
ماشینکاری تخلیه الکتریکی دقیق
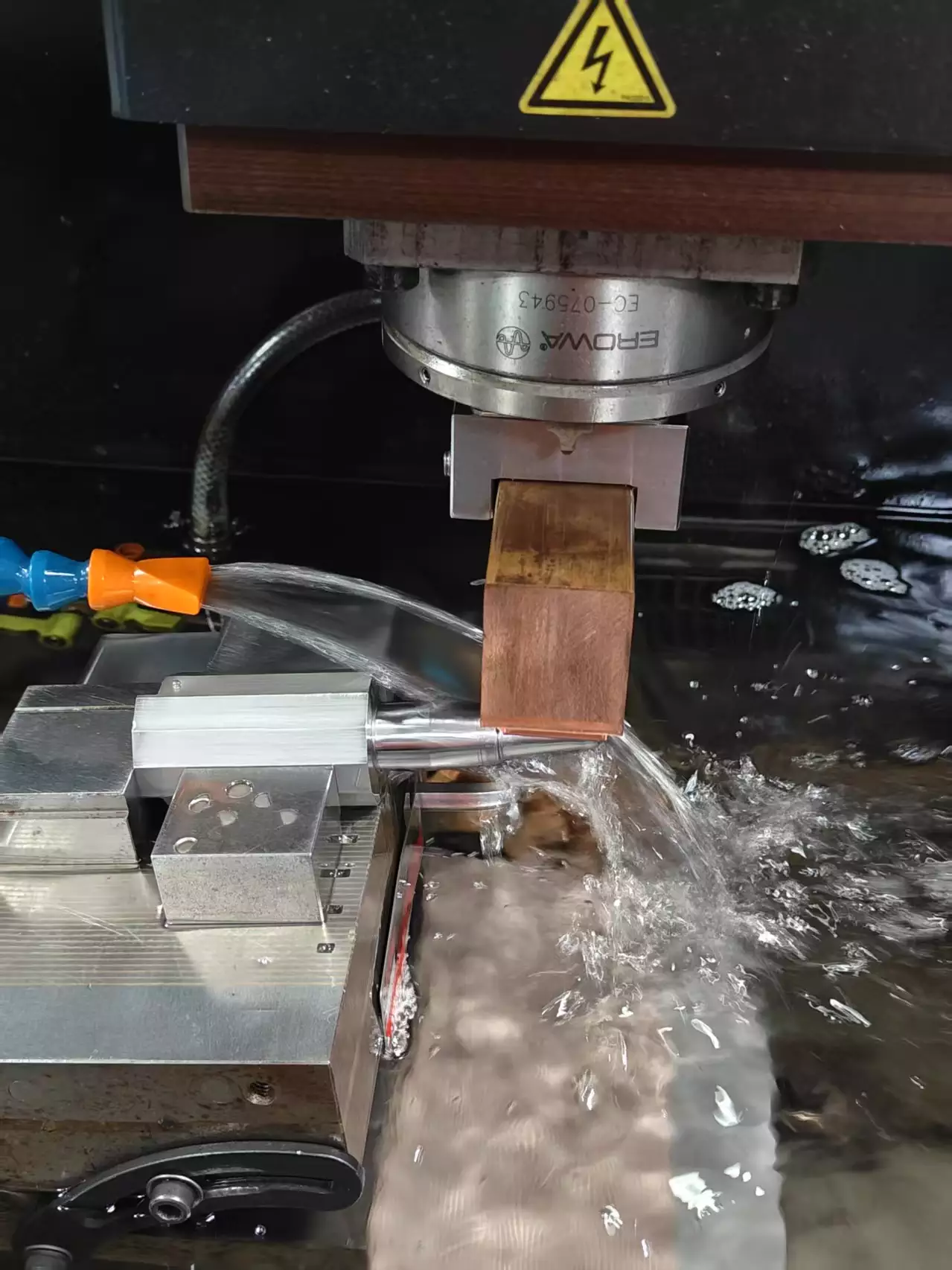
ماشینکاری تخلیه الکتریکی دقیق (Precision EDM) که به عنوان تخلیه الکتریکی (EDM) نیز شناخته میشود، فرآیندی است که در آن پدیده تخلیه پالسی بین الکترود و قطعه کار رخ میدهد، و دمای لحظهای بسیار بالا (بیش از ۱۰,۰۰۰ درجه سانتیگراد) در یک سیال کار عایق ایجاد میکند. این امر باعث ذوب یا تبخیر موضعی مواد فلزی میشود. از طریق اثر تجمعی تعداد بیشماری تخلیههای ریز، مواد از سطح قطعه کار به تدریج حذف شده و شکل مورد نظر را تشکیل میدهند. در اصل، EDM دقیق یک فرآیند همافزایی از عوامل الکتریکی، حرارتی، مکانیکی و حذف مواد است.
