
قالب تزریق چیست؟
قالب تزریق یک ابزار دقیق است که در فرآیند قالبگیری تزریقی استفاده میشود. به زبان ساده، مانند یک «الگوی قالبگیری» عمل میکند: با تزریق مواد پلاستیکی مذاب به داخل حفره قالب و اجازه دادن به آن برای خنکشدن و جامدشدن، محصولات پلاستیکی با اشکالی که دقیقاً با حفره مطابقت دارند، تشکیل میشوند.
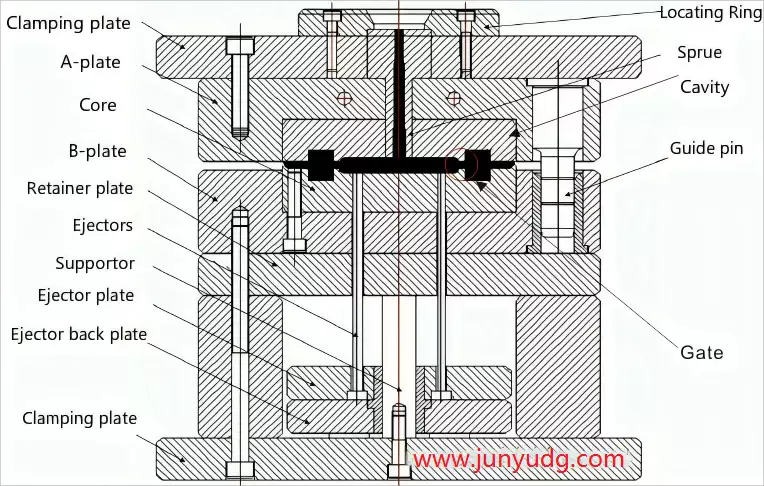
ساختار اصلی یک قالب تزریق شامل یک قالب ثابت (نصبشده روی دستگاه قالبگیری تزریقی) و یک قالب متحرک (که برای تشکیل حفره با قالب ثابت بسته میشود) است. همچنین شامل سایر اجزای کلیدی مانند راهگاه (کانالی که پلاستیک از طریق آن تزریق میشود)، سیستم خنککننده (که جامدشدن پلاستیک را تسریع میکند) و سیستم تهویه (که هوا را از حفره قالب خارج میکند) میشود.
قالبهای تزریق به طور گسترده در صنایعی مانند خودروسازی، الکترونیک، تجهیزات پزشکی، لوازم خانگی و کالاهای مصرفی استفاده میشوند. محصولاتی مانند بدنه تلفن همراه، داشبورد خودرو، اسباببازیهای پلاستیکی و اجزای تجهیزات پزشکی همگی با استفاده از قالبهای تزریق ساخته میشوند. دقت و طراحی ساختاری قالب به طور مستقیم کیفیت، راندمان تولید و هزینه محصولات نهایی پلاستیکی را تعیین میکند.
کارگاه حرفهای ساخت قالب









کارگاه قالب ما مجهز به مجموعه کاملی از تجهیزات پیشرفته، از جمله مراکز ماشینکاری CNC با سرعت بالا، دستگاههای برش سیم دقیق و دستگاههای EDM آینهای است. این ماشینآلات از تایوان، سوئیس و ژاپن وارد شدهاند که دقت استثنایی و کیفیت ثابت را در ساخت قالب تضمین میکنند.
تمام فرآیندهای تولید در داخل شرکت انجام میشود که به طور قابل توجهی زمان تحویل را کاهش داده و پاسخگویی کلی پروژه را بهبود میبخشد.
کارگاه دارای بیش از ۶۰ تکنسین ماهر قالب است که بیشتر آنها بیش از ۱۰ سال تجربه در ساخت قالب دارند. آنها با طیف گستردهای از تکنیکهای پردازش آشنا هستند و قادر به بهینهسازی هزینه و راندمان در هر مرحله از فرآیند تولید هستند.
پشتیبانی جامع فنی ساخت قالب
-

