
Was ist ein progressives Stanzwerkzeug?
Folgeschnittwerkzeug (auch bekannt als Mehrstationen- oder Progressiv- Stanzwerkzeug) Ein Folgeschnittwerkzeug ist eine wichtige Art von Stanzwerkzeug, das in der Blechverarbeitung eingesetzt wird. Es handelt sich um ein Mehrstationen- Werkzeug, bei dem mehrere Stanzvorgänge sequenziell in einem einzigen Werkzeugsatz angeordnet sind. Während der Metallstreifen kontinuierlich mit einer festen Schrittweite durch das Werkzeug geführt wird, führt jede Station einen spezifischen Vorgang aus – wie Stanzen, Lochen, Biegen, Ziehen oder Schneiden – synchron mit jedem Pressenhub. An der letzten Station wird das fertige Teil vom Streifen getrennt.
Einfach ausgedrückt, funktioniert ein Folgeschnittwerkzeug wie eine
„Produktionslinie innerhalb einer Form“.
Anstatt mehrere separate Werkzeuge und manuelle Handhabung zwischen
den Prozessen zu verwenden, integriert es alle Vorgänge in ein Werkzeug, wobei
das Material automatisch und progressiv durch jede Station bewegt wird. Dies
ermöglicht eine hocheffiziente Fertigung in großen Stückzahlen ohne manuellen
Eingriff während des Prozesses.
Folgeschnittwerkzeuge eignen sich besonders für die Massenproduktion kleiner und komplexer Metallteile und bieten hervorragende Produktivität, Konsistenz und Wirtschaftlichkeit.
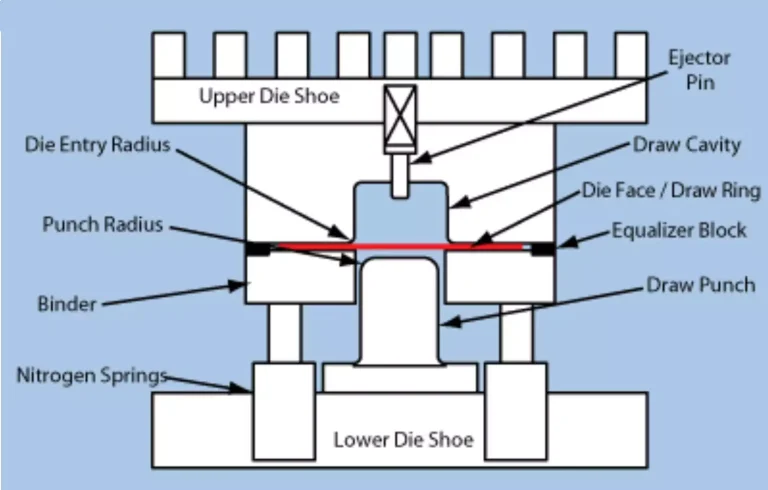
Typischer Aufbau eines progressiven Stanzwerkzeugs
Typischer Aufbau von progressiven Stanzwerkzeugen (Folgeschnitt- werkzeug / Mehrstationen-Werkzeug)
Ein progressives Stanzwerkzeug ist um das Konzept der sequenziellen Mehrstationen-Umformung herum entwickelt, wodurch das Rohstreifenmaterial schrittweise in fertige Teile umgewandelt wird, während es jede Stufe durchläuft. Die Werkzeugstruktur besteht typischerweise aus den folgenden Schlüsselkomponenten:
1.Oberwerkzeug & Unterwerkzeug
Oberwerkzeug : Enthält die Stempel und verbindet sich mit dem Pressenstößel; es führt bei jedem Pressenhub Abwärts-Stanzvorgänge aus.
Unterwerkzeug : Enthält die Werkzeugeinsätze und Führungskomponenten, montiert auf dem Pressentisch.
2.Stempel & Werkzeugeinsätze
Die Kernumformelemente an jeder Station, verantwortlich für Vorgänge wie Stanzen, Biegen, Lochen usw. Hergestellt aus hochharten Werkzeugstählen (z. B. DC53, SKD11) und typischerweise wärmebehandelt und mit Oberflächenbeschichtung versehen, um die Verschleißfestigkeit zu erhöhen.
3.Führungskomponenten für den Streifen
Führungsplatte
: Leitet den Metallstreifen sanft und gleichmäßig in das Werkzeug. Führungsstift
: Greift in vorgestanzte Löcher im Streifen ein, um eine hochpräzise Vorschubausrichtung an kritischen Stationen zu gewährleisten. 4.Schrittweite & Layout-System
Schrittweite
: Der feste Vorschubabstand pro Hub (z. B. 10 mm, 15 mm, 25 mm), der mit der Produktgröße und der Reihenfolge der Vorgänge übereinstimmen muss. Stationen-Layout
: Bestimmt die Kompaktheit des Werkzeugs, die Materialnutzungseffizienz und die Prozessintegration. 5.Abstreifer & Druckplatten
Abstreiferplatte:
