complexe et exigences techniques élevées
Les matrices progressives nécessitent une excellente rigidité structurelle, une
haute précision d'ajustement et de mouvement, ainsi qu'une résistance à la fatigue.
Leur conception et leur fabrication impliquent un usinage de précision
(par exemple, électroérosion à fil, CNC, électroérosion), un traitement thermique et une
intégration multidisciplinaire incluant la simulation d'écoulement de matrice et l'analyse
des contraintes.
7.Large champ d'application
Largement utilisées dans de multiples industries, notamment :
- Électronique et électrique : Bornes, boîtiers de connecteurs
- Automobile : Clips, supports, renforts
- Appareils électroménagers : Renforts de coque, éléments de support
- Médical et instrumentation : Composants matériels de précision
- Produits de quincaillerie courants
8.Idéal pour les pièces complexes, de petite taille et en grande série
Les matrices progressives sont particulièrement avantageuses pour les petites
pièces de forme complexe avec des exigences dimensionnelles
élevées, comme les bornes électroniques, les ressorts de contact de moteur
ou les fixations automobiles.
Lorsque les pièces nécessitent
trois opérations ou plus (par exemple, perçage + cintrage +
ébavurage) et que les volumes annuels dépassent 100 000 unités, les avantages
en termes de coût et d'efficacité de l'estampage progressif deviennent
nettement supérieurs.
Processus de l'estampage par matrice progressive
1.Préparation de la matière
première
Le matériau en
bobine métallique, comme l'acier laminé à froid, l'acier inoxydable, le cuivre ou
l'aluminium, est généralement fourni sous forme de rouleau.
L'épaisseur
du matériau, la tolérance dimensionnelle et la qualité de surface sont
inspectées pour garantir la conformité aux spécifications de conception de la matrice.
2.Dévidoir et
mise à plat
La bobine
métallique est déroulée à l'aide d'un dévidoir, puis passe à travers une
machine de mise à plat pour éliminer les contraintes internes et la
courbure.
Cela garantit que la bande reste plate et
correctement alignée pendant le processus d'alimentation.
3.Alimentation automatique
Un
dispositif d'alimentation servo (alimentation NC) avance la bande dans la
matrice avec une haute précision, en fonction du pas de progression prédéfini
(par exemple, 10 mm, 15 mm, etc.).
L'alimentation est synchronisée
avec la course de la presse, assurant un alignement exact avec chaque
poste de la matrice.
4.Positionnement et correction par
ergots de guidage
Les ergots de
guidage dans la matrice s'engagent dans des trous de guidage pré-percés sur la bande
pour corriger le positionnement et éliminer les erreurs d'alimentation
cumulées.
Cette étape est particulièrement critique pour
les pièces d'estampage multipostes de haute précision.
5.Processus d'estampage multipostes
À chaque course de
presse, la bande progresse à travers plusieurs postes pour
effectuer séquentiellement les opérations. Le processus comprend
généralement :
Postes initiaux :
Pré-perçage (création de trous de guidage ou fonctionnels)
Encoche (découpage d'ouvertures latérales ou de dégagements)
Matriçage ou embossage (renforcement local du matériau)
Stations intermédiaires :
Opérations de formage incrémental telles que le pliage, le bordage, l'emboutissage ou l'embossage, appliquées par étapes pour éviter la fissuration du matériau due à un formage excessif.
Stations finales :
Ébarbage, aplatissement et remodelage pour affinage dimensionnel
Coupe ou découpage pour séparer la pièce finie de la bande porteuse
6. Éjection de la pièce
La pièce finie est entièrement séparée à la dernière station et automatiquement éjectée par gravité ou par des éjecteurs mécaniques dans un conteneur de réception ou un convoyeur—éliminant complètement le besoin de manipulation manuelle.
7. Évacuation des déchets
Les noyaux poinçonnés et les déchets de bord sont évacués par les trous de poinçon et peuvent être retirés à l'aide de souffleries, de convoyeurs magnétiques ou de bobineuses à déchets.
Cela garantit un intérieur de matrice propre et une production ininterrompue.
8. Inspection en ligne (Optionnelle)
Pour les pièces de précision, la matrice peut intégrer des capteurs, des caméras optiques ou des détecteurs mécaniques pour surveiller des problèmes tels que la rupture de bande ou l'absence de caractéristiques.
Cela améliore le contrôle qualité dans les lignes de production automatisées.
9. Post-traitement et emballage
Les pièces peuvent subir un nettoyage, un ébavurage ou une finition de surface (par exemple, placage ou revêtement) selon les besoins.
Les produits sont ensuite triés, comptés et emballés pour le stockage ou la livraison.
Injection molds are widely used in industries such as automotive, electronics, medical devices, home appliances, and consumer goods. Products like mobile phone shells, car dashboards, plastic toys, and medical device components are all manufactured using injection molds. The precision and structural design of the mold directly determine the quality, production efficiency, and cost of the final plastic products. Les moules d'injection sont largement utilisés dans des industries telles que l'automobile, l'électronique, les dispositifs médicaux, l'électroménager et les biens de consommation. Des produits comme les coques de téléphone portable, les tableaux de bord de voiture, les jouets en plastique et les composants de dispositifs médicaux sont tous fabriqués à l'aide de moules d'injection. La précision et la conception structurelle du moule déterminent directement la qualité, l'efficacité de production et le coût des produits en plastique finaux.