پروژکتور اندازهگیری سهبعدی هگزاگون -

پروژکتور اندازهگیری سهبعدی زایس -

میکرو ارتفاع سنج -

پروژکتور نیکون -

میکروسکوپ ابزار نیکون -

کانتور میتوتویو -

دستگاه لیزر مارکینگ -

ارتفاع سنج نیکون -

پروژکتور اندازهگیری دوبعدی


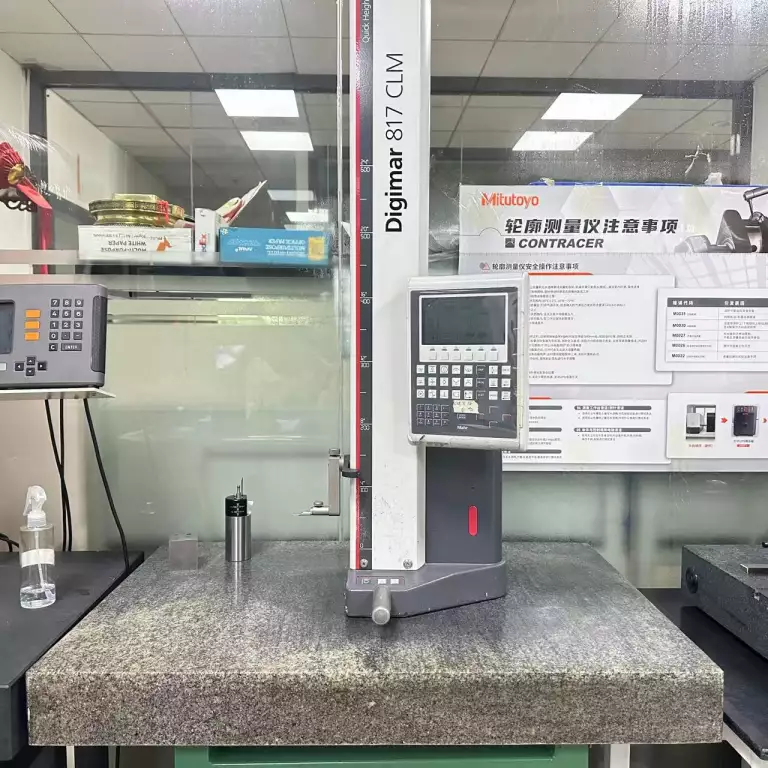


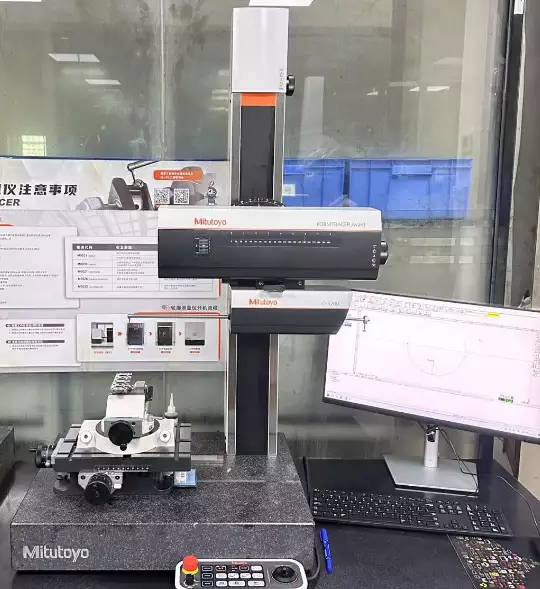
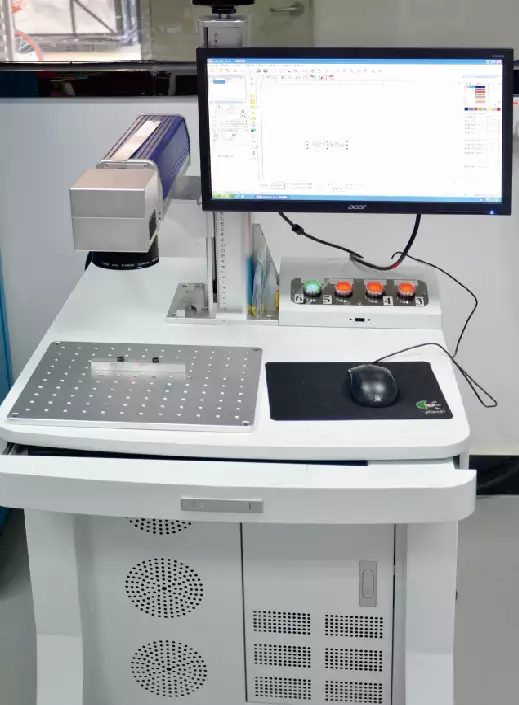