مزایای ماشینکاری EDM
EDM (ماشینکاری تخلیه الکتریکی) روشی برای ماشینکاری است که از انرژی تخلیه پالسی برای حذف مواد استفاده میکند. مزایای آن عمدتاً در جنبههای زیر منعکس میشود:
۱. دقت بالا
دقت میتواند به
±۰.۰۰۲ میلیمتر برسد و زبری سطح بالا است (Ra < 0.2 میکرومتر)،
که آن را برای پردازش قطعات دقیق مناسب میسازد.
۲. مناسب برای مواد سخت و شکننده
EDM به طور ویژه برای
پردازش مواد با سختی یا شکنندگی بالا، مانند
فولاد سختشده، آلیاژهای تیتانیوم، سرامیکهای فلزی و
کاربیدها مناسب است. این مواد اغلب با روشهای برش سنتی
دشوار هستند، اما EDM میتواند به راحتی آنها را پردازش کند.
۳. قابلیت ماشینکاری اشکال پیچیده
EDM
میتواند حفرههای بسیار پیچیده، شکافهای باریک، سوراخهای عمیق
و ساختارهای ریز (مانند الگوهای دقیق برای قالبها یا
سوراخهای کوچک برای پرههای توربین) را پردازش کند. این روش در
ساخت قالب، پردازش سوراخهای عمیق و خطوط دقیق عملکرد عالی دارد،
و برای پردازش هندسههای پیچیده و جزئیات کوچکی که روشهای
ماشینکاری معمولی نمیتوانند انجام دهند، ایدهآل است.
۴. ماشینکاری بدون تماس
EDM مواد را
از طریق تخلیه الکتریکی بین الکترود و قطعه کار حذف میکند، بنابراین
هیچ نیروی برش فیزیکی در کار نیست. این امر آن را به ویژه برای
قطعات شکننده، تغییرشکلپذیر یا با شکل نامنظم مناسب میسازد،
و از تنش یا تغییر شکل ناشی از پردازش مکانیکی جلوگیری میکند.
۵. اتوماسیون بالا
با ادغام
سیستمهای CNC، EDM میتواند به صورت برنامهای کنترل شود،
و برای تولید انبوه و ماشینکاری مسیرهای پیچیده مناسب است
و در عین حال مداخله دستی را کاهش میدهد.
۶. کیفیت سطح بالا
EDM میتواند سطحی صاف
روی قطعه کار ایجاد کند. به طور خاص، فناوری EDM پالسی
میتواند کیفیت سطح را بیشتر بهبود بخشد. اگرچه ممکن است
در برخی موارد نیاز به پردازش ثانویه برای عملیات سطحی باشد،
اما در مقایسه با سایر روشهای ماشینکاری سنتی،
EDM به طور کلی پرداخت سطح بهتری ارائه میدهد.
۷. مناسب برای ماشینکاری میکرو
EDM
مزایای منحصر به فردی در ماشینکاری قطعات میکرو دارد. EDM میکرو
میتواند سوراخهای ریز، ساختارهای میکرو و جزئیات ظریف را
با دقت پردازش کند، و برای اجزای میکرو در زمینههایی مانند
الکترونیک، تجهیزات پزشکی و هوافضا مناسب است.
۸. انعطافپذیری
EDM به سایش ابزار سنتی
متکی نیست، بلکه انتخاب الکترود برای تغییر شکل و اندازه است.
