
قالب ورقکوبی پیشرونده چیست؟
قالب پیشرونده (که با نام قالب چندایستگاهی یا قالب ورقکوبی پیشرونده نیز شناخته میشود) یک نوع کلیدی از ابزارهای ورقکوبی برای پردازش ورقهای فلزی است. این یک قالب چندایستگاهی است که در آن چندین عملیات ورقکوبی به صورت متوالی در یک مجموعه قالب واحد چیده شدهاند. با تغذیه پیوسته نوار فلزی از میان قالب با گام ثابت، هر ایستگاه یک عملیات خاص را انجام میدهد - مانند سوراخکاری، برش، خمکاری، کشش یا برش نهایی - همزمان با هر کورس پرس. در ایستگاه نهایی، قطعه تمامشده از نوار جدا میشود.
به زبان ساده، قالب پیشرونده مانند یک
"خط تولید درون یک قالب" عمل میکند.
به جای استفاده از
چندین قالب جداگانه و جابجایی دستی بین فرآیندها،
تمام عملیات را در یک ابزار ادغام میکند، به طوری که
مواد به صورت خودکار و پیشرونده از میان هر ایستگاه حرکت
میکند. این امر امکان تولید با راندمان بالا و حجم زیاد را
بدون دخالت دستی در طول فرآیند فراهم میکند.
قالبهای پیشرونده به ویژه برای تولید انبوه قطعات فلزی کوچک و پیچیده مناسب هستند و بهرهوری، سازگاری و مقرونبهصرفگی عالی ارائه میدهند.
ساختار معمولی یک قالب ورقکوبی پیشرونده
ساختار معمولی قالبهای ورقکوبی پیشرونده (قالب پیشرونده / قالب چندایستگاهی)
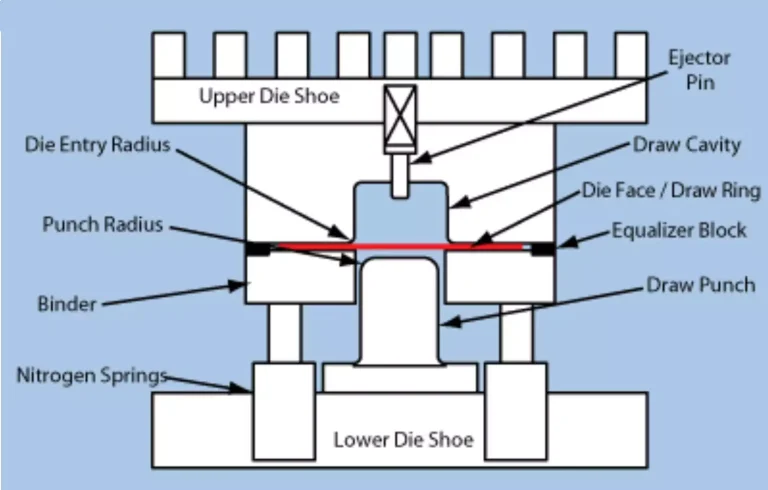
یک قالب ورقکوبی پیشرونده بر اساس مفهوم شکلدهی متوالی چندایستگاهی طراحی شده است که به مواد نوار خام امکان میدهد با پیشروی در هر مرحله به تدریج به قطعات نهایی تبدیل شود. ساختار قالب معمولاً شامل اجزای کلیدی زیر است:
1. قالب بالایی و قالب پایینی
قالب بالایی : شامل پانچها و متصل به رم پرس؛ در هر کورس پرس حرکات ورقکوبی رو به پایین را انجام میدهد.
قالب پایینی : شامل اینسرتهای قالب و اجزای راهنما، نصب شده بر روی بستر پرس.
2. پانچ و اینسرتهای قالب
عناصر اصلی شکلدهی در هر ایستگاه، مسئول عملیاتهایی مانند سوراخکاری، خمکاری، برش و غیره.
ساخته شده از فولادهای ابزار با سختی بالا (مانند DC53، SKD11)، و معمولاً تحت عملیات حرارتی و پوشش سطحی قرار میگیرند تا مقاومت سایشی را افزایش دهند.
3. اجزای راهنمای نوار
صفحه راهنما : نوار فلزی را به آرامی و پیوسته به داخل قالب هدایت میکند.
پین راهنما : با سوراخهای از پیش پانچ شده در نوار درگیر میشود تا تراز تغذیه با دقت بالا را در ایستگاههای حساس تضمین کند.
4. سیستم گام و چیدمان پیشروی
گام : فاصله تغذیه ثابت در هر کورس (مثلاً ۱۰ میلیمتر، ۱۵ میلیمتر، ۲۵ میلیمتر)، که باید با اندازه محصول و توالی عملیات هماهنگ باشد.
چیدمان ایستگاه : تراکم قالب، بازده استفاده از مواد و یکپارچگی فرآیند را تعیین میکند.
