چگونه از G41 و G42 در تراش CNC استفاده کنیم؟
G41 و G42 کدهای جبرانسازی حیاتی ابزار در ماشینکاری CNC هستند که برای جبران شعاع نوک ابزار (TNR) استفاده میشوند. این عملکرد مسیر ابزار را بر اساس شکل و اندازه شعاع نوک ابزار تنظیم میکند و تضمین میکند که ابعاد واقعی ماشینکاری شده با ابعاد برنامهریزی شده مطابقت داشته باشد.
- G41: جبران شعاع نوک ابزار – چپ
- G42: جبران شعاع نوک ابزار – راست
توضیحات
در عملیات تراشکاری، نوک ابزار گرد است. بدون جبرانسازی، ابعاد ماشینکاری شده – بهویژه روی سطوح زاویهدار یا منحنی – ممکن است به دلیل شعاع نوک ابزار انحراف داشته باشند. با استفاده از G41 یا G42، سیستم CNC بهطور خودکار مسیر برش را برای در نظر گرفتن هندسه نوک ابزار تنظیم میکند و از ابعاد دقیق قطعه اطمینان حاصل میکند.
فهرست مطالب
- G41 و G42 چیستند؟
- G41/G42 را درست قبل از برش نهایی کانتور اعمال کنید.
-
نحوه استفاده از G41 و G42 در تراشکاری CNC
· مرحله ۱: تعریف شعاع نوک ابزار
· مرحله ۲: انتخاب جهت جبرانسازی
· مرحله ۳: درج G41/G42 در برنامه
· مرحله ۴: لغو جبرانسازی با G40 - اشتباهات رایجی که باید اجتناب کرد
- نتیجهگیری
- قابلیتهای ماشینکاری CNC ما
- صنعت کاربرد
G41 و G42 چیستند ؟
G41 (جبرانسازی چپ):
ابزار را به سمت چپ مسیر برنامهریزی شده، نسبت به جهت حرکت ابزار، جابجا میکند.
G42 (جبرانسازی راست):
ابزار را به سمت راست مسیر برنامهریزی شده، نسبت به جهت حرکت ابزار، جابجا میکند.
این کدها برای ماشینکاری دقیق سطوح زاویهدار یا منحنی ضروری هستند، زیرا کمک میکنند برش واقعی با ابعاد مورد نظر مطابقت داشته باشد، حتی هنگام استفاده از ابزاری با نوک گرد.
چه زمانی از G41 و G42 در تراشکاری استفاده کنیم
در تراشکاری CNC، معمولاً از G41 و G42 در موارد زیر استفاده میشود:
G41/G42 را درست قبل از برش نهایی کانتور اعمال کنید.
همیشه یک حرکت ورودی قبل از مسیر جبرانسازی شده و یک حرکت خروجی قبل از لغو با G40 قرار دهید.
اطمینان حاصل کنید که شعاع نوک ابزار و جهت آن به درستی در جدول آفست ابزار تنظیم شده است.
جهت حرکت ابزار
موقعیت درج (روبهروی مسیر ابزار)
| Tool Movement Direction | راست ← چپ | از کد استفاده کنید |
| چپ ← راست | سمت راست مسیر | G41 |
| نحوه استفاده از G41 و G42 در تراشکاری CNC | در اینجا یک تفکیک گامبهگام از نحوه اعمال G41/G42 در برنامه تراشکاری CNC شما ارائه شده است: | G42 |
مرحله ۱: تعریف شعاع نوک ابزار
قبل از استفاده از G41 یا G42، شعاع نوک ابزار را در جدول آفست ابزار دستگاه CNC خود وارد کنید.
مثال:
ابزار ۱ → شعاع نوک = ۰.۴ میلیمتر
مرحله ۲: انتخاب کد جبرانسازی صحیح
نوع تراشکاری
جهت حرکت ابزار
| موقعیت درج | Tool Movement Direction | Insert Position | از کد استفاده کنید |
| تراشکاری خارجی | راست ➡ چپ | سمت راست | G42 |
| تراشکاری داخلی | راست ➡ چپ | سمت چپ | G41 |
نکته: سمت درج را بر اساس جهت حرکت ابزار و موقعیت درج نسبت به مسیر تعیین کنید.
مرحله ۳: اعمال G41 یا G42 در برنامه
G41 یا G42 را قبل از پاس کانتورینگ نهایی وارد کنید.
باید در یک حرکت درونیابی خطی (G01) فعال شود، نه در حرکت سریع (G00).
مرحله ۴: لغو جبرانسازی با G40
برای خاموش کردن G41/G42 پس از حرکات جبرانشده از G40 استفاده کنید.
برای ایمنی، آن را روی یک حرکت خطی (G01) اعمال کنید.
اشتباهات رایجی که باید اجتناب کرد
- فراموش کردن وارد کردن شعاع نوک ابزار در جدول آفست
- فعال کردن G41/G42 با G00 به جای G01
- لغو نکردن با G40 پس از کانتورینگ
- استفاده از کد اشتباه (G41 در مقابل G42) برای جهت تراشکاری
نتیجهگیری
اگر از ماشینهای تراش آموزشی سری SC-CNC استفاده میکنید، خوش شانسید — این ماشینها به طور کامل از منطق جبرانسازی G41/G42 پشتیبانی میکنند و با پارامترهای جبران ابزار از پیش پیکربندی شده در کنترلکنندههای CNC خود عرضه میشوند، که آنها را برای آموزش و تحصیل در سطوح مبتدی تا متوسط ایدهآل میکند.
در تراشکاری CNC، تسلط بر استفاده از G41 و G42 برای دستیابی به دقت بالای ماشینکاری، حفظ ثبات و تطبیق با هندسههای مختلف ابزار ضروری است. چه روی نمونهسازی کار کنید چه تولید انبوه، درک و اعمال صحیح جبرانسازی ابزار یک مهارت اساسی است که هر برنامهنویس CNC باید داشته باشد.
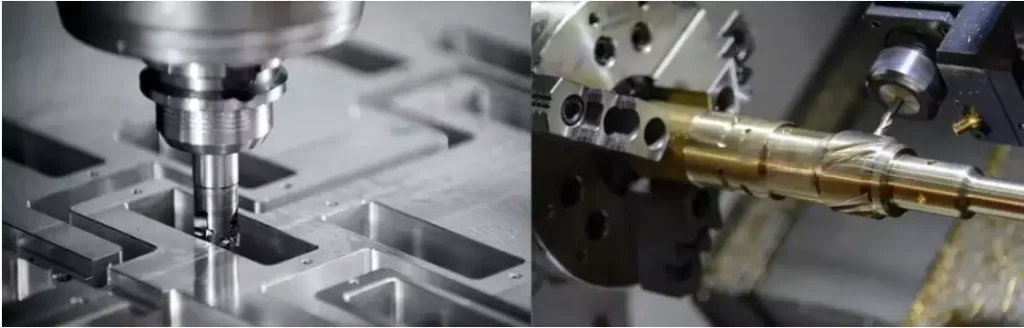
قابلیتهای ماشینکاری CNC ما




صنعت کاربرد
هوافضا
تولید خودرو
الکترونیک
پزشکی
پردازش قالب
ابزار دقیق
انرژی
حمل و نقل ریلی