
Précision Usinage par électroérosion (EDM de précision)
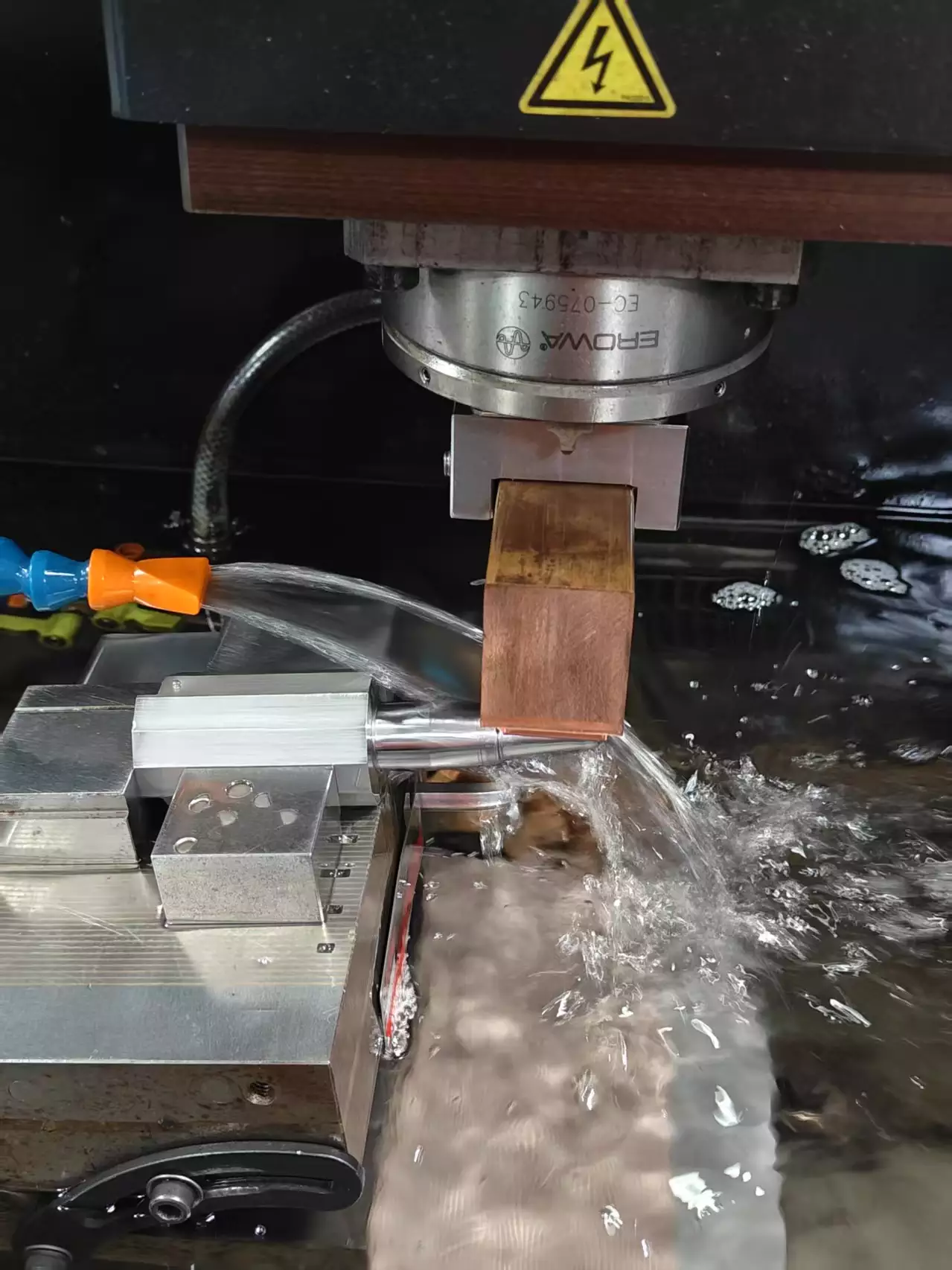
Précision Usinage par électroérosion (EDM de précision), également connu sous le nom d'électroérosion (EDM), est un processus dans lequel un phénomène de décharge pulsée se produit entre une électrode et la pièce, générant des températures instantanées élevées (plus de 10 000 °C) dans un fluide de travail isolant. Cela provoque la fusion ou la vaporisation locale du matériau métallique. Par l'effet cumulatif d'innombrables petites décharges, le matériau de la surface de la pièce est progressivement enlevé, formant la forme souhaitée. Essentiellement, l'EDM de précision est un processus synergique d'énergie électrique, thermique, mécanique et d'enlèvement de matière.