این امکان را فراهم میکند تا به راحتی با طیف وسیعی از قطعات و
نیازهای پردازش مواد سازگار شود، به ویژه برای تولید قطعات
پیچیده و سفارشی.
۹. ناحیه کوچکتر تحت تأثیر حرارت
از آنجا که EDM
از تخلیههای کوتاه و با دمای بالا به جای گرمایش مداوم استفاده میکند،
زمان تخلیه بسیار کوتاه است (در حد میکروثانیه). گرما در یک ناحیه
موضعی متمرکز میشود، که منجر به حداقل تغییر شکل حرارتی کلی قطعه کار
میشود، و آن را برای قطعات جدار نازک و به راحتی تغییرشکلپذیر
مناسب میسازد.
۱۰. مناسب برای ماشینکاری سوراخهای ریز و عمیق
EDM به ویژه برای
ماشینکاری سوراخهای ریز و عمیق مناسب است. در مقایسه با سایر
روشها، EDM میتواند سوراخهای عمیق و سوراخهای ریز را که دستیابی به آنها
دشوار است، بدون گرفتگی یا تجمع زباله به طور مؤثر پردازش کند.
اسرار کنترل دقیق در ماشینکاری تخلیه الکتریکی (EDM)
ماشینکاری تخلیه الکتریکی دقیق (EDM) از طریق ترکیبی از چندین عامل حیاتی به دقت بالا دست مییابد. این عوامل با هم کار میکنند تا فرآیند را کنترل و اصلاح کنند، و دقت استثنایی را تضمین میکنند. در زیر "اسرار" کلیدی برای کنترل دقیق در EDM آورده شده است:
۱. کنترل دقیق جریان و عرض پالس
در EDM،
شدت جریان و عرض پالس مستقیماً بر نرخ حذف مواد و دقت تأثیر میگذارند.
عرض پالس کوچکتر امکان حذف مواد ریزتر را فراهم میکند، که
دقت ماشینکاری را افزایش میدهد.
کنترل جریان به جلوگیری از انرژی تخلیه بیش از حد کمک میکند، و در نتیجه زبری سطح و سایش الکترود را کاهش میدهد.
۲. نقش سیال دیالکتریک
EDM در یک سیال دیالکتریک عایق انجام میشود
که نه تنها ناحیه تخلیه را خنک میکند، بلکه زبالهها و حبابهای گازی
تولید شده در طول ماشینکاری را نیز حذف میکند. این امر به جلوگیری از
تداخل با دقت ماشینکاری کمک میکند.
دما، سرعت جریان و تمیزی سیال دیالکتریک باید ثابت نگه داشته شود تا دقت ماشینکاری و کیفیت سطح پایدار بماند.
۳. انتخاب شکل و جنس الکترود
جنس و شکل الکترود برای دقت ماشینکاری حیاتی است.
مواد رایج الکترود شامل مس، گرافیت و آلیاژهای مس است.
پرداخت سطح الکترود نیز مستقیماً بر نتیجه نهایی تأثیر میگذارد.
شکل الکترود باید با شکل قطعه کار مطابقت داشته باشد تا اطمینان حاصل شود که قطعه نهایی دقیقاً مطابق مشخصات تشکیل میشود.
۴. سیستم کنترل سروو
EDM دقیق
از سیستمهای کنترل سروو با دقت بالا استفاده میکند تا به صورت
دینامیکی فاصله بین الکترود و قطعه کار را در طول ماشینکاری تنظیم کند.
این امر برای حفظ دقت ضروری است.
سیستم سروو میتواند به طور خودکار موقعیت الکترود را تنظیم کند تا سایش الکترود را جبران کند، و دقت ماشینکاری را در طول فرآیند تضمین کند.
۵. کنترل دما
دمای بالا تولید شده در طول EDM، به ویژه گرمای لحظهای
در حین تخلیه، میتواند باعث تغییرات ابعادی و سطحی در قطعه کار شود.
سیستمهای کنترل دمای دقیق به جلوگیری از تغییر شکل حرارتی
قطعه کار کمک میکنند.