5. صفحه جداکننده و پدهای فشار
صفحه جداکننده: انتشار صحیح مواد از پانچها پس از شکلدهی را تضمین کرده و از چسبیدن مواد جلوگیری میکند.
پد فشار : نوار را در طول شکلدهی تثبیت میکند تا از تغییر شکل یا ناترازی جلوگیری شود؛ معمولاً توسط فنرها یا سیلندرهای نیتروژن پشتیبانی میشود.
6. سیستم ستون راهنما
ستونها و بوشنهای راهنما : تراز دقیق بین قالب بالایی و پایینی را حفظ میکند و اطمینان حاصل میکند که پانچ به طور دقیق و هممحور وارد حفره قالب میشود، حتی در سرعت بالا.
این امر برای عمر ابزار و دقت ابعادی حیاتی است.
7. سیستم تخلیه ضایعات
ضایعات حاصل از عملیات پانچ یا برش از طریق سوراخهای تخلیه خارج میشوند و در برخی طرحها، با کمک دمندههای هوا یا مکانیزمهای خودکار جمعآوری ضایعات.
این به حفظ محیط کاری تمیز و تضمین تولید بدون وقفه کمک میکند.
8. سیستم صفحات و پایه قالب
شامل اجزایی مانند کفشک قالب بالایی، کفشک قالب پایینی، نگهدارنده پانچ و صفحه اینسرت قالب.
پایهای سفت و مقاوم در برابر ضربه فراهم میکند که برای یکپارچگی ساختاری و پایداری بلندمدت قالب ضروری است.
9. مکانیزمهای کمکی اختیاری
فنرها / سیلندرهای نیتروژن : نیروی الاستیک برای عملکردهای جداکنندگی یا نگهدارنده فشار ارائه میدهند.
حسگرها و دستگاههای ایمنی: مانند تشخیص شکستگی نوار، تشخیص پانچ ناقص، یا حسگرهای اشیاء خارجی، به ویژه در قالبهای پیشرونده دقیق
ویژگیهای اصلی قالبهای ورقکوبی پیشرونده
مزایای اصلی قالبهای ورقکوبی پیشرونده (که با نام قالبهای چندایستگاهی یا متوالی نیز شناخته میشوند) از اصول عملکرد پیوسته و طراحی یکپارچه آنها ناشی میشود. این ویژگیها امکان تولید بسیار کارآمد، دقیق و مقیاسپذیر قطعات فلزی پیچیده را فراهم میکنند. ویژگیهای کلیدی عبارتند از:
1.یکپارچه چیدمان چند ایستگاهی
هر ایستگاه کاری به ترتیب بر اساس
فرآیند شکلدهی چیده شده است. ماده خام با پیشروی در گام (طول شاخص) تعریفشده، به تدریج درون قالب شکل میگیرد.
عملیاتهایی مانند سوراخکاری، خمکاری، کشش عمیق و برش در یک مجموعه قالب واحد ادغام شدهاند.
با هر کورس پرس، نوار یک ایستگاه جلو میرود و عملیات متناظر انجام میشود—در نهایت قطعه نهایی در ایستگاه آخر تولید میگردد.
برخلاف قالبهای تکعملیاتی یا مرکب که نیاز به جابجایی دستی یا تنظیمات متعدد دارند، قالبهای پیشرونده «شکلدهی کامل در یک عبور» را امکانپذیر میسازند.
2.تولید پیوسته با سرعت بالا
با هر کورس پرس یک قطعه نهایی تولید میشود.
در کنار سیستمهای تغذیه خودکار، قالبهای پیشرونده میتوانند به ۲۰۰–۶۰۰ کورس در دقیقه دست یابند و حتی برای میکروقطعات دقیق بالاتر از این نیز برسند.