Les avantages de l'usinage EDM.
L'EDM (Usinage par électroérosion) est une méthode d'usinage qui utilise l'énergie de décharge pulsée pour enlever le matériau. Ses avantages se reflètent principalement dans les aspects suivants :
1. Haute précision
La précision peut atteindre
±0,002 mm, et la rugosité de surface est élevée (Ra < 0,2 μm),
ce qui la rend adaptée à l'usinage de pièces de précision.
2. Adapté aux matériaux durs et cassants
L'EDM est particulièrement adapté pour
traiter des matériaux avec une dureté ou une fragilité élevées, comme
l'acier trempé, les alliages de titane, les céramiques métalliques et
les carbures. Ces matériaux sont souvent difficiles à usiner
avec des méthodes de coupe traditionnelles, mais l'EDM peut les traiter
facilement.
3. Capacité d'usinage de formes complexes
L'EDM
peut usiner des cavités très complexes, des interstices étroits, des trous profonds,
et des structures fines (comme des motifs de précision pour moules ou
des petits trous pour aubes de turbine). Il performe excellemment dans
la fabrication de moules, l'usinage de trous profonds et les contours fins,
ce qui le rend idéal pour traiter des géométries complexes et des
petits détails que les méthodes d'usinage conventionnelles ne peuvent pas
réaliser.
4. Usinage sans contact
L'EDM enlève
du matériau par la décharge électrique entre l'
électrode et la pièce, donc aucune force de coupe physique
n'est impliquée. Cela le rend particulièrement adapté pour
les pièces fragiles, déformables ou de forme irrégulière,
évitant les contraintes ou déformations causées par l'usinage
mécanique.
5. Automatisation élevée
Avec l'intégration de
systèmes CNC, l'EDM peut être contrôlé par programme, ce qui le rend
adapté à la production par lots et à l'usinage de trajectoires
complexes tout en réduisant l'intervention manuelle.
6. Haute qualité de surface
L'EDM peut laisser une
surface lisse sur la pièce. En particulier, la technologie EDM pulsée
peut encore améliorer la qualité de surface. Bien que
certains cas puissent nécessiter un post-traitement pour le traitement
de surface, par rapport à d'autres méthodes d'usinage traditionnelles,
l'EDM offre généralement un meilleur état de surface.
7. Adapté au micro-usinage
L'EDM a
des avantages uniques dans l'usinage de micro-pièces. La micro-EDM
peut usiner avec précision de minuscules ouvertures, des micro-structures et
des détails fins, ce qui la rend adaptée aux micro-composants dans
des domaines tels que l'électronique, les dispositifs médicaux et l'aérospatiale.
8. Flexibilité
L'EDM ne repose pas sur
l'usure d'outils traditionnels, mais plutôt sur la sélection de l'
électrode pour changer la forme et la taille. Cela permet une
adaptation facile à une large gamme de pièces et de besoins de traitement
de matériaux, en particulier pour la fabrication de pièces complexes et
personnalisées.
9. Zone affectée thermiquement plus petite
Parce que l'EDM
utilise des décharges brèves à haute température plutôt qu'un
chauffage continu, le temps de décharge est extrêmement court
(en microsecondes). La chaleur est concentrée dans une zone
localisée, ce qui entraîne une déformation thermique globale minimale de
la pièce, ce qui le rend adapté aux pièces à paroi mince et facilement
déformables.