استفاده از سیستمهای خنککننده مناسب، مانند خنککاری با مایع و گاز، نوسانات دما را به حداقل میرساند و ماشینکاری با دقت بالا را تضمین میکند.
۶. برنامهریزی دقیق مسیر ماشینکاری
برنامهریزی دقیق مسیر ماشینکاری در EDM دقیق
بسیار مهم است. با محاسبه و برنامهریزی توالی تخلیه و
اندازه گامها، از ماشینکاری بیش از حد مناطق موضعی یا
حذف ناهموار مواد جلوگیری میکند، و در نتیجه دقت کلی را بهبود میبخشد.
۷. تجهیزات با دقت بالا
EDM دقیق
نیازمند ماشینهایی با دقت بسیار بالا است. ماشینهای مدرن EDM
مجهز به سیستمهای موقعیتیابی پیشرفته و فناوریهای کنترل خودکار هستند
که کنترل دقیق بر حرکت الکترود و فرآیند تخلیه را در طول
ماشینکاری تضمین میکنند.
۸. سیستمهای نظارت و کنترل بازخورد بلادرنگ
ماشینهای پیشرفته EDM
مجهز به سیستمهای نظارت بلادرنگ هستند که دادههایی از
فرآیند ماشینکاری، مانند جریان، ولتاژ و تغییرات فاصله، جمعآوری میکنند.
این دادهها برای تنظیم فرآیند ماشینکاری استفاده میشوند تا اطمینان حاصل شود
که قطعه کار در حالت ماشینکاری دقیق باقی میماند.
سیستمهای کنترل بازخورد به طور خودکار پارامترهای ماشینکاری را بر اساس دادههای بلادرنگ تنظیم میکنند، و دقت را بیشتر بهبود میبخشند.
۹. تجربه و بهینهسازی فرآیند
دقت در EDM همچنین به شدت به تجربه اپراتور وابسته است.
از طریق آزمایشهای متعدد و بهینهسازی پارامترها،
اپراتور میتواند فرآیند را برای دستیابی به بهترین دقت برای یک قطعه کار خاص تنظیم کند.
انباشت تجربه مستمر و تحلیل دادهها امکان بهبود فرآیند را فراهم میکند و پایداری ماشینکاری و دقت را افزایش میدهد.
نتیجهگیری:
کنترل دقت در ماشینکاری تخلیه الکتریکی
فرآیندی چندوجهی است که شامل تنظیم جریان و عرض پالس،
کنترل سیال دیالکتریک، انتخاب الکترود و جبران سایش،
سیستمهای سروو، کنترل دما و برنامهریزی مسیر ماشینکاری میشود.
از طریق این روشهای دقیق کنترل، EDM میتواند عملکرد
استثنایی در تولید با دقت بالا ارائه دهد، بهویژه برای
قطعات پیچیده، سوراخهای ریز و حفرههای عمیق.
انواع ماشینکاری تخلیه الکتریکی (EDM)




1. EDM قالبی (فرمینگ)
2. EDM فرورونده (EDM رم)
3. EDM سیمی
4. EDM سوراخکاری
5. EDM میکرو
6. EDM پالسی
7. EDM با سرعت بالا
حوزههای کاربرد قطعات پردازششده با EDM
EDM (ماشینکاری تخلیه الکتریکی) با ویژگیهای غیرتماسی، دقت بالا و توانایی ماشینکاری مواد سخت و شکننده، نقش حیاتی در بخشهای مختلف تولید پیشرفته ایفا میکند. در زیر حوزههای کاربرد اصلی و سناریوهای معمول آن آورده شده است:
1. تولید قالب:
کاربردها شامل قالبهای تزریق پلاستیک، قالبهای دایکست، قالبهای
پرس، هستههای قالب، حفرههای قالب و کانالهای خنککننده پیچیده است.
2. هوافضا:
کاربردها شامل قطعات موتور، اجزای ساختاری فضاپیما، کامپوزیتهای
ماتریس سرامیکی (CMC)، قطعات نازل آلیاژ تنگستن است.