این امر بازدهی تولیدی چندین برابر بیشتر از قالبهای تکعملیاتی را به همراه دارد—به ویژه برای تولید انبوه بیش از یک میلیون قطعه، مانند ترمینالهای الکترونیکی یا براکتهای خودرو ایدهآل است.
3.شاخصگذاری دقیق و کیفیت ثابت
ترکیب کنترل گام و موقعیتیابی پینهای راهنما تضمین میکند که هر عملیات در مکان دقیق انجام شود و از خطای تجمعی جلوگیری گردد.
قطعات تولید شده تکرارپذیری ابعادی عالی از خود نشان میدهند و این روش را برای قطعات فلزی دقیق بسیار مناسب میسازد.
4.کاهش نیروی کار و هزینههای عملیاتی کمتر
کل فرآیند پرسکاری از تغذیه مواد تا خروج قطعه کاملاً خودکار است.
نیازی به جابجایی دستی بین مراحل نیست.
این امر تعداد تنظیمات ابزار، زمان حملونقل، نیروی کار و هزینههای مرتبط را کاهش میدهد.
5.استفاده بهینه از مواد
از طریق چیدمانهای بهینه تودرتو (مانند آرایشهای پلکانی یا تودرتو)، استفاده از مواد بیشینه و ضایعات کمینه میشود—به ویژه برای فلزات گرانبها یا ورقهای نازک اهمیت دارد.
علاوه بر این، قالبهای پیشرونده از تلفات گیرهکاری مکرر در عملیاتهای تکایستگاهی جلوگیری میکنند که باعث کاهش بیشتر ضایعات میشود.
ضایعات به صورت کنترلشده تخلیه میشوند و جمعآوری یا بازیافت متمرکز را تسهیل میکنند.
6.پیچیدگی طراحی بالا و الزامات فنی
قالبهای پیشرونده به استحکام ساختاری عالی، دقت تطابق و حرکت بالا و مقاومت در برابر خستگی نیاز دارند.
طراحی و ساخت آنها شامل ماشینکاری دقیق (مانند وایر کات، CNC، تخلیه الکتریکی)، عملیات حرارتی و یکپارچهسازی چندرشتهای نظیر شبیهسازی جریان قالب و تحلیل تنش است.
7.دامنه کاربرد گسترده
به طور گسترده در چندین صنعت استفاده میشود، از جمله:
- الکترونیک و برق: ترمینالها، پوسته کانکتورها
- خودروسازی: کلیپسها، براکتها، تقویتکنندهها
- لوازم خانگی: تقویتکنندههای بدنه، عناصر نگهدارنده
- پزشکی و ابزار دقیق: قطعات سختافزاری دقیق
- محصولات سختافزاری روزمره
8.ایدهآل برای قطعات پیچیده، کوچک و با حجم بالا
قالبهای پیشرونده به ویژه برای قطعات کوچک با شکلهای پیچیده و الزامات ابعادی بالا—مانند ترمینالهای الکترونیکی، فنرهای تماسی موتور یا اتصالدهندههای خودرو—مزیت دارند.
زمانی که قطعات به سه عملیات یا بیشتر نیاز داشته باشند (مانند سوراخکاری + خمکاری + پیرایش) و حجم سالانه بیش از ۱۰۰٬۰۰۰ واحد باشد، مزایای هزینه و کارایی پرسکاری پیشرونده به طور قابل توجهی برتر میشود.
جریان فرآیند پرسکاری با قالب پیشرونده
1.تهیه مواد
خام
مواد اولیه به صورت کلاف فلزی—مانند فولاد نورد سرد، فولاد ضدزنگ، مس یا آلومینیوم—معمولاً به صورت رول عرضه میشود.
ضخامت مواد، تلرانس ابعادی و کیفیت سطح بازرسی میشوند تا از انطباق با مشخصات طراحی قالب اطمینان حاصل گردد.