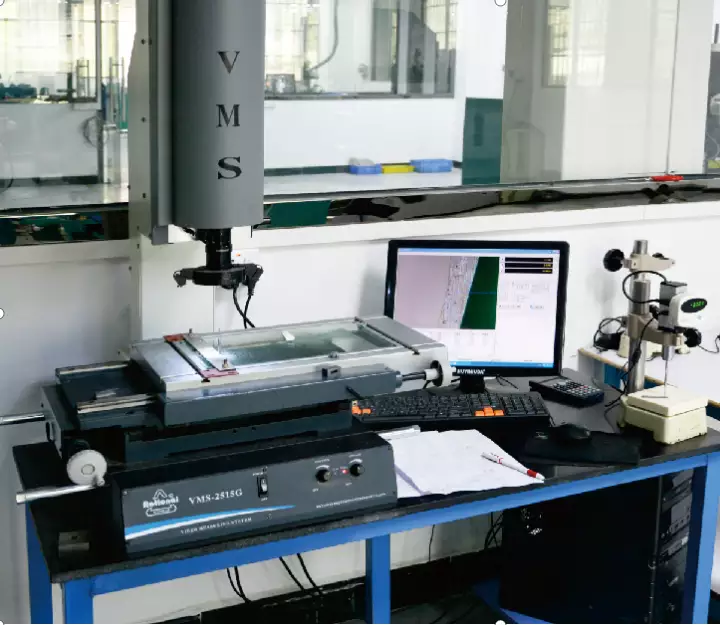
به عنوان یک شرکت کیفیتمحور، ما دقت قالبها و قطعات را از طریق بازرسیهای ابعادی دقیق تضمین میکنیم و تمام آزمایشهای اضافی لازم را روی قالبها انجام میدهیم. ما پشتیبانی فنی جامع ارائه میدهیم، در صورت نیاز تعمیرات و بازسازی انجام میدهیم و سوابق دقیق تمام فعالیتهای تعمیر و نگهداری را در تاریخچه قالب نگهداری میکنیم. با روشهای تولید انعطافپذیر و تمرکز قوی بر خدمات مشتری، ما قادریم اکثر قالبها را در یک تا دو هفته تکمیل کنیم و برای پروژههای فوری خدمات فوری ارائه دهیم. به عنوان یک شرکت حرفهای، ما متعهد به گوش دادن به نیازهای مشتریان خود و ارائه راهحلهایی هستیم که کیفیت محصول را بهبود میبخشد. برای اطلاعات بیشتر در مورد قابلیتهای ساخت قالب ما یا درخواست قیمت، لطفاً مستقیماً با ما تماس بگیرید.
فرآیند ساخت قالب تزریق
فرآیند ساخت قالب تزریق یک گردش کار سیستماتیک است که از طراحی اولیه تا تحویل نهایی قالب را در بر میگیرد. هر مرحله به طور نزدیک به هم مرتبط است و مستقیماً بر کیفیت قالب و راندمان تولید انبوه بعدی تأثیر میگذارد. مراحل دقیق به شرح زیر است:
۱. طراحی محصول و قالب
تجزیه و تحلیل محصول: بر اساس نقشههای مشتری (مدلهای سهبعدی یا نقشههای دوبعدی)، مهندسان ساختار محصول، تلورانسهای ابعادی، خواص مواد (مانند PP، ABS) و محیط کاربرد مورد نظر را ارزیابی میکنند. آنها با شناسایی مشکلاتی مانند زیرگیری یا ضخامت ناهموار دیواره، امکانسنجی قالب را ارزیابی میکنند.
طراحی قالب: با استفاده از نرمافزار CAD مانند UG، AutoCAD، Pro/E یا SolidWorks، قالب به صورت سهبعدی مدلسازی میشود و بر اجزای کلیدی تمرکز میشود:
① حفره و هسته: هندسه محصول نهایی را تعریف میکنند؛
② سطح جدایش: رابط بین قالب ثابت و متحرک که خروج قطعه را امکانپذیر میکند؛
③ سیستم راهگاه و راهرو: کانالهایی برای پر شدن حفره توسط پلاستیک مذاب - محل قرارگیری و ابعاد برای پر شدن یکنواخت بهینهسازی میشوند؛
④ سیستم خنککننده: کانالهای آب طراحیشده برای تسریع خنکسازی و کوتاهکردن زمان چرخه؛
⑤ سیستم تهویه: هوای محبوسشده را از حفره خارج میکند تا از نقصهایی مانند حباب یا پرنشدگی جلوگیری کند؛
⑥ مکانیزم بیروناندازی: قطعه تمامشده را پس از باز شدن قالب از آن خارج میکند.
⑦ بررسی طراحی: منطق ساختاری، کارایی هزینه و امکانسنجی تولید را ارزیابی میکند. پس از بهینهسازی، نقشههای فنی دقیق برای ساخت تولید میشوند.
۲. انتخاب و آمادهسازی مواد قالب
انتخاب مواد: بر اساس تعداد قطعات، الزامات دقت و نوع پلاستیک (به عنوان مثال، رزینهای تقویتشده با الیاف شیشه یا خورنده)، فولادهای قالب مناسب انتخاب میشوند:
برای قطعات پلاستیکی استاندارد: S50C، P20 (مناسب برای تولید کم تا متوسط)؛
برای نیازهای با دقت بالا یا مقاوم در برابر سایش: 718H، NAK80 (قابلیت پرداخت خوب)، S136 (مقاوم در برابر خوردگی برای قطعات پزشکی یا درجه غذایی).
پیشتصفیه مواد: عملیات حرارتی مانند آنیل کردن یا کوئنچینگ برای بهبود قابلیت ماشینکاری و پایداری ابعادی اعمال میشود، و سپس برای پردازش به بلنکهای خام برش داده میشود.
۳. ماشینکاری اجزای قالب
برای شکلدهی اجزای قالب از مواد خام، از طیف وسیعی از عملیات ماشینکاری دقیق استفاده میشود. فرآیندهای کلیدی عبارتند از:
فرزکاری CNC: دستگاههای CNC با دقت بالا و سه محوره یا پنج محوره، سطوح پیچیده و ویژگیهای اصلی را ماشینکاری میکنند و معمولاً دقت ±۰٫۰۰۵ میلیمتر را به دست میآورند.
ماشینکاری تخلیه الکتریکی (EDM): برای حفرههای عمیق، شیارهای باریک یا بافتهای پیچیدهای که ماشینکاری آنها دشوار است استفاده میشود و وفاداری بالایی به جزئیات ارائه میدهد.
EDM سیمکاری (Wire Cut EDM): برای درجها، گوشههای تیز و خطوط دقیق ایدهآل است و دقت تا ±۰٫۰۰۲ میلیمتر را ارائه میدهد.