3. تولید الکترونیک و نیمههادی:
کاربردها شامل قالبهای بستهبندی نیمههادی، کانکتورهای میکرو،
کلیدهای دقیق و پردازش دقیق اجزای الکترونیکی است.
4. دستگاههای پزشکی و زیستتولید:
کاربردها شامل دستگاههای کاشتنی، ابزارهای قالب پزشکی،
ابزارهای جراحی، تجهیزات دندانپزشکی، ایمپلنتها، سوزنهای دقیق،
اجزای میکرو و غیره است.
5. خودرو و بخشهای انرژی نو:
کاربردها شامل اجزای خودرو، قالبهای الکترود باتری لیتیومی،
صفحات پیل سوختی هیدروژنی است.
6. اپتیک و ابزارهای دقیق:
کاربردها شامل قالبهای لنز، محفظههای حسگر، قابهای ژیروسکوپ
و پردازش منشور است.
7. سایر بخشهای تولید پیشرفته:
کاربردها شامل جواهرسازی، تولید ابزار است.
8. تولید قطعات ویژه:
کاربردها شامل سوراخهای کوچک با دقت بالا، قطعات میکرو با دقت بالا،
حفرههای داخلی پیچیده و قطعات حفره عمیق، چرخدندههای میکرو و غیره است.
-

تولید قالب -
دستگاههای پزشکی و زیستتولید -

هوافضا -
الکترونیک و تولید نیمههادی -

سایر بخشهای تولید پیشرفته -
تولید قطعات ویژه -

خودرو و بخشهای انرژی نو -
اپتیک و ابزارهای دقیق







چالشها و محدودیتهای ماشینکاری EDM
1. راندمان پایین پردازش و سرعت کم
در مقایسه با روشهای برش سنتی، EDM بر اصل فرسایش الکتریکی
استوار است که منجر به نرخ حذف مواد پایینتری میشود. بنابراین،
راندمان آن در تولید در مقیاس بزرگ پایینتر است. این فرآیند زمان
بیشتری میبرد، بهویژه هنگام ماشینکاری اشکال پیچیده و قطعات بزرگ.
2. هزینههای بالای پردازش
سایش الکترود و تعویض آن:
الکترودهای ساختهشده از موادی مانند مس و گرافیت بهطور مداوم
در طول ماشینکاری EDM سایش مییابند. سایش الکترودها بر دقت
قطعه کار تأثیر میگذارد و نیاز به کالیبراسیون یا تعویض مکرر دارد
که هزینههای پردازش و کار تعمیر و نگهداری را افزایش میدهد.
علاوه بر این، قطعات پیچیده ممکن است به چندین مجموعه الکترود یا
تصحیحات مکرر نیاز داشته باشند که هزینههای مواد مصرفی را
بیشتر افزایش میدهد.
هزینههای تجهیزات و نگهداری EDM: تجهیزات CNC-EDM گران هستند و به سیالهای کاری تخصصی EDM و سیستمهای خنککننده نیاز دارند که به هزینههای بالای نگهداری کمک میکند.
هزینههای تصفیه سیال ضایعاتی: پس از استفاده طولانیمدت، سیال کاری تجمعی از ضایعات فلزی و کاربیدها را جمعآوری میکند که باید بهطور حرفهای تصفیه شوند تا استانداردهای زیستمحیطی را رعایت کنند، در نتیجه هزینهها افزایش مییابد.
3. محدودیتهای سازگاری مواد
محدود به مواد رسانا:
EDM فقط میتواند مواد رسانا را پردازش کند، به این معنی که
مواد غیررسانا مانند پلاستیک، شیشه و سرامیک خالص را نمیتوان
مستقیماً پردازش کرد. آنها باید تحت عملیات اضافی (مانند پوششدهی)
قرار گیرند تا برای پردازش EDM رسانا شوند.
راندمان پایین با مواد با نقطه ذوب بالا:
برای فلزات با نقاط ذوب بسیار بالا، مانند تنگستن و مولیبدن،
انرژی تخلیه باید بهطور قابل توجهی افزایش یابد که منجر به سایش
بیشتر الکترود و کاهش بیشتر راندمان پردازش میشود.