2.بازکردن کلاف
و صافکاری
کلاف فلزی با استفاده از بازکننده کلاف باز شده و سپس از دستگاه صافکاری عبور داده میشود تا تنش داخلی و انحنا از بین برود.
این امر تضمین میکند که نوار در طول فرآیند تغذیه صاف و به درستی تراز باقی بماند.
3.تغذیه خودکار
یک تغذیهکننده سروو (تغذیهکننده NC) نوار را با دقت بالا بر اساس گام پیشروی از پیش تعیینشده (مثلاً ۱۰ میلیمتر، ۱۵ میلیمتر و غیره) وارد قالب میکند.
تغذیه با کورس پرس هماهنگ است و تراز دقیق با هر ایستگاه قالب را تضمین میکند.
4.موقعیتیابی
و اصلاح با پین راهنما
پینهای راهنما در قالب با سوراخهای راهنمای از پیش پانچ شده روی نوار درگیر میشوند تا موقعیت را تصحیح کرده و خطاهای تغذیه تجمعی را حذف کنند.
این مرحله به ویژه برای قطعات پرسکاری چندایستگاهی با دقت بالا حیاتی است.
5.فرآیند پرسکاری
چندایستگاهی
با هر کورس پرس، نوار از چندین ایستگاه عبور میکند تا عملیاتها به صورت متوالی انجام شوند. این فرآیند معمولاً شامل موارد زیر است:
ایستگاههای اولیه:
پیشسوراخکاری (ایجاد سوراخهای راهنما یا عملکردی)
برش (ایجاد شکافهای جانبی یا ویژگیهای تخلیه)
سکهزنی یا برجستهکاری (تقویت موضعی مواد)
ایستگاههای میانی:
عملیات شکلدهی افزایشی مانند خمکاری، فلنجکاری، کشش یا برجستهکاری که به صورت مرحلهای اعمال میشوند تا از ترکخوردگی مواد در اثر شکلدهی بیش از حد جلوگیری شود.
ایستگاههای نهایی:
پیرایش، تختسازی و تغییر شکل برای اصلاح ابعادی
برش نهایی یا قیچیکاری برای جدا کردن قطعه تمامشده از نوار حامل
۶. پرتاب قطعه
قطعه تمامشده در آخرین ایستگاه به طور کامل جدا شده و به صورت خودکار توسط نیروی جاذبه یا پرتابکنندههای مکانیکی به داخل یک ظرف گیرنده یا نوار نقاله پرتاب میشود - نیاز به جابجایی دستی را کاملاً از بین میبرد.
۷. تخلیه ضایعات
پانچهای سوراخ شده و ضایعات لبه از طریق سوراخهای تخلیه خارج شده و میتوان با استفاده از دمندههای هوا، نوار نقالههای مغناطیسی یا جمعکنندههای ضایعات آنها را حذف کرد.
این کار فضای داخلی قالب را تمیز نگه داشته و تولید بیوقفه را تضمین میکند.
۸. بازرسی درونخطی (اختیاری)
برای قطعات دقیق، قالب میتواند شامل حسگرها، دوربینهای نوری یا آشکارسازهای مکانیکی برای نظارت بر مشکلاتی مانند شکستگی نوار یا عدم وجود ویژگیها باشد.
این کار کنترل کیفیت را در خطوط تولید خودکار بهبود میبخشد.
۹. پسپردازش و بستهبندی
قطعات ممکن است در صورت نیاز تحت تمیزکاری، پلیسهگیری یا پرداخت سطحی (مانند آبکاری یا پوششدهی) قرار گیرند.
محصولات سپس دستهبندی، شمارش و برای ذخیرهسازی یا تحویل بستهبندی میشوند.
کارگاه حرفهای تولید قالب