سنگزنی: صافی، عمود بودن و دقت ابعادی را روی تمپلیتها، راهنماها و سطوح جفتشونده برای تراز دقیق قالب تضمین میکند. دریلکاری و قلاویزکاری: برای کانالهای خنککننده، سوراخهای پیچ و اتصالات کمکی.
۴. عملیات حرارتی: قطعات بحرانی مانند حفره و هسته تحت عملیات حرارتی (مانند کوئنچ، نیتریدینگ) قرار میگیرند تا سختی سطح (معمولاً HRC50–55) و مقاومت به سایش افزایش یابد و در نتیجه عمر مفید قالب افزایش یابد. ۵. مونتاژ قالب: تمام اجزای ماشینکاریشده – قالب ثابت، قالب متحرک، ستونهای راهنما، سیستم تخلیه، لولههای خنککننده و غیره – مطابق با نقشههای فنی مونتاژ میشوند. تلورانسهای جفتشوندگی با دقت کنترل میشوند (مثلاً ۰٫۰۱–۰٫۰۲ میلیمتر برای اجزای راهنما). مراحل نهایی شامل نصب بوشینگهای گیت، حلقههای موقعیتیاب و آببندی سیستمهای خنککننده و همچنین اطمینان از باز بودن مسیرهای تهویه است.
۶. آزمایش و تنظیم قالب: قالب مونتاژشده روی دستگاه تزریق پلاستیک نصب میشود. با استفاده از پلاستیک واقعی تولید، یک تزریق آزمایشی انجام میشود: پلاستیک مذاب تزریق، خنک و قطعه تخلیه میشود. ارزیابی محصول: قطعات از نظر دقت ابعادی، کیفیت سطح (بررسی علائم فرورفتگی، پلیسه، حباب) و سهولت تخلیه بررسی میشوند. تنظیم قالب: بر اساس مشکلات یافتشده تنظیمات انجام میشود – مثلاً جابجایی گیتها، بهینهسازی چیدمان خنککننده، پولیش سطوح حفره. چندین بار آزمایش (T1، T2 و غیره) تا رسیدن به استانداردهای کیفی انجام میشود.
۷. پذیرش و تحویل قالب: پس از آزمایشهای موفق، قالب تمیز و با مواد ضدزنگ تیمار میشود. تمام مستندات – نقشهها، گزارشهای آزمایش و غیره – جمعآوری میشود. سپس قالب بستهبندی و برای حمل یا نصب در محل تولید آماده میشود.
۸. پشتیبانی تولید انبوه و نگهداری (اختیاری): پشتیبانی برای تثبیت تولید ارائه میشود؛ دستورالعملهای نگهداری و برنامههای تعویض قطعات یدکی ارائه میشود؛ در صورت سایش، نشت یا سایر خرابیها، کمک فنی یا بازسازی قالب در دسترس است.
اهمیت ساخت قالب تزریق. ساخت قالب تزریق جایگاهی غیرقابل جایگزین در تولید مدرن دارد. تأثیر آن بر کیفیت محصول، توسعه صنعتی و بازده اقتصادی گسترده است. اهمیت این فرایند در جنبههای زیر منعکس میشود:
۱. تعیین کیفیت و عملکرد محصولات پلاستیکی: دقت قالب – مانند ابعاد حفره و پرداخت سطح – مستقیماً بر تلورانسهای ابعادی، کیفیت سطح (مثلاً عدم وجود پلیسه، علائم فرورفتگی) و یکپارچگی ساختاری قطعات پلاستیکی تأثیر میگذارد. یک ساختار قالب خوب مهندسیشده – شامل سیستمهای خنککننده و طراحی تهویه – پر شدن یکنواخت مذاب و خنککاری کافی را تضمین میکند و از عیوب رایج مانند حباب یا تاببرداری جلوگیری مینماید. این عملکرد نهایی محصول از جمله استحکام مکانیکی و قابلیت اطمینان آببندی را تضمین میکند.
۲. تأثیر بر راندمان تولید و هزینههای ساخت: قالبهای باکیفیت تولید سریع، پایدار و مداوم را امکانپذیر میسازند و زمان چرخه را به طور قابل توجهی کاهش میدهند (از چند ثانیه تا چند دقیقه برای هر تزریق) و راندمان تولید انبوه را بهبود میبخشند. دوام قالب – که توسط عواملی مانند عملیات حرارتی، سختی و مقاومت به سایش تعیین میشود – مستقیماً بر عمر مفید آن تأثیر میگذارد. قالبهای استاندارد میتوانند برای دهها یا صدها هزار سیکل دوام بیاورند، در حالی که قالبهای دقیق میتوانند بیش از یک میلیون سیکل را تحمل کنند. این امر زمان توقف به دلیل نگهداری یا تعویض مکرر را به حداقل میرساند و در نتیجه هزینه تولید واحد را کاهش میدهد.
۳. پشتیبانی از توسعه صنایع متعدد: قالبهای تزریق به طور گسترده در بخشهای مختلف از جمله خودروسازی، الکترونیک، تجهیزات پزشکی، لوازم خانگی، بستهبندی و کالاهای مصرفی استفاده میشوند. تقریباً تمام اجزای پلاستیکی تولید انبوه به قالبگیری تزریقی وابسته هستند. به عنوان مثال: در صنعت خودروسازی: داشبوردها، سپرها، کانالهای هوا؛ در الکترونیک: بدنه تلفن همراه، کانکتورها، محفظهها؛ در تجهیزات پزشکی: سرنگها، ستهای وریدی و مواد مصرفی دقیق. سطح ساخت قالب مستقیماً بر سرعت نوآوری محصول و رقابتپذیری این صنایع تأثیر میگذارد – به ویژه در دستیابی به هندسههای پیچیده و طراحیهای سبک.