4.زبری سطح
اگرچه ماشینکاری با تخلیه الکتریکی (EDM) میتواند سطح نسبتاً صافی ایجاد کند، دمای بالای تولید شده در حین تخلیه ممکن است باعث ایجاد ریزترکها یا لایهی سخت شده روی سطح قطعه کار شود و ناحیهی متأثر از حرارت را تشکیل دهد. در زمینههای با دقت بالا مانند هوافضا، عملیات حرارتی پس از ماشینکاری برای حذف این اثرات ضروری است.
5.محدودیتهای عمق پردازش و ساختارهای پیچیده
محدودیت نسبت عمق به قطر: هنگام ماشینکاری سوراخهای عمیق یا شکافهای باریک، سفتی الکترود ممکن است کافی نباشد و منجر به انحراف شود، و تخلیه براده نیز دشوار میگردد که میتواند باعث تخلیههای ناپایدار شود.
خطر تغییر شکل قطعات دیواره نازک: اگرچه EDM شامل نیروهای برشی نمیشود، اثر حرارت طولانی مدت تخلیه ممکن است قطعات دیواره نازک را تغییر شکل دهد. کنترل دقیق پارامترهای فرآیند الزامی است.
6.نیاز به مهارتهای عملیاتی تخصصی
ماشینکاری EDM نیازمند سطح بالایی از مهارت و تجربه اپراتورها است، به ویژه در انتخاب الکترودهای مناسب، تنظیم پارامترهای تخلیه و مقابله با سایش الکترود. اپراتورهای کمتجربه ممکن است نتوانند پتانسیل کامل تجهیزات EDM را به کار گیرند.
7.الزامات بالای محیطی
EDM به منبع تغذیه پایدار، سیال دیالکتریک تمیز و دمای محیط مناسب نیاز دارد، در غیر این صورت دقت ماشینکاری و کیفیت سطح ممکن است تحت تأثیر قرار گیرد. علاوه بر این، این فرآیند جرقه و دمای بالا تولید میکند که نیازمند اقدامات ایمنی خوب و محیط کاری مناسب است.
خلاصه:
در حالی که EDM مزایای بسیاری مانند دقت بالا و توانایی پردازش اشکال پیچیده و مواد سخت و شکننده ارائه میدهد، با چالشهایی مانند سرعت پردازش کند، سایش الکترود و هزینههای بالا نیز مواجه است. برای به حداکثر رساندن مزایای آن در کاربردهای خاص، انتخاب مواد مناسب، بهینهسازی پارامترهای فرآیند، نگهداری تجهیزات و بهبود مهارتهای عملیاتی عوامل کلیدی در غلبه بر این محدودیتها هستند.
پارامترهای فرآیند ماشینکاری EDM.
پارامترهای فرآیند EDM (ماشینکاری با تخلیه الکتریکی) کلید کنترل کیفیت و کارایی ماشینکاری هستند. تنظیم صحیح این پارامترها میتواند نتایج ماشینکاری را بهینه کند. در زیر برخی از پارامترهای رایج فرآیند EDM آورده شده است:
2.فاصله پالس
واحد: میکروثانیه (μs)
عملکرد: مدت پالس زمان هر تخلیه است و به طور مستقیم انرژی تخلیه را تعیین میکند. مدت پالس بزرگتر نرخ برداشت مواد را افزایش میدهد، اما ممکن است منجر به کیفیت سطح پایین و سایش بیشتر الکترود شود؛ مدت پالس کوچکتر به بهبود دقت و کیفیت سطح کمک میکند اما کارایی را کاهش میدهد.
2.فاصله پالس
واحد: میکروثانیه (μs)
عملکرد: فاصله پالس زمان بین دو پالس تخلیه است. فاصله پالس کوچکتر منجر به فرکانس تخلیه بالاتر میشود و کارایی ماشینکاری را بهبود میبخشد، اما باعث اتلاف حرارت ضعیفتر الکترود و سایش بیشتر میشود؛ فاصله پالس بزرگتر اتلاف حرارت الکترود را بهبود میبخشد و سایش را کاهش میدهد اما کارایی را کاهش میدهد.