Stellt das ordnungsgemäße Lösen des Materials von den Stempeln nach der Umformung sicher und verhindert Materialankleben. Druckplatte
: Stabilisiert den Streifen während der Umformung, um Verformungen oder Fehlausrichtungen zu vermeiden; oft durch Federn oder Stickstoffzylinder unterstützt. 6.Führungssäulensystem
Führungssäulen & Buchsen
: Sorgen für präzise Ausrichtung zwischen Ober- und Unterwerkzeug und stellen sicher, dass der Stempel auch bei hoher Geschwindigkeit genau und konzentrisch in den Werkzeughohlraum eintritt. Dies ist entscheidend für Werkzeuglebensdauer und Maßgenauigkeit.
7.Abfallabfuhrsystem
Abfall, der durch Stanz- oder Lochenvorgänge entsteht, wird über Abfalllöcher entfernt und in einigen Ausführungen durch Luftbläser oder automatische Abfallwickelmechanismen unterstützt. Dies trägt zur Aufrechterhaltung einer sauberen Arbeitsumgebung bei und gewährleistet eine unterbrechungsfreie Produktion.
8.Werkzeugplatten & Basissystem
Enthält Komponenten wie die obere Werkzeugplatte, die untere Werkzeugplatte, den Stempelhalter und die Einsatzplatte. Bietet eine starre und schlagfeste Basis, die für strukturelle Integrität und langfristige Werkzeugstabilität unerlässlich ist.
9.Optionale Hilfsmechanismen
Federn / Stickstoffzylinder
: Bieten elastische Kraft für Abstreif- oder Druckhaltefunktionen.
Sensoren & Sicherheitseinrichtungen:
Wie Streifenbruchdetektion, Fehlstanzdetektion oder Fremdkörpersensoren, insbesondere bei Präzisions-Folgeschnittwerkzeugen Kernmerkmale von progressiven Stanzwerkzeugen
Die Kernvorteile von progressiven Stanzwerkzeugen (auch bekannt als Mehrstationen- oder Sequenzwerkzeuge) ergeben sich aus ihren Prinzipien des kontinuierlichen Betriebs und des integrierten Designs. Diese Merkmale ermöglichen eine hocheffiziente, präzise und skalierbare Fertigung komplexer Metallkomponenten. Die wichtigsten Merkmale umfassen: Such as strip break detection, mis-punch detection, or foreign object sensors, especially in precision progressive dies
Core Features of Progressive Stamping Dies
The core advantages of progressive stamping dies (also known as multi-station or sequential dies) stem from their principles of continuous operation and integrated design. These features enable highly efficient, precise, and scalable manufacturing of complex metal components. The key features include:
1.Integriertes Mehrstations-Layout
Jede Arbeitsstation ist gemäß dem Umformprozess sequenziell angeordnet. Das Rohmaterial wird schrittweise innerhalb der Matrize geformt, während es entlang der definierten Schrittweite (Indexlänge) vorrückt.
Operationen wie Stanzen, Biegen, Tiefziehen und Schneiden sind in einem einzigen Matrizensatz integriert.
Mit jedem Pressenhub rückt der Streifen eine Station vor und eine entsprechende Operation wird ausgeführt – letztendlich wird das fertige Teil an der letzten Station produziert.
Im Gegensatz zu Einzeloperations- oder Verbundwerkzeugen, die manuelles Umpositionieren oder mehrere Einrichtungen erfordern, ermöglichen Folgeverbundwerkzeuge eine „vollständige Formgebung in einem Durchgang“.