کارگاه قالب ما مجهز به مجموعه کاملی از تجهیزات پیشرفته، از جمله مراکز ماشینکاری CNC با سرعت بالا، دستگاههای برش سیم دقیق و دستگاههای EDM آینهای است. این ماشینآلات از تایوان، سوئیس و ژاپن وارد شدهاند که دقت استثنایی و کیفیت ثابت را در ساخت قالب تضمین میکنند.
تمام فرآیندهای تولید در داخل شرکت انجام میشود که به طور قابل توجهی زمان تحویل را کاهش داده و پاسخگویی کلی پروژه را بهبود میبخشد.
کارگاه دارای بیش از ۶۰ تکنسین ماهر قالب است که بیشتر آنها بیش از ۱۰ سال تجربه در ساخت قالب دارند. آنها با طیف گستردهای از تکنیکهای پردازش آشنا هستند و قادر به بهینهسازی هزینه و راندمان در هر مرحله از فرآیند تولید هستند.
پشتیبانی فنی جامع تولید قالب
-

پروژکتور اندازهگیری سه بعدی هگزاگون -

پروژکتور اندازهگیری سهبعدی زایس -

میکرو ارتفاع سنج -

پروژکتور نیکون -

میکروسکوپ ابزار نیکون -

کانتور میتوتویو -

دستگاه مارکزنی لیزری -

ارتفاع سنج نیکون -

پروژکتور اندازهگیری دوبعدی





به عنوان یک شرکت کیفیتمحور، ما دقت قالبها و قطعات را از طریق بازرسیهای ابعادی دقیق تضمین میکنیم و تمام آزمایشهای اضافی لازم را روی قالبها انجام میدهیم. ما پشتیبانی فنی جامع ارائه میدهیم، در صورت نیاز تعمیرات و بازسازی انجام میدهیم و سوابق دقیق تمام فعالیتهای تعمیر و نگهداری را در تاریخچه قالب نگهداری میکنیم. با روشهای تولید انعطافپذیر و تمرکز قوی بر خدمات مشتری، ما قادریم اکثر قالبها را در یک تا دو هفته تکمیل کنیم و برای پروژههای فوری خدمات فوری ارائه دهیم. به عنوان یک شرکت حرفهای، ما متعهد به گوش دادن به نیازهای مشتریان خود و ارائه راهحلهایی هستیم که کیفیت محصول را بهبود میبخشد. برای اطلاعات بیشتر در مورد قابلیتهای ساخت قالب ما یا درخواست قیمت، لطفاً مستقیماً با ما تماس بگیرید.
انواع قالبهای پیشرونده
قالبهای پرس پیشرونده را میتوان بر اساس طراحی ساختاری، پیچیدگی شکلدهی، قابلیت کاربرد مواد و سطح دقت دستهبندی کرد. انواع اصلی به شرح زیر است:
۱. قالب پیشرونده استاندارد
- ساختار: چیدمان چندایستگاهی معمولی که عملیات متوالی مانند پانچ، خمکاری، شکلدهی و برش را انجام میدهد.
- کاربرد: مناسب برای قطعات با پیچیدگی متوسط ساخته شده از مواد معمولی مانند فولاد نورد سرد یا مس.
- مزیت: همهکاره، زمان تولید نسبتاً کوتاه، ایدهآل برای تولید در تیراژ متوسط.
۲. قالب پیشرونده مرکب
- ویژگی: چندین عملیات به طور همزمان در ایستگاههای خاصی انجام میشود (مانند پانچ + خمکاری).
- مزیت: تعداد ایستگاههای قالب و طول کلی قالب را کاهش میدهد، استفاده از مواد و توان عملیاتی را افزایش میدهد.
- کاربرد: تولید با راندمان بالای قطعات الکتریکی و سختافزاری.
۳. قالب پیشرونده از نوع کشش
- ساختار: شامل عملیات کشش عمیق چندمرحلهای به همراه برش و پیرایش است.
- مواد: مناسب برای مواد با قابلیت کشش خوب مانند فولاد ضدزنگ یا آلومینیوم.
- کاربرد: برای محفظهها، درپوشهای انتهایی، پوسته باتری و سایر قطعات کشش عمیق استفاده میشود.
۴. قالب پیشرونده با دقت بالا
- دقت: تلرانس ساخت قالب ≤ ۰.۰۰۵± میلیمتر؛ تکرارپذیری تغذیه ≤ ۰.۰۱± میلیمتر.
- پیکربندی: شامل ستونهای راهنما با سختی بالا و حسگرهای درون قالب (پنوماتیک یا نوری).
- کاربرد: اجزای میکرو فلزی مانند پایانههای کانکتور، فنرهای موتور و پینهای الکترونیکی.
- ویژگی: طراحی شده برای پرسهای پرسرعت (۳۰۰–۸۰۰ ضربه در دقیقه).
5.پیشرونده دو نواری قالب
- ساختار: دو نوار فلزی را به طور همزمان با تقارن چپ-راست پردازش میکند.
- مزیت: بهرهوری را در یک فضای فشرده دو برابر میکند.
- کاربرد: مناسب برای قطعات متقارن مانند کانکتورها یا تیغههای تماسی.
6. قالب پیشرونده معکوس
- ویژگی: نوار مواد تحت تغذیه معکوس یا عملیات در جهت معکوس قرار میگیرد.
- چالش: ساختار قالب پیچیده و دقت تراز بالا مورد نیاز است.
- کاربرد: قطعات ویژه با خمکاری معکوس، فلنجزنی یا ویژگیهای قفلی.
7.چندمحصولی پیشرونده قالب
- ویژگی: قابلیت تولید 2 تا 4 قطعه مختلف به طور همزمان در یک قالب.
- کلید: نیازمند چیدمان دقیق نوار و تغذیه و خروج قطعه هماهنگ است.
- کاربرد: تولید خانوادههای قطعه کوچک و مرتبط از نظر ساختاری.
8. قالب پیشرونده داغ
- ساختار: شامل مناطق شکلدهی گرم برای پرس داغ موادی مانند فولاد استحکام بالا یا آلیاژهای تیتانیوم.
- کاربرد: قطعات تقویتی خودرو و قطعات درجه هوافضا.
- چالش: نیازمند فولادهای ابزار مقاوم در برابر حرارت و عایقبندی حرارتی، با الزامات سختگیرانه عمر و ایمنی.
صنایع تحت پوشش ما
-