3.جریان پیک
واحد: آمپر (A)
عملکرد: جریان پیک انرژی هر تخلیه را تعیین میکند. هر چه جریان بیشتر باشد، نرخ برداشت مواد بالاتر است، اما زبری سطح افزایش مییابد و سایش الکترود نیز افزایش مییابد؛ جریان کمتر دقت را بهبود میبخشد اما کارایی را کاهش میدهد.
4.ولتاژ تخلیه
واحد: ولت (V)
عملکرد: ولتاژ تخلیه بر فاصله تخلیه بین الکترود و قطعه کار تأثیر میگذارد. ولتاژ بالاتر فاصله تخلیه را افزایش میدهد که برای ماشینکاری خشن و تخلیه بهتر براده مناسب است؛ ولتاژ کمتر دقت و کیفیت سطح را بهبود میبخشد اما تخلیه براده را دشوارتر میکند که برای عملیات پرداخت نهایی ایدهآل است.
5.جنس الکترود و سایش
انتخاب جنس:
مس: مناسب برای ماشینکاری دقیق، با سایش کمتر و دقت بالا، ایدهآل برای قطعات کوچک و متوسط یا عملیات پرداخت نهایی.
گرافیت: مقاوم در برابر دمای بالا و سایش کم، مناسب برای ماشینکاری خشن با جریان بالا یا قطعات بزرگ.
کنترل سایش الکترود: جریان و مدت پالس بالاتر منجر به سایش بیشتر الکترود میشود، بنابراین تنظیمات بهینه پارامتر برای افزایش عمر الکترودها ضروری است.
6.سیال دیالکتریک
نوع: سیال دیالکتریک مخصوص EDM
عملکرد: خنککاری، تخلیه براده و عایقبندی. اگر خلوص سیال کافی نباشد یا نرخ جریان آن بسیار کم باشد، میتواند منجر به تخلیه ضعیف براده، اتصال کوتاه یا افت کیفیت سطح شود.
7.نرخ تغذیه
واحد: میلیمتر بر دقیقه (mm/min)
عملکرد: نرخ تغذیه الکترود، سرعت تغییر فاصله بین الکترود و قطعه کار را تعیین میکند. اگر نرخ تغذیه بیش از حد سریع باشد، ممکن است باعث اتصال کوتاه شود؛ اگر بیش از حد کند باشد، کارایی کاهش مییابد.
8.انرژی تخلیه
واحد: تعیین شده توسط جریان و مدت پالس
عملکرد: انرژی تخلیه عامل اصلی تعیینکننده انرژی هر تخلیه است. انرژی تخلیه بالاتر به افزایش نرخ برداشت مواد کمک میکند اما ممکن است بر کیفیت سطح تأثیر منفی بگذارد. انرژی تخلیه پایینتر کیفیت سطح را بهبود میبخشد اما نرخ برداشت را کاهش میدهد.
9.فاصله جرقه
واحد: میلیمتر (mm)
عملکرد: فاصله جرقه بین الکترود و قطعه کار، پایداری تخلیه و کارایی برداشت مواد را تعیین میکند. اگر فاصله بیش از حد بزرگ باشد، تخلیه ممکن است ناپایدار شود و بر دقت ماشینکاری تأثیر بگذارد؛ اگر بیش از حد کوچک باشد، ممکن است باعث اتصال کوتاه یا داغ شدن بیش از حد الکترود و قطعه کار شود.