Professional Mold Manufacturing Workshop Atelier professionnel de fabrication de moules
Our mold workshop is equipped with a full range of advanced equipment, including high-speed CNC machining centers, precision wire-cutting machines, and mirror EDM machines. These machines are imported from Taiwan, Switzerland, and Japan, ensuring exceptional precision and consistent quality in mold manufacturing. Notre atelier de moules est équipé d'une gamme complète d'équipements avancés, notamment des centres d'usinage CNC à grande vitesse, des machines de découpe par fil de précision et des machines d'électroérosion par enfonçage miroir. Ces machines sont importées de Taïwan, de Suisse et du Japon, garantissant une précision exceptionnelle et une qualité constante dans la fabrication de moules.
All production processes are completed in-house, significantly shortening lead times and improving overall project responsiveness. Tous les processus de production sont réalisés en interne, ce qui réduit considérablement les délais et améliore la réactivité globale du projet.
The workshop is staffed with over 60 highly skilled mold technicians, most of whom have more than 10 years of experience in mold manufacturing. They are well-versed in a wide range of processing techniques and are capable of optimizing cost and efficiency at every stage of the production process. L'atelier compte plus de 60 techniciens de moules hautement qualifiés, dont la plupart ont plus de 10 ans d'expérience dans la fabrication de moules. Ils maîtrisent une large gamme de techniques d'usinage et sont capables d'optimiser les coûts et l'efficacité à chaque étape du processus de production.
-

Comprehensive Mold Manufacturing Technical Support Support technique complet pour la fabrication de moules -