10. Adapté à l'usinage de micro-trous et de trous profonds
L'EDM est particulièrement adapté à
l'usinage de micro-trous et de trous profonds. Comparé à d'autres
méthodes, l'EDM peut traiter efficacement des trous profonds difficiles à réaliser
et de minuscules ouvertures sans colmatage ni accumulation de
débris.
Les secrets du contrôle de précision dans l'usinage par électroérosion (EDM)
Usinage par électroérosion de précision (EDM) atteint une haute précision grâce à une combinaison de plusieurs facteurs critiques. Ces facteurs travaillent ensemble pour contrôler et affiner le processus, assurant une précision exceptionnelle. Voici les principaux « secrets » du contrôle de précision en EDM :
1. Contrôle précis du courant et
de la largeur d'impulsion
En EDM, l'
intensité du courant et la largeur d'impulsion
affectent directement le taux d'enlèvement de matière et la
précision. Des largeurs d'impulsion plus petites permettent un
enlèvement de matière plus fin, ce qui améliore la précision d'usinage.
Le contrôle du courant aide à prévenir une énergie de décharge excessive, réduisant ainsi la rugosité de surface et l'usure de l'électrode.
2. Rôle du fluide diélectrique
L'EDM est réalisé dans un
fluide diélectrique isolant qui non seulement
refroidit la zone de décharge mais aussi élimine
les débris et les bulles de gaz générés pendant
l'usinage. Cela aide à prévenir les interférences
avec la précision d'usinage.
La température, le débit et la propreté du fluide diélectrique doivent être maintenus constants pour assurer une précision d'usinage et une qualité de surface cohérentes.
3. Sélection de la forme et du matériau de l'électrode
Le matériau et la
forme de l'électrode sont cruciaux pour la
précision d'usinage. Les matériaux d'électrode courants
incluent le cuivre, le graphite et les
alliages de cuivre. L'état de surface de l'
électrode a également un impact direct sur le résultat final.
La forme de l'électrode doit correspondre à la forme de la pièce pour garantir que la pièce finale est formée selon les spécifications exactes.
4. Système de commande servo
L'EDM de précision
utilise des systèmes de commande servo à haute précision
pour ajuster dynamiquement l'entrefer
entre l'électrode et la pièce pendant
l'usinage. Ceci est essentiel pour maintenir la
précision.
Le système servo peut ajuster automatiquement la position de l'électrode pour compenser l' usure de l'électrode, assurant ainsi la précision d'usinage tout au long du processus.
5. Contrôle de la température
Les hautes températures
générées pendant l'EDM, en particulier la
chaleur instantanée pendant la décharge, peuvent
provoquer des changements dimensionnels et de surface dans la
pièce. Des systèmes de contrôle précis de la température
aident à prévenir la déformation thermique de
la pièce.
L'utilisation de systèmes de refroidissement appropriés, tels que le refroidissement par liquide et par gaz, minimise les fluctuations de température et assure un usinage de haute précision.
6. Planification précise du trajet d'usinage
Une planification minutieuse du
trajet d'usinage est cruciale en EDM de précision.
En calculant et en planifiant la séquence
de décharge et les pas, cela empêche le
sur-usinage de zones localisées ou un enlèvement inégal
de matière, améliorant ainsi la précision globale.
7. Équipement de haute précision
L'EDM de précision
nécessite des machines d'une précision extrêmement
élevée. Les machines EDM modernes sont équipées
de systèmes de positionnement avancés et
de technologies de contrôle automatisé qui assurent un
contrôle précis du mouvement de l'électrode et
du processus de décharge pendant l'usinage.
8. Systèmes de surveillance en temps réel et de contrôle par rétroaction
Les machines EDM avancées
sont équipées de systèmes de surveillance en
temps réel qui collectent des données provenant du
processus d'usinage, telles que le courant,
la tension et les changements d'entrefer. Ces données sont utilisées
pour ajuster le processus d'usinage afin de garantir que
la pièce reste dans un état d'usinage
précis.