2.Hochgeschwindigkeits- Dauerproduktion
Mit jedem Pressenhub wird ein fertiges Teil produziert.
In Verbindung mit automatisierten Zuführsystemen können Folgeverbundwerkzeuge 200–600 Hübe pro Minute erreichen, bei Präzisionsmikrokomponenten sogar noch höher.
Dies führt zu Produktionseffizienzen, die um ein Vielfaches höher sind als bei Einzeloperationswerkzeugen – besonders ideal für die Massenproduktion von über einer Million Stück, wie z.B. elektronische Kontakte oder Automobilhalterungen.
3.Präzises Indexieren & gleichbleibende Qualität
Die Kombination aus Schrittweitensteuerung und Führungsstiftpositionierung stellt sicher, dass jeder Vorgang an der genauen Position ausgeführt wird, wodurch Fehlerakkumulation vermieden wird.
Gefertigte Teile weisen eine hervorragende Maßwiederholbarkeit auf, was diese Methode für Präzisionsmetallkomponenten gut geeignet macht.
4.Reduzierte Arbeitskraft & niedrigere Betriebskosten
Der gesamte Stanzprozess ist vollautomatisiert, von der Materialzuführung bis zum Teileauswurf.
Es ist keine manuelle Handhabung zwischen den Stufen erforderlich.
Dies reduziert Werkzeugeinrichtungen, Transportzeit, Arbeitskräftebedarf und die damit verbundenen Kosten.
5.Optimierte Materialnutzung
Durch optimierte Nesting-Layouts (z.B. versetzte oder geschachtelte Anordnungen) wird die Materialausnutzung maximiert und der Abfall minimiert – besonders wichtig für Edelmetalle oder dünne Bleche.
Zusätzlich vermeiden Folgeverbundwerkzeuge die wiederholten Einspannverluste, die bei Einzelstationen auftreten, und reduzieren so den Abfall weiter.
Abfall wird kontrolliert ausgestoßen, was eine zentrale Handhabung oder das Recycling erleichtert.
6.Hohe Design- komplexität & technische Anforderungen
Folgeverbundwerkzeuge erfordern ausgezeichnete strukturelle Steifigkeit, hohe Pass- und Bewegungsgenauigkeit sowie Ermüdungsbeständigkeit.
Ihr Design und ihre Herstellung umfassen Präzisionsbearbeitung (z.B. Drahterodieren, CNC, Erodieren), Wärmebehandlung und multidisziplinäre Integration einschließlich Werkzeugfluss-Simulation und Spannungsanalyse.
7.Breiter Anwendungsbereich
Weit verbreitet in mehreren Branchen, darunter:
- Elektronik & Elektrik: Kontakte, Gehäuse für Steckverbinder
- Automobil: Clips, Halterungen, Verstärkungen
- Haushaltsgeräte: Gehäuseverstärkungen, Stützelemente
- Medizin & Instrumentierung: Präzisionshardwarekomponenten
- Alltägliche Hardwareprodukte
8. Ideal für komplexe, kleine Teile in hohen Stückzahlen
Folgeverbundwerkzeuge sind besonders vorteilhaft für kleine, kompliziert geformte Teile mit hohen Maßanforderungen – wie elektronische Kontakte, Motor-Kontaktfedern oder Automobilbefestigungen.
Wenn Teile drei oder mehr Operationen erfordern (z.B. Stanzen + Biegen + Beschneiden) und die Jahresstückzahlen 100.000 Einheiten überschreiten, werden die Kosten- und Effizienzvorteile des Folgeverbundstanzens deutlich überlegen.