| جدول مقایسه ویژگیهای ماشینکاری با تخلیه الکتریکی سنتی و دقیق | EDM دقیق | ویژگیها |
| EDM سنتی | EDM دقیق | دقت ماشینکاری |
| ±0.01 – ±0.05 میلیمتر | دقت بالا ±0.002 – 0.01 میلیمتر، حتی تا ±0.001 میلیمتر | زبری سطح (Ra) |
| 0.1 – 0.8 میکرومتر؛ ماشینکاری آینهای میتواند به زیر 0.08 میکرومتر برسد | معمولاً ±0.01 – ±0.05 میلیمتر | ۱.۶ – ۳.۲ میکرومتر |
| نرخ سایش الکترود | نسبتاً پایین؛ کنترل پالس هوشمند سایش را کاهش داده و عمر مفید الکترود را افزایش میدهد | نسبتاً بالا؛ الکترودها نیاز به تعویض مکرر دارند |
| راندمان ماشینکاری | راندمان نسبتاً پایین؛ کنترل دقیق پارامترها برای اطمینان از دقت لازم است | راندمان بالا در ماشینکاری خشن، مناسب برای برداشت مواد در سطح بزرگ |
| سیستم کنترل تجهیزات | سیستم CNC با دقت بالا با کنترل بازخورد و تنظیم هوشمند | سیستم کنترل ساده؛ نیاز به تنظیمات دستی زیاد، سطح اتوماسیون پایین |
| فناوری توان پالس | کنترل دقیق عرض پالس، جریان و فاصله پالس، مناسب برای ماشینکاری با دقت بالا | کنترل پالس نسبتاً ساده، مناسب برای ماشینکاری خشن |
| تصفیه سیال کاری | سیال کاری برای ماشینهای EDM با سیستم فیلتراسیون با دقت بالا | سیال کاری برای ماشینهای EDM |
| سناریوهای کاربردی | قالبهای دقیق (مانند قالبهای بستهبندی نیمههادی، قالبهای نوری)، قطعات دقیق برای هوافضا، تجهیزات پزشکی و غیره | ماشینکاری خشن قالبهای معمولی، شکلدهی خام قطعات |


سوالات متداول
هزینه تجهیزات
نسبتاً بالا؛ تجهیزات وارداتی ممکن است چند میلیون یوان هزینه داشته باشد
نسبتاً پایین، مناسب برای ماشینکاری خشن و تولید در مقیاس بزرگ
دقت ماشینکاری تخلیه الکتریکی (EDM) چقدر است؟
دقت ماشینکاری تخلیه الکتریکی (EDM) معمولاً در سطح میکرومتر است و به طور کلی میتوان آن را در محدوده ±۰.۰۰۱ میلیمتر تا ±۰.۰۰۵ میلیمتر کنترل کرد.
برای مثال، دستگاه EDM دقیق میتسوبیشی میتواند دقت ماشینکاری ±۰.۰۰۱ میلیمتر را به دست آورد. دستگاههای EDM پرسرعت Sodick دارای دقت فاصلهگذاری ±۰.۰۰۲ میلیمتر و دقت عمق ±۰.۰۰۱ میلیمتر هستند. از سوی دیگر، برخی از دستگاههای EDM استاندارد ممکن است دقت کمی پایینتر داشته باشند، با دقت در محدوده ±۰.۰۱ میلیمتر تا ±۰.۰۵ میلیمتر.
هزینه ماشینکاری EDM چگونه محاسبه میشود؟
فرمول سادهشده محاسبه هزینه برای ماشینکاری EDM:
هزینه کل ≈ (هزینه انرژی تجهیزات + هزینه مواد مصرفی + هزینه ساعتی نیروی کار) × زمان ماشینکاری + سایر هزینههای متفرقه
آیا میتوان ماشینکاری نمونه ارائه داد؟
بله، ما میتوانیم خدمات ماشینکاری نمونه ارائه دهیم. مشتریان میتوانند نقشهها را همراه با نیازمندیهای خود ارائه دهند و ما آنها را مطابق با نیازهای شما پردازش خواهیم کرد و دقت و کیفیت ماشینکاری را تضمین میکنیم.
هماکنون BOS را در چند مرحله امتحان کنید
فایلهای ۲D/۳D خود را بارگذاری کنید
به سادگی فایلهای پروژه خود را بارگذاری کنید—تیم مهندسی ما آنها را بررسی کرده و یک راهحل سفارشی را به سرعت تحویل خواهد داد.
شروع سفارش شما
به محض دریافت تأییدیه شما، پروژه شما را بلافاصله شروع خواهیم کرد.