Les systèmes de contrôle par rétroaction ajustent automatiquement les paramètres d'usinage en fonction des données en temps réel, améliorant encore la précision.
9. Expérience et optimisation du processus
Le contrôle de précision en EDM repose également fortement sur l'expérience de l'opérateur. Grâce à de multiples essais et à l'optimisation des paramètres, l'opérateur peut ajuster le processus pour atteindre la meilleure précision pour une pièce spécifique.
L'accumulation continue d'expérience et l'analyse des données permettent des améliorations de processus, renforçant la stabilité et la précision d'usinage.
Conclusion :
Le contrôle de précision en électroérosion (EDM) est un processus aux multiples facettes, impliquant la régulation du courant et de la durée d'impulsion, le contrôle du fluide diélectrique, la sélection des électrodes et la compensation d'usure, les systèmes servo, le contrôle de la température et la planification du trajet d'usinage. Grâce à ces méthodes de contrôle précises, l'EDM peut offrir des performances exceptionnelles dans la fabrication de haute précision, en particulier pour les pièces complexes, les trous fins et les cavités profondes.
Types d'électroérosion (EDM)




1. EDM de formage
2. EDM par enfonçage (EDM à électrode)
3. EDM par fil
4. Perçage EDM
5. Micro-EDM
6. EDM pulsé
7. EDM à grande vitesse
Domaines d'application des pièces traitées par EDM.
L'électroérosion (EDM), avec son caractère sans contact, sa haute précision et sa capacité à usiner des matériaux durs et fragiles, joue un rôle crucial dans divers secteurs de fabrication haut de gamme. Voici ses principaux domaines d'application et scénarios typiques :
1. Fabrication de moules :
Les applications incluent les moules d'injection, les moules de coulée sous pression, les moules d'emboutissage, les noyaux de moules, les cavités de moules et les canaux de refroidissement complexes.
2. Aérospatiale :
Les applications incluent les pièces de moteur, les composants structurels de vaisseaux spatiaux, les composites à matrice céramique (CMC), les pièces de buses en alliage de tungstène.
3. Fabrication électronique et semi-conducteurs :
Les applications incluent les moules de conditionnement de semi-conducteurs, les micro-connecteurs, les interrupteurs de précision et le traitement de précision des composants électroniques.
4. Dispositifs médicaux et biofabrication :
Les applications incluent les dispositifs implantables, les outils de moulage médicaux, les instruments chirurgicaux, les équipements dentaires, les implants, les aiguilles de précision, les micro-composants, etc.
5. Secteurs automobile et des nouvelles énergies :
Les applications incluent les composants automobiles, les moules d'électrodes de batteries au lithium, les plaques de piles à combustible à hydrogène.
6. Optique et instruments de précision :
Les applications incluent les moules de lentilles, les boîtiers de capteurs, les cadres de gyroscopes et le traitement des prismes.
7. Autres secteurs de fabrication haut de gamme :
Les applications incluent la bijouterie, la fabrication d'outils.
8. Fabrication de pièces spéciales :
Les applications incluent les petits trous de haute précision, les micro-pièces de haute précision, les cavités internes complexes et les composants à cavité profonde, les micro-engrenages, etc.
-

Fabrication de moules -
Dispositifs médicaux et biofabrication -

Aérospatial -
Fabrication électronique et semi-conducteurs -

Autres secteurs de fabrication haut de gamme -
Fabrication de pièces spéciales -

Secteurs automobile et des nouvelles énergies -
Optique et instruments de précision







Défis et limitations de l'usinage EDM
1. Faible efficacité de traitement et vitesse lente
Par rapport aux méthodes de coupe traditionnelles, l'EDM repose sur le principe de l'électroérosion, ce qui entraîne un taux d'enlèvement de matière plus faible. Par conséquent, son efficacité est moindre dans la production à grande échelle. Le processus prend plus de temps, en particulier lors de l'usinage de formes complexes et de grandes pièces.