Prozessablauf des Folgeverbundstanzens
1.Rohmaterial-
vorbereitung
Metallcoil-Material – wie kaltgewalzter Stahl, Edelstahl, Kupfer oder Aluminium – wird typischerweise in Rollenform geliefert.
Materialdicke, Maßtoleranz und Oberflächenqualität werden überprüft, um die Einhaltung der Werkzeugkonstruktionsspezifikationen sicherzustellen.
2.Abwickeln &
Richten
Das Metallcoil wird mit einem Abwickler abgewickelt und dann durch eine Richtmaschine geführt, um innere Spannungen und Krümmungen zu beseitigen.
Dies stellt sicher, dass der Streifen während des Zuführprozesses flach und richtig ausgerichtet bleibt.
3.Automatische Zuführung
Ein Servozuführer (NC-Zuführer) führt den Streifen mit hoher Präzision in das Werkzeug, basierend auf der voreingestellten Fortschrittsschrittweite (z.B. 10 mm, 15 mm usw.).
Die Zuführung ist mit dem Pressenhub synchronisiert, um eine exakte Ausrichtung mit jeder Werkzeugstation zu gewährleisten.
4.Positionierung &
Führungsstiftkorrektur
Führungsstifte im Werkzeug greifen in vorgestanzte Führungslöcher auf dem Streifen ein, um die Position zu korrigieren und kumulative Zuführfehler zu beseitigen.
Dieser Schritt ist besonders kritisch für hochpräzise mehrstationäre Stanzteile.
5.Mehrstationärer Stanzprozess
Mit jedem Pressenhub durchläuft der Streifen mehrere Stationen, um nacheinander Operationen durchzuführen. Der Prozess umfasst typischerweise:
Erste Stationen:
Vorlochen (Erzeugen von Führungs- oder Funktionslöchern)
Notching (Schlitzen – seitliche Öffnungen oder Freiräume schneiden)
Prägen oder Sicken (lokale Materialverstärkung)
Zwischenstationen:
Inkrementelle Umformvorgänge wie Biegen, Bördeln, Ziehen oder Prägen, die stufenweise angewendet werden, um Materialrisse durch Überumformung zu vermeiden.
Endstationen:
Beschneiden, Flachdrücken und Nachformen zur maßlichen Verfeinerung
Abtrennen oder Ausstanzen zur Trennung des fertigen Teils vom Streifenträger
6. Teileauswurf
Das fertige Teil wird an der letzten Station vollständig getrennt und automatisch durch Schwerkraft oder mechanische Auswerfer in einen Auffangbehälter oder Förderer ausgeworfen – manuelle Handhabung wird vollständig vermieden.
7. Schrottabführung
Ausgestanzte Butzen und Randschrott werden durch Schrotlöcher ausgeworfen und können mit Druckluftbläsern, Magnetförderern oder Schrottwicklern entfernt werden.
Dadurch wird ein sauberes Werkzeuginneres und eine unterbrechungsfreie Produktion sichergestellt.
8. Inline-Prüfung (optional)
Bei Präzisionsteilen kann das Werkzeug Sensoren, optische Kameras oder mechanische Detektoren enthalten, um Probleme wie Streifenbruch oder fehlende Merkmale zu überwachen.
Dies verbessert die Qualitätskontrolle in automatisierten Produktionslinien.
9. Nachbearbeitung & Verpackung
Teile können je nach Anforderung gereinigt, entgratet oder oberflächenveredelt (z. B. plattiert oder beschichtet) werden.
Produkte werden dann sortiert, gezählt und zur Lagerung oder Lieferung verpackt.
Professionelle Formenbau-Werkstatt