صنعت الکترونیک و مخابرات -
صنعت تجهیزات پزشکی -
صنعت لوازم خانگی و خانه هوشمند -
صنعت تولید خودرو -
صنعت انرژی نو و فتوولتائیک -
صنعت الکترونیک و مخابرات -
صنعت سختافزار و مایحتاج روزانه -
صنعت هوافضا و نظامی








سوالات متداول
تحویل قالب چقدر طول میکشد؟
زمان تحویل به پیچیدگی قالب بستگی دارد و معمولاً از ۱۵ روز تا چند ماه متغیر است.
حمل و نقل چقدر طول میکشد؟
اگر از طریق دریا حمل شود، زمان حمل و نقل ممکن است بیش از یک ماه باشد. اگر قالب را فوری نیاز دارید، توصیه میکنیم حمل و نقل هوایی را انتخاب کنید تا زمان تحویل کوتاه شود.
آیا میتوانیم قبل از آپلود طرح خود، یک NDA (قرارداد محرمانگی) امضا کنیم؟
البته، ما محرمانگی طرح شما را بسیار جدی میگیریم.
هنگام طراحی یک قالب به چه مواردی باید توجه کنم؟
به عواملی مانند سازگاری ساختار و عملکرد محصول، کنترل دقت و تلرانس، انتخاب مواد و عملیات حرارتی، طراحی سیستم راهگاه و خنککاری، قابلیت نگهداری و کنترل هزینه، و همچنین کارایی تولید و سازگاری با اتوماسیون توجه کنید.