2. Coûts de traitement élevés
Usure et remplacement des électrodes :
Les électrodes fabriquées à partir de matériaux tels que le cuivre et le graphite s'usent continuellement pendant l'usinage EDM. L'usure des électrodes affecte la précision de la pièce, nécessitant un étalonnage ou un remplacement fréquent, ce qui augmente les coûts de traitement et les travaux de maintenance. De plus, les pièces complexes peuvent nécessiter plusieurs jeux d'électrodes ou des corrections fréquentes, augmentant encore les coûts consommables.
Coûts d'équipement et de maintenance EDM : Les équipements CNC-EDM sont coûteux et nécessitent des fluides de travail EDM spécialisés et des systèmes de refroidissement, contribuant à des coûts de maintenance élevés.
Coûts de traitement des fluides usés : Après une utilisation prolongée, le fluide de travail accumule des débris métalliques et des carbures, qui doivent être traités professionnellement pour répondre aux normes environnementales, augmentant ainsi les coûts.
3. Limitations d'adaptabilité des matériaux
Limité aux matériaux conducteurs : L'EDM ne peut traiter que les matériaux conducteurs, ce qui signifie que les matériaux non conducteurs, tels que les plastiques, le verre et les céramiques pures, ne peuvent pas être traités directement. Ils doivent subir des traitements supplémentaires (par exemple, un revêtement) pour devenir conducteurs pour le traitement EDM.
Faible efficacité avec les matériaux à point de fusion élevé : Pour les métaux ayant des points de fusion extrêmement élevés, comme le tungstène et le molybdène, l'énergie de décharge doit être considérablement augmentée, ce qui entraîne une usure plus importante des électrodes et réduit encore l'efficacité du traitement.
4.Rugosité de surface
Bien que l'EDM puisse offrir une surface relativement lisse, les hautes températures générées pendant la décharge peuvent provoquer des microfissures ou une couche durcie sur la surface de la pièce, formant une zone affectée thermiquement. Dans des domaines de haute précision comme l'aérospatiale, un traitement thermique post-usinage est nécessaire pour éliminer ces effets.
5.Limitations sur la profondeur d'usinage et les structures complexes
Limitation du rapport profondeur/diamètre : lors de l'usinage de trous profonds ou de fentes étroites, la rigidité de l'électrode peut être insuffisante, entraînant une déviation, et l'évacuation des copeaux peut être difficile, ce qui peut provoquer des décharges instables.
Risque de déformation des pièces à paroi mince : bien que l'EDM n'implique pas de forces de coupe, l'effet thermique prolongé de la décharge peut déformer les pièces à paroi mince. Un contrôle strict des paramètres de processus est nécessaire.
6.Nécessité de compétences opérationnelles spécialisées
L'usinage par EDM exige des opérateurs un haut niveau de compétence et d'expérience, notamment dans le choix des électrodes appropriées, le réglage des paramètres de décharge et la gestion de l'usure des électrodes. Les opérateurs inexpérimentés peuvent ne pas exploiter pleinement le potentiel des équipements EDM.
7.Exigences environnementales élevées
L'EDM nécessite une alimentation électrique stable, un diélectrique propre et une température ambiante appropriée, sinon la précision d'usinage et la qualité de surface peuvent être affectées. De plus, le processus génère des étincelles et des températures élevées, nécessitant de bonnes mesures de sécurité et un environnement de travail adapté.
Résumé :
Bien que l'EDM offre de nombreux avantages, tels qu'une haute précision et la capacité d'usiner des formes complexes et des matériaux durs et cassants, elle présente également des défis comme une vitesse d'usinage lente, l'usure des électrodes et des coûts élevés. Pour maximiser ses bénéfices dans des applications spécifiques, la sélection de matériaux adaptés, l'optimisation des paramètres de processus, la maintenance des équipements et l'amélioration des compétences opérationnelles sont des facteurs clés pour surmonter ces limitations.
Les paramètres de processus de l'usinage par EDM.