Unsere Formenbauwerkstatt ist mit einer umfassenden Palette modernster Anlagen ausgestattet, darunter Hochgeschwindigkeits-CNC-Bearbeitungszentren, Präzisionsdrahtschneidemaschinen und Senkerosionsmaschinen. Diese Maschinen werden aus Taiwan, der Schweiz und Japan importiert und gewährleisten außergewöhnliche Präzision und gleichbleibende Qualität in der Formenherstellung.
Alle Produktionsprozesse werden intern durchgeführt, was die Durchlaufzeiten erheblich verkürzt und die Gesamtreaktionsfähigkeit des Projekts verbessert.
Die Werkstatt beschäftigt über 60 hochqualifizierte Formenbauer, von denen die meisten über mehr als 10 Jahre Erfahrung in der Formenherstellung verfügen. Sie sind mit einer Vielzahl von Bearbeitungstechniken vertraut und in der Lage, Kosten und Effizienz in jeder Phase des Produktionsprozesses zu optimieren.
Umfassende technische Unterstützung im Formenbau
-

Hexagon 3D-Messprojektor -

Zeiss 3D-Messprojektor -

Mikro-Höhenmesser -

Nikon Projektor -

Nikon Werkzeugmikroskop -

Mitutoyo Kontur -

Lasermarkierungsmaschine -

Nikon Höhenmesser -

2D-Messprojektor





Als qualitätsbewusstes Unternehmen stellen wir die Genauigkeit von Formen und Teilen durch strenge Maßprüfungen sicher und führen alle notwendigen zusätzlichen Tests an den Formen durch. Wir bieten umfassende technische Unterstützung, führen bei Bedarf Reparaturen und Umbauten durch und führen detaillierte Aufzeichnungen aller Wartungsaktivitäten in der Formenhistorie. Mit flexiblen Produktionsmethoden und einem starken Fokus auf Kundenservice können wir die meisten Formen innerhalb von ein bis zwei Wochen fertigstellen und bieten Eilservices für dringende Projekte an. Als professionelles Unternehmen sind wir bestrebt, auf die Bedürfnisse unserer Kunden zu hören und Lösungen anzubieten, die die Produktqualität verbessern. Für weitere Informationen über unsere Formenbaukapazitäten oder zur Anforderung eines Angebots kontaktieren Sie uns bitte direkt.
Arten von Folgestanzwerkzeugen
Folgestanzwerkzeuge können nach ihrer strukturellen Auslegung, Umformkomplexität, Materialeignung und Präzisionsstufe kategorisiert werden. Die folgenden Haupttypen sind:
1. Standard-Folgestanzwerkzeug
- Automobil- Verstärkungskomponenten und Luftfahrtteile. Typischer Mehrstationenaufbau mit aufeinanderfolgenden Vorgängen wie Stanzen, Biegen, Umformen und Schneiden.
- Branchen, die wir bedienen Geeignet für Teile mittlerer Komplexität aus gängigen Materialien wie kaltgewalztem Stahl oder Kupfer.
- Vorteil: Vielseitig, relativ kurze Fertigungsdurchlaufzeit, ideal für Produktion mittlerer Losgrößen.
2. Kombinations-Folgestanzwerkzeug
- Merkmal: --> Kann 2 bis 4 verschiedene Komponenten gleichzeitig in einem einzigen Werkzeug herstellen. Mehrere Vorgänge werden gleichzeitig an bestimmten Stationen ausgeführt (z. B. Stanzen + Biegen).
- Nutzen: Reduziert die Anzahl der Werkzeugstationen und die Gesamtlänge des Werkzeugs, erhöht die Materialausnutzung und den Durchsatz.
- Branchen, die wir bedienen Hocheffiziente Produktion von elektrischen und Hardwarekomponenten.
3. Zieh-Folgestanzwerkzeug
- Automobil- Verstärkungskomponenten und Luftfahrtteile. Integriert mehrstufige Tiefziehvorgänge zusammen mit Beschneiden und Abtrennen.
- Material: Geeignet für Materialien mit guter Ziehfähigkeit, wie Edelstahl oder Aluminium.
- Branchen, die wir bedienen Verwendet für Gehäuse, Endkappen, Batteriegehäuse und andere tiefgezogene Teile.
4. Hochpräzisions-Folgestanzwerkzeug
- Präzision: Werkzeugherstellungstoleranz ≤ ±0,005 mm; Wiederholgenauigkeit des Vorschubs ≤ ±0,01 mm.
- Konfiguration: Umfasst hochsteife Führungssäulen und werkzeuginterne Sensoren (pneumatisch oder optisch).
- Branchen, die wir bedienen Mikrometallkomponenten wie Steckeranschlüsse, Motorfedern und Elektronikstifte.
- Merkmal: --> Kann 2 bis 4 verschiedene Komponenten gleichzeitig in einem einzigen Werkzeug herstellen. Ausgelegt für Hochgeschwindigkeitspressen (300–800 Hübe/min).
5.Doppelstreifen-Folgestanzwerkzeug Die
- Automobil- Verstärkungskomponenten und Luftfahrtteile. Verarbeitet zwei Metallstreifen gleichzeitig in links-rechts-Symmetrie.
- Vorteil: Verdoppelt die Produktivität auf kompaktem Raum.
- Branchen, die wir bedienen Geeignet für symmetrische Teile wie Steckverbinder oder Kontaktfedern.
6.Reversier-Folgestanzwerkzeug
- Merkmal: --> Kann 2 bis 4 verschiedene Komponenten gleichzeitig in einem einzigen Werkzeug herstellen. Der Materialstreifen wird rückwärts zugeführt oder Bearbeitungen in umgekehrter Richtung durchgeführt.
- Medizingeräteindustrie Komplexe Werkzeugstruktur und hohe Ausrichtungsgenauigkeit erforderlich.
- Branchen, die wir bedienen Spezielle Teile mit Rückwärtsbiegung, Bördelung oder Verriegelungsmerkmalen.
7.Mehrprodukt-Folgestanzwerkzeug
- Merkmal: --> Kann 2 bis 4 verschiedene Komponenten gleichzeitig in einem einzigen Werkzeug herstellen. Schlüssel: --> Erfordert präzise Streifenanordnung und synchronisierte Zufuhr sowie Teileausstoß.
- Anwendung: Herstellung kleiner, strukturell verwandter Teilefamilien.
- Branchen, die wir bedienen Struktur: --> Beinhaltet beheizte Umformzonen zum Warmumformen von Materialien wie ultrahochfestem Stahl oder Titanlegierungen.
Anwendung:
- Automobil- Verstärkungskomponenten und Luftfahrtteile. Herausforderung: --> Erfordert hitzebeständige Werkzeugstähle und Wärmeisolierung, mit strengen Anforderungen an Lebensdauer und Sicherheit.
- Branchen, die wir bedienen Elektronik- und Telekommunikationsindustrie
- Medizingeräteindustrie Haushaltsgeräte- und Smart-Home-Industrie
Automobilindustrie
-