۴. بازتاب سطح فناوری یک سیستم تولیدی: ساخت قالب طیف گستردهای از رشتهها از جمله طراحی (شبیهسازی CAD/CAE)، ماشینکاری دقیق (CNC، EDM، سیمکاری)، مهندسی مواد و فناوری عملیات حرارتی را ادغام میکند. دقت و پیچیدگی قالبها به عنوان شاخصهایی از قابلیتهای تولیدی یک کشور یا شرکت در نظر گرفته میشود. توسعه قالبهای پیشرفته – مانند قالبهای میکرو دقیق یا قالبهای چندحفرهای – برای تولید محصولات با ارزش افزوده بالا و غلبه بر موانع فنی ضروری است. ۵. محرک تکرار و نوآوری محصول: تحقیق و توسعه محصولات پلاستیکی جدید اساساً به ساخت قالب وابسته است. جریانهای کاری کارآمد توسعه قالب – مانند نمونهسازی سریع همراه با بهینهسازی آزمایشی – به کوتاهشدن زمان از طراحی محصول تا تولید انبوه کمک میکند و چرخههای تکرار را تسریع میبخشد، به ویژه در بخشهایی با تغییرات سریع مانند الکترونیک مصرفی. انعطافپذیری قالبها (مثلاً درجهای قابل تعویض، هستههای مدولار) همچنین از تولید چندمتغیره پشتیبانی میکند و نیازهای سفارشیسازی و شخصیسازی در بازارهای مدرن را برآورده میسازد.
مزایا و ویژگیهای کلیدی ساخت قالب تزریق. به عنوان یکی از اساسیترین فرایندها در تولید مدرن، ساخت قالب تزریق مزایای قابل توجهی مانند راندمان بالای شکلدهی، کیفیت ثابت محصول و سازگاری گسترده با مواد را ارائه میدهد. روشهای پردازش و ویژگیهای فنی آن، آن را به راهحل غالب برای تولید انبوه اجزای پلاستیکی با دقت بالا تبدیل میکند. مزایا و ویژگیهای اصلی به شرح زیر است: مزایای اصلی Adjustments are made based on issues found — e.g., repositioning gates, optimizing cooling layout, polishing cavity surfaces. Multiple trial runs (T1, T2, etc.) are conducted until quality standards are met.
7. Mold Acceptance and Delivery
After successful trial runs, the mold is cleaned and treated with anti-rust agents. All documentation — drawings, trial reports, etc. — is compiled.
The mold is then packed and prepared for shipping or on-site installation at the production facility.
8. Mass Production Support and Maintenance (Optional)
Support may be provided for production stabilization;
Maintenance guidelines and spare parts replacement schedules are offered;
Technical assistance or mold refurbishment is available in case of wear, leakage, or other failures.
The importance of injection mold manufacturing.
Injection mold manufacturing holds an irreplaceable position in modern manufacturing. Its influence spans across product quality, industrial development, and economic efficiency. The importance of this process is reflected in the following aspects:
1. Determines the Quality and Performance of Plastic Products
- The precision of the mold—such as cavity dimensions and surface finish—directly affects the dimensional tolerances, surface quality (e.g., absence of flash, sink marks), and structural integrity of the plastic parts.
- A well-engineered mold structure—including cooling systems and venting design—ensures uniform melt filling and adequate cooling, preventing common defects like bubbles or warping. This guarantees the final product’s functional performance, including mechanical strength and sealing reliability.
2. Impacts Production Efficiency and Manufacturing Costs