Hexagon 3D Measuring projector Projecteur de mesure 3D Hexagon -

Micro Altimètre -

Projecteur Nikon -

Zeiss 3D Measuring projector Projecteur de mesure 3D Zeiss -

Mitutoyo Contour -

Nikon tool microscope Microscope d'outillage Nikon -

Nikon Altimètre -

Laser marking machine Machine de marquage laser





2D Measuring Projector Projecteur de mesure 2D
Types de matrices progressives
Les matrices d'emboutissage progressif peuvent être classées en fonction de leur conception structurelle, de la complexité du formage, de l'applicabilité du matériau et du niveau de précision. Voici les principaux types :
1. Matrice progressive standard
- Structure: Disposition typique multi-stations effectuant des opérations séquentielles telles que le poinçonnage, le pliage, le formage et la coupe.
- Application: Convient aux pièces de complexité moyenne fabriquées à partir de matériaux courants comme l'acier laminé à froid ou le cuivre.
- Avantage: Polyvalent, délai de fabrication relativement court, idéal pour la production en lots moyens.
2. Matrice progressive composée
- Caractéristique: Plusieurs opérations sont effectuées simultanément à certaines stations (par exemple, poinçonnage + pliage).
- Avantage : Réduit le nombre de stations de matrice et la longueur totale de la matrice, augmentant l'utilisation du matériau et le débit.
- Application: Production à haute efficacité de composants électriques et de quincaillerie.
3. Matrice progressive de type emboutissage
- Structure: Incorpore des opérations d'emboutissage profond multi-étapes ainsi que le découpage et l'ébarbage.
- Matériau : Convient aux matériaux ayant une bonne aptitude à l'emboutissage, comme l'acier inoxydable ou l'aluminium.
- Application: Utilisé pour les boîtiers, les capuchons d'extrémité, les coques de batterie et autres pièces embouties profondes
4. Matrice progressive de haute précision
- Précision : Tolérance de fabrication de la matrice ≤ ±0.005 mm ; répétabilité d'avance ≤ ±0.01 mm.
- Configuration : Inclut des colonnes de guidage à haute rigidité et des capteurs intégrés à la matrice (pneumatiques ou optiques).
- Application: Composants métalliques microscopiques tels que les bornes de connecteurs, les ressorts de moteur et les broches électroniques.
- Caractéristique: Conçue pour les presses à grande vitesse (300–800 SPM).
5.Matrice progressive à double bande
- Structure: Traite deux bandes métalliques simultanément en symétrie gauche-droite.
- Avantage: Double la productivité dans un encombrement réduit.
- Application: Convient aux pièces symétriques telles que les connecteurs ou les lames de contact.
6.Matrice progressive inversée
- Caractéristique: La bande de matériau subit une alimentation inversée ou des opérations en sens inverse.
- Défi: Structure de matrice complexe et haute précision d'alignement requises.
- Application: Pièces spéciales avec pliage inversé, sertissage ou fonctions de verrouillage.
7.Matrice progressive multi-produits
- Caractéristique: Capable de produire 2 à 4 composants différents simultanément dans une seule matrice.
- Clé: Nécessite une disposition précise de la bande ainsi qu'une alimentation et une éjection synchronisées.
- Application: Fabrication de petites familles de pièces structurellement liées.
8.Matrice progressive à chaud
- Structure: Intègre des zones de formage chauffées pour l'estampage à chaud de matériaux tels que l'acier à ultra-haute résistance ou les alliages de titane.
- Application: Composants de renforcement automobiles et pièces de qualité aérospatiale.
- Défi: Nécessite des aciers à outils résistants à la chaleur et une isolation thermique, avec des exigences strictes de durée de vie et de sécurité.
Industries que nous servons
-

industrie électronique et des télécommunications -
industrie des dispositifs médicaux -
industrie de l'électroménager et de la maison intelligente -
industrie de la fabrication automobile -
industrie des nouvelles énergies et du photovoltaïque -
industrie électronique et des télécommunications -
industrie de la quincaillerie et des articles de première nécessité -
industrie aérospatiale et militaire








FAQ
Combien de temps faut-il pour livrer le moule ?
Le délai de livraison dépend de la complexité du moule, allant généralement de 15 jours à plusieurs mois.
Combien de temps prendra l'expédition ?
Si expédié par mer, le temps de transport peut dépasser un mois. Si vous avez besoin du moule en urgence, nous vous recommandons de choisir le transport aérien pour réduire le délai de livraison.
Pouvons-nous signer un NDA avant de télécharger mon design ?
Bien sûr, nous prenons très au sérieux la confidentialité de votre design.
À quoi dois-je faire attention lors de la conception d'un moule ?
Faites attention à des facteurs tels que la compatibilité de la structure et de la fonctionnalité du produit, le contrôle de la précision et des tolérances, la sélection des matériaux et le traitement thermique, la conception du système d'alimentation et de refroidissement, la maintenabilité et le contrôle des coûts, ainsi que l'efficacité de production et la compatibilité avec l'automatisation.