Die Lieferzeit hängt von der Komplexität des Werkzeugs ab und beträgt in der Regel 15 Tage bis mehrere Monate. -
Elektronik- und Telekommunikationsindustrie -
Hardware- und Alltagsbedarfsindustrie -
Luft- und Raumfahrt- sowie Militärindustrie -
Wie lange dauert die Lieferung des Werkzeugs? -
Die Lieferzeit hängt von der Komplexität des Werkzeugs ab und beträgt in der Regel 15 Tage bis mehrere Monate. -
Wie lange dauert der Versand? -
Bei Seefracht kann die Transportzeit mehr als einen Monat betragen. Wenn Sie das Werkzeug dringend benötigen, empfehlen wir Luftfracht, um die Lieferzeit zu verkürzen.








FAQ
Können wir vor dem Hochladen meines Designs eine NDV unterzeichnen?
Selbstverständlich, wir nehmen die Vertraulichkeit Ihres Designs
sehr ernst.
Worauf sollte ich bei der Konstruktion eines Werkzeugs achten?
Achten Sie auf Faktoren wie
Produktstruktur- und Funktionskompatibilität, Genauigkeits-
und Toleranzkontrolle, Materialauswahl und Wärmebehandlung,
Anguss- und Kühlsystemdesign, Wartbarkeit
und Kostenkontrolle sowie Produktionseffizienz und
Automatisierungskompatibilität.
CNC-
Bearbeitungsservice
CNC-Drehservice
CNC-Frässervice
Drahterodierservice