- High-quality molds enable high-speed, stable, continuous production, significantly reducing cycle time (ranging from a few seconds to a few minutes per shot) and improving mass production efficiency.
- The durability of a mold—determined by factors such as heat treatment, hardness, and wear resistance—directly affects its service life. Standard molds can last for tens or hundreds of thousands of cycles, while precision molds can exceed one million cycles. This minimizes downtime due to frequent maintenance or replacements, thereby reducing unit production costs.
3. Supports the Development of Multiple Industries
Injection molds are widely used across numerous sectors including automotive, electronics, medical devices, home appliances, packaging, and consumer goods. Virtually all mass-produced plastic components rely on injection molding. For example:
- In the automotive industry: dashboards, bumpers, air ducts;
- In electronics: mobile phone casings, connectors, enclosures;
- In medical devices: syringes, IV sets, and high-precision consumables.
The level of mold manufacturing directly affects the speed of product innovation and the competitiveness of these industries—particularly in achieving complex geometries and lightweight designs.
4. Reflects the Technological Level of a Manufacturing System
Mold manufacturing integrates a wide range of disciplines, including design (CAD/CAE simulation), precision machining (CNC, EDM, wire cutting), materials engineering, and heat treatment technology. The accuracy and complexity of molds are widely regarded as indicators of a nation’s or enterprise’s manufacturing capabilities.
The development of high-end molds—such as micro-precision molds or multi-cavity molds—is essential for producing high-value-added products and overcoming technical barriers.
5. Drives Product Iteration and Innovation
- The R&D of new plastic products fundamentally depends on mold manufacturing. Efficient mold development workflows—such as rapid prototyping combined with trial optimization—help shorten the time from product design to mass production, accelerating iteration cycles, especially in fast-changing sectors like consumer electronics.
- The flexibility of molds (e.g., replaceable inserts, modular cores) also supports multi-variant production, meeting the demands for customization and personalization in modern markets.
Advantages and Key Characteristics of Injection Mold Manufacturing
As one of the most fundamental processes in modern manufacturing, injection mold manufacturing offers remarkable advantages such as high forming efficiency, consistent product quality, and broad material adaptability. Its processing methods and technical features make it the dominant solution for mass-producing high-precision plastic components. The core advantages and features are outlined below:
Major Advantages
1. بازدهی بالا برای تولید انبوه
پس از تنظیم دقیق قالب، تولید مداوم خودکار با استفاده از ماشینهای قالبگیری تزریقی امکانپذیر میشود. زمان چرخه به ازای هر تزریق کوتاه است (از چند ثانیه تا چند دقیقه متغیر) که امکان پاسخ سریع به تقاضاهای تولید در مقیاس بزرگ را فراهم میکند. هرچه خروجی بیشتر باشد، هزینه قالب به ازای هر واحد کمتر میشود و در نتیجه مزایای اقتصادی قابل توجهی به همراه دارد.
2. ثبات عالی و دقت بالا