Les paramètres de processus de l'EDM (usinage par décharge électrique) sont essentiels pour contrôler la qualité et l'efficacité de l'usinage. Un réglage correct de ces paramètres permet d'optimiser les résultats d'usinage. Voici quelques paramètres courants du processus EDM :
1.Durée d'impulsion
Unité : Microsecondes (μs)
Fonction : La durée d'impulsion est le temps de chaque décharge, déterminant directement l'énergie de décharge. Une durée d'impulsion plus longue augmente le taux d'enlèvement de matière, mais peut entraîner une mauvaise qualité de surface et une usure d'électrode plus élevée ; une durée d'impulsion plus courte aide à améliorer la précision et la qualité de surface, mais réduit l'efficacité.
2.Intervalle d'impulsion
Unité : Microsecondes (μs)
Fonction : L'intervalle d'impulsion est le temps entre deux impulsions de décharge. Un intervalle plus petit entraîne une fréquence de décharge plus élevée, améliorant l'efficacité d'usinage, mais provoque une moins bonne dissipation thermique de l'électrode et une usure plus élevée ; un intervalle plus grand améliore la dissipation thermique et réduit l'usure, mais diminue l'efficacité.
3.Courant de crête
Unité : Ampères (A)
Fonction : Le courant de crête détermine l'énergie de chaque décharge. Plus le courant est élevé, plus le taux d'enlèvement de matière est élevé, mais la rugosité de surface augmente et l'usure de l'électrode s'accroît ; des courants plus faibles améliorent la précision mais réduisent l'efficacité.
4.Tension de décharge
Unité : Volts (V)
Fonction : La tension de décharge influence l'intervalle de décharge entre l'électrode et la pièce. Une tension plus élevée augmente l'intervalle de décharge, ce qui convient à l'usinage d'ébauche et à une meilleure évacuation des copeaux ; une tension plus faible améliore la précision et la qualité de surface mais rend l'évacuation des copeaux plus difficile, ce qui est idéal pour les opérations de finition.
5.Matériau de l'électrode et usure
Sélection du matériau :
Cuivre : Adapté à l'usinage de précision, avec une faible usure et une haute précision, idéal pour les pièces de taille moyenne ou petite ou les opérations de finition.
Graphite : Résistant aux hautes températures et à faible usure, adapté à l'usinage d'ébauche à courant élevé ou aux grandes pièces.
Contrôle de l'usure de l'électrode : Un courant et une durée d'impulsion plus élevés entraînent une usure plus importante de l'électrode, des réglages optimaux des paramètres sont donc nécessaires pour prolonger la durée de vie des électrodes.
6.Fluide diélectrique
Type : Fluide diélectrique spécialisé pour EDM
Fonction : Refroidissement, évacuation des copeaux et isolation. Si la pureté du fluide est insuffisante ou son débit trop faible, cela peut entraîner une mauvaise évacuation des copeaux, des courts-circuits ou une dégradation de la qualité de surface.
7.Vitesse d'avance
Unité : Millimètres par minute (mm/min)
Fonction : La vitesse d'avance de l'électrode détermine le taux de changement de l'intervalle entre l'électrode et la pièce. Si la vitesse d'avance est trop rapide, cela peut provoquer des courts-circuits ; si trop lente, l'efficacité diminue.
8.Énergie de décharge
Unité : Déterminée par le courant et la durée d'impulsion
Fonction : L'énergie de décharge est le facteur principal déterminant l'énergie de chaque décharge. Une énergie de décharge plus élevée aide à augmenter le taux d'enlèvement de matière, mais peut affecter négativement la qualité de surface. Une énergie de décharge plus faible améliore la qualité de surface mais réduit le taux d'enlèvement.
9.Jeu d'étincelle
Unité : Millimètres (mm)
Fonction : Le jeu d'étincelle entre l'électrode et la pièce détermine la stabilité de la décharge et l'efficacité d'enlèvement de matière. Si le jeu est trop grand, la décharge peut devenir instable, affectant la précision d'usinage ; s'il est trop petit, cela peut provoquer des courts-circuits ou une surchauffe de l'électrode et de la pièce.
Tableau comparatif des caractéristiques entre l'usinage par décharge électrique traditionnel et l'usinage par décharge électrique de précision
| Caractéristiques | Électroérosion de précision | EDM traditionnel |
| Précision d'usinage | Haute précision ±0,002 – 0,01 mm, voire jusqu'à ±0,001 mm | Généralement ±0,01 – ±0,05 mm |
| Rugosité de surface (Ra) | 0,1 – 0,8 μm ; l'usinage miroir peut atteindre moins de 0,08 μm | 1.6 – 3.2μm |
| Taux d'usure des électrodes | Relativement faible ; une commande d'impulsions intelligente réduit l'usure et prolonge la durée de vie de l'électrode | Relativement élevé ; les électrodes doivent être remplacées fréquemment |
| Efficacité d'usinage | Efficacité relativement faible ; un contrôle précis des paramètres est nécessaire pour garantir la précision | Haute efficacité en ébauche, adaptée à l'enlèvement de matière sur de grandes surfaces |
| Système de contrôle de l'équipement | Système CNC de haute précision avec contrôle par rétroaction et réglage intelligent | Système de contrôle simple ; beaucoup de réglages manuels nécessaires, faible niveau d'automatisation |
| Technologie d'alimentation par impulsions | Contrôle précis de la largeur d'impulsion, du courant et de l'intervalle d'impulsion, adapté à l'usinage de haute précision | Contrôle d'impulsion relativement simple, adapté à l'ébauche |
| Traitement du fluide diélectrique | Fluide diélectrique pour machines d'électroérosion avec un système de filtration de haute précision | Fluide diélectrique pour machines d'électroérosion |
| Scénarios d'application | Moules de précision (par exemple, moules pour l'emballage de semi-conducteurs, moules optiques), pièces de précision pour l'aérospatiale, dispositifs médicaux, etc. | Ébauche de moules ordinaires, formage brut de pièces |
| Coût de l'équipement | Relativement élevé ; l'équipement importé peut coûter plusieurs millions de yuans | Relativement faible, adapté à l'ébauche et à la production à grande échelle |


FAQ
Quelle est la précision d'usinage de l'électroérosion (EDM) ?
La précision de
l'électroérosion (EDM) est généralement au niveau du
micromètre, et elle peut généralement être contrôlée dans une
plage de ±0,001 mm à ±0,005 mm.
Par exemple, la machine d'électroérosion de précision Mitsubishi peut atteindre une précision d'usinage de ±0,001 mm. Les machines d'électroérosion haute vitesse de Sodick ont une précision d'espacement de ±0,002 mm et une précision en profondeur de ±0,001 mm. D'autre part, certaines machines d'électroérosion standard peuvent avoir une précision légèrement inférieure, avec une exactitude allant de ±0,01 mm à ±0,05 mm.
Comment est calculé le coût d'usinage par électroérosion ?
La formule simplifiée de calcul
du coût d'usinage par électroérosion :
Coût total ≈ (Coût énergétique de
l'équipement + Coût des consommables + Coût horaire de la
main-d'œuvre) × Temps d'usinage + Autres frais divers
Pouvez-vous fournir un usinage d'échantillons ?
Oui, nous
pouvons fournir des services d'usinage d'échantillons. Les
clients peuvent fournir les plans ainsi que leurs exigences,
et nous les traiterons selon vos besoins, garantissant la
précision et la qualité de l'usinage.
Essayez BOS Maintenant En Quelques Étapes Simples
Téléchargez vos fichiers 2D/3D
Téléchargez simplement vos fichiers de projet—notre équipe d'ingénierie les examinera et vous fournira une solution personnalisée rapidement.
Votre commande démarre
Dès que nous recevons votre confirmation, nous démarrons votre projet immédiatement.
Recevez votre commande
Vos pièces usinées sur mesure vous seront livrées directement à votre porte.
Prêt à passer commande ? Remplissez le formulaire ci-dessous pour nous contacter !