تلرانس ابعادی حفرههای قالب میتواند به ۰٫۰۰۵± میلیمتر برسد و تضمین میکند که تمام قطعات تولید شده از یک قالب از نظر اندازه، شکل و عملکرد فیزیکی بسیار سازگار باشند. این امر تغییراتی را که معمولاً در پردازش دستی یافت میشود، از بین میبرد و به ویژه برای بخشهایی که نیازمند تلرانسهای tight هستند، مانند الکترونیک دقیق، دستگاههای پزشکی و قطعات اپتیکی مناسب است.
3. توانایی برای پیچیدگی ساختاری بالا
طراحیهای پیچیده قالب شامل چیدمانهای چندحفرهای، لغزندهها، بالابرها و درجها میتوانند به راحتی اشکال پیچیده، کانالهای داخلی و کششهای جانبی متعدد را در خود جای دهند.
طراحی یکپارچه پشتیبانی میشود و امکان تشکیل چندین جزء به عنوان یک واحد واحد را فراهم میکند و در نتیجه هزینههای مونتاژ و نرخ خرابی کاهش مییابد.
4. سازگاری گسترده با مواد
قالبهای تزریقی برای طیف وسیعی از ترموپلاستیکها (مانند ABS، PP، PC، PA، POM) و همچنین برخی پلاستیکهای گرماسخت و رزینهای مهندسی با عملکرد بالا مناسب هستند.
هندسههای پیچیده و ساختارهای ظریف را میتوان قالبگیری کرد، از جمله سطوح منحنی، زیربرشها، قطعات جاسازی شده و ویژگیهای رزوهدار که صنایعی مانند خودروسازی، لوازم خانگی، پزشکی، الکترونیک و کالاهای مصرفی را پوشش میدهد.
ساختارهای قالب و عملیات سطحی را میتوان برای مطابقت با خواص مواد (مانند مقاومت در برابر سایش، مقاومت در برابر خوردگی، مقاومت در برابر دمای بالا) سفارشی کرد.
بهرهوری بالای مواد: راهگاهها و درگاههای تولید شده در طول تولید قابل بازیافت، خرد شدن و استفاده مجدد هستند که ضایعات مواد خام و هزینه کلی تولید را کاهش میدهد.
5. کیفیت سطح برتر و قابلیت زیباییشناختی
از طریق تکنیکهای ماشینکاری با دقت بالا - مانند تخلیه الکتریکی با پرداخت آینهای و پرداخت دقیق - قالبها میتوانند قطعاتی با پرداخت سطح درجه نوری تولید کنند که نیاز به عملیات سطحی ثانویه ندارند.
فرآیندهای بافتسازی مانند حکاکی شیمیایی، طرحهای چرمی و حکاکی لیزری را میتوان در قالب ادغام کرد و جذابیت تزئینی و کیفیت لمسی محصول نهایی را افزایش داد.
ویژگیهای کلیدی
1. سطح بالای یکپارچگی فنی
تولید قالب تزریقی شامل یکپارچهسازی چندین فناوری پیشرفته از جمله طراحی CAD/CAE، فرز CNC، EDM (ماشینکاری تخلیه الکتریکی) و برش سیمی، همراه با انتخاب مواد (مانند فولاد قالب) و فرآیندهای عملیات حرارتی است. این امر به تجهیزات با دقت بالا و پرسنل فنی با تجربه نیاز دارد تا دقت و قابلیت اطمینان پردازش تضمین شود.
2
2. سرمایهگذاری اولیه بالا و زمان تحویل طولانی
طراحی و ساخت قالب هزینههای اولیه قابل توجهی را به همراه دارد، به ویژه برای قالبهای پیچیده یا چندحفرهای. زمان تحویل معمولی بسته به پیچیدگی از ۳۰ تا ۹۰ روز متغیر است. با این حال، برای تولید انبوه بلندمدت، هزینه قالب میتواند مستهلک شود و آن را برای محصولاتی با چرخه عمر طولانی بسیار مقرونبهصرفه میکند.
3
3. وابستگی شدید به کیفیت قالب
منطقی بودن ساختار قالب، دقت ماشینکاری و مقاومت در برابر سایش به طور مستقیم بر نتایج محصول - مانند پرداخت سطح، پایداری ابعادی و راندمان تولید - تأثیر میگذارد. کیفیت پایین قالب منجر به خرابیهای مکرر و تعمیر و نگهداری میشود. از این رو، کنترل کیفیت دقیق در هر مرحله از تولید ضروری است.
4
4. پشتیبانی از شکلدهی پیچیده و یکپارچه
قالبهای تزریقی قادر به شکلدهی قطعات پیچیده در یک چرخه واحد هستند، از جمله قطعاتی با ویژگیهای یکپارچه متعدد مانند گیرهها، دندهها، اتصالات فشاری یا ساختارهای جاسازی شده. این امر به طور قابل توجهی فرآیندهای مونتاژ ثانویه را کاهش میدهد، کارایی را بهبود میبخشد و سازگاری محصول را تضمین میکند.
این ویژگیها تولید قالب تزریقی را به یک فرآیند ضروری و غیرقابل جایگزین در صنعت مدرن تبدیل میکند - به ویژه در تولید انبوه قطعات پلاستیکی پیچیده، جایی که نقش محوری و استراتژیک ایفا میکند.
انواع قالبگیری پلاستیک
قالبگیری تزریقی

قالبگیری دمشی

قالبگیری فشاری
قالبگیری اکستروژن
قالبگیری چرخشی

ترموفرمینگ
انواع قالبگیری پلاستیک
طبقهبندی قالبهای پلاستیک
قالبهای پلاستیک عمدتاً برای شکلدهی مواد ترموپلاستیک استفاده میشوند. با توجه به تنوع در نیازهای کاربردی، پیکربندیهای ساختاری و فرآیندهای قالبگیری، قالبهای پلاستیک را میتوان به چند روش طبقهبندی کرد. متداولترین طبقهبندیها به شرح زیر است:
1. طبقهبندی بر اساس فرآیند قالبگیری
قالبهای تزریق
رایجترین نوع. پلاستیک مذاب از طریق ماشین قالبگیری تزریقی به داخل حفره قالب تزریق میشود و پس از خنک شدن جامد میشود. محصولات رایج شامل اسباببازیهای پلاستیکی، بدنه لوازم خانگی و غیره است.
قالبهای اکستروژن
برای تولید مداوم محصولات پلاستیکی با پروفیل مقطع ثابت، مانند لولههای پلاستیکی، ورقها و پروفیلها استفاده میشود.
قالبهای دمشی
شامل قالبگیری دمشی اکستروژن و قالبگیری دمشی کششی است. عمدتاً برای محصولات پلاستیکی توخالی مانند بطریها، ظروف و مخازن استفاده میشود.
قالبهای ترموفرمینگ
ورقهای پلاستیکی گرم شده و نرم شده با استفاده از مکش خلأ روی سطح قالب کشیده میشوند. معمولاً برای سینیهای بستهبندی، بستهبندیهای تاولی و جعبههای صدفی استفاده میشود.
2. طبقهبندی بر اساس ساختار قالب
قالب تک-سطح جدایش (قالب دو-صفحهای)
فقط یک خط جدایش دارد و راهگاه روی سطح جدایش قرار دارد. ساختاری ساده و هزینه ساخت پایین دارد و برای اکثر محصولات پلاستیکی مناسب است. این ابتداییترین نوع قالب تزریقی است.
قالب دو-سطح جدایش (قالب سه-صفحهای)
با افزودن یک صفحه راهگاه، یک سطح جدایش ثانویه را شامل میشود و تزریق نقطهای را امکانپذیر میسازد. این امکان موقعیتیابی بهتر راهگاه (به عنوان مثال، در مرکز یا لبه) را فراهم میکند و قطعاتی با ظاهر تمیزتر تولید میکند. ایدهآل برای محصولات با سوراخهای مرکزی یا نیازمند تزریق نقطهای.
قالب انباشته
طراحی شده با چندین لایه حفره (که به صورت عمودی انباشته شدهاند) که امکان خروجی بیشتر در همان کورس قالب را فراهم میکند. مناسب برای تولید حجم بالای قطعات کوچک مانند اقلام بستهبندی.
قالب راهگاه داغ
مجهز به عناصر گرمایشی برای نگه داشتن سیستم راهگاه در حالت مذاب، حذف ضایعات مواد (بدون راهگاه یا راهگاه سرد). زمان چرخه کوتاه و بهرهوری بالای مواد را ارائه میدهد. با این حال، ساختار پیچیده و هزینه بالاتری دارد و برای تولید در مقیاس بزرگ و محصولات پیشرفته ایدهآل است.
۳. طبقهبندی بر اساس تعداد حفرهها
قالب تکحفرهای
فقط یک حفره دارد و در هر چرخه یک قطعه تولید میکند. مناسب برای قطعات بزرگ یا با دقت بالا.
قالب چندحفرهای
دارای چندین حفره یکسان درون یک قالب است که امکان تولید همزمان چند قطعه در هر چرخه را فراهم میکند. بهرهوری را افزایش میدهد و معمولاً برای تولید انبوه قطعات پلاستیکی کوچک استفاده میشود.
۴. طبقهبندی بر اساس مکانیسم بیروناندازی
قالب پین بیرونانداز استاندارد
پینهای بیرونانداز برای خارج کردن قطعه استفاده میشوند. این پرکاربردترین و سادهترین روش بیروناندازی است.
قالب پین زاویهدار (قالب بالابر)
مناسب برای قطعات دارای برجستگیهای جانبی یا زیربرشها، با استفاده از بالابرهای شیبدار قطعه را بیرون میاندازد.
قالب لغزنده
از لغزندههای مکانیکی برای کشیدن هسته جانبی و ویژگیهایی مانند جداکردن رزوه استفاده میکند.
قالب کشش هسته پنوماتیک یا هیدرولیک
برای ساختارهای داخلی پیچیده یا بیروناندازی حفره عمیق به کار میرود، معمولاً در قطعات صنعتی بزرگ یافت میشود.
5. سایر روشهای رایج طبقهبندی
با توجه به کاربرد صنعتی: قالبهای خودرو، قالبهای پزشکی، قالبهای الکترونیک، قالبهای بستهبندی، قالبهای اپتیک و غیره.
با توجه به جهت نصب قالب: قالبهای عمودی، قالبهای افقی
با توجه به جهت جریان مواد: قالبهای درگاه لبهای، قالبهای درگاه مرکزی، قالبهای درگاه حلقوی و غیره.
صنایع تحت پوشش ما
-

حوزه کالاهای روزمره -
حوزه تجهیزات الکترونیکی و برقی -
حوزه صنعت خودرو -
حوزه تجهیزات پزشکی -
حوزه بستهبندی -
حوزه اسباببازی






سوالات متداول قالبسازی
تحویل قالب چقدر طول میکشد؟
زمان تحویل به پیچیدگی قالب بستگی دارد، معمولاً از ۱۵ روز تا چندین ماه متغیر است.
حمل و نقل چقدر طول میکشد؟
اگر از طریق دریا ارسال شود، زمان حمل ممکن است بیش از یک ماه باشد. اگر نیاز فوری به قالب دارید، توصیه میکنیم حمل هوایی را انتخاب کنید تا زمان تحویل کاهش یابد.
آیا قبل از آپلود طرح خود میتوانیم توافقنامه عدم افشا (NDA) امضا کنیم؟
البته، ما محرمانگی طرح شما را بسیار جدی میگیریم.
هنگام طراحی قالب به چه نکاتی باید توجه کنم؟
به عواملی مانند سازگاری ساختار و عملکرد محصول، کنترل دقت و تلورانس، انتخاب مواد و عملیات حرارتی، طراحی سیستم راهگاهی و خنککننده، قابلیت نگهداری و کنترل هزینه، و همچنین راندمان تولید و سازگاری با اتوماسیون توجه کنید.
