
Präzisions- Funkenerosion (Präzisions-EDM)
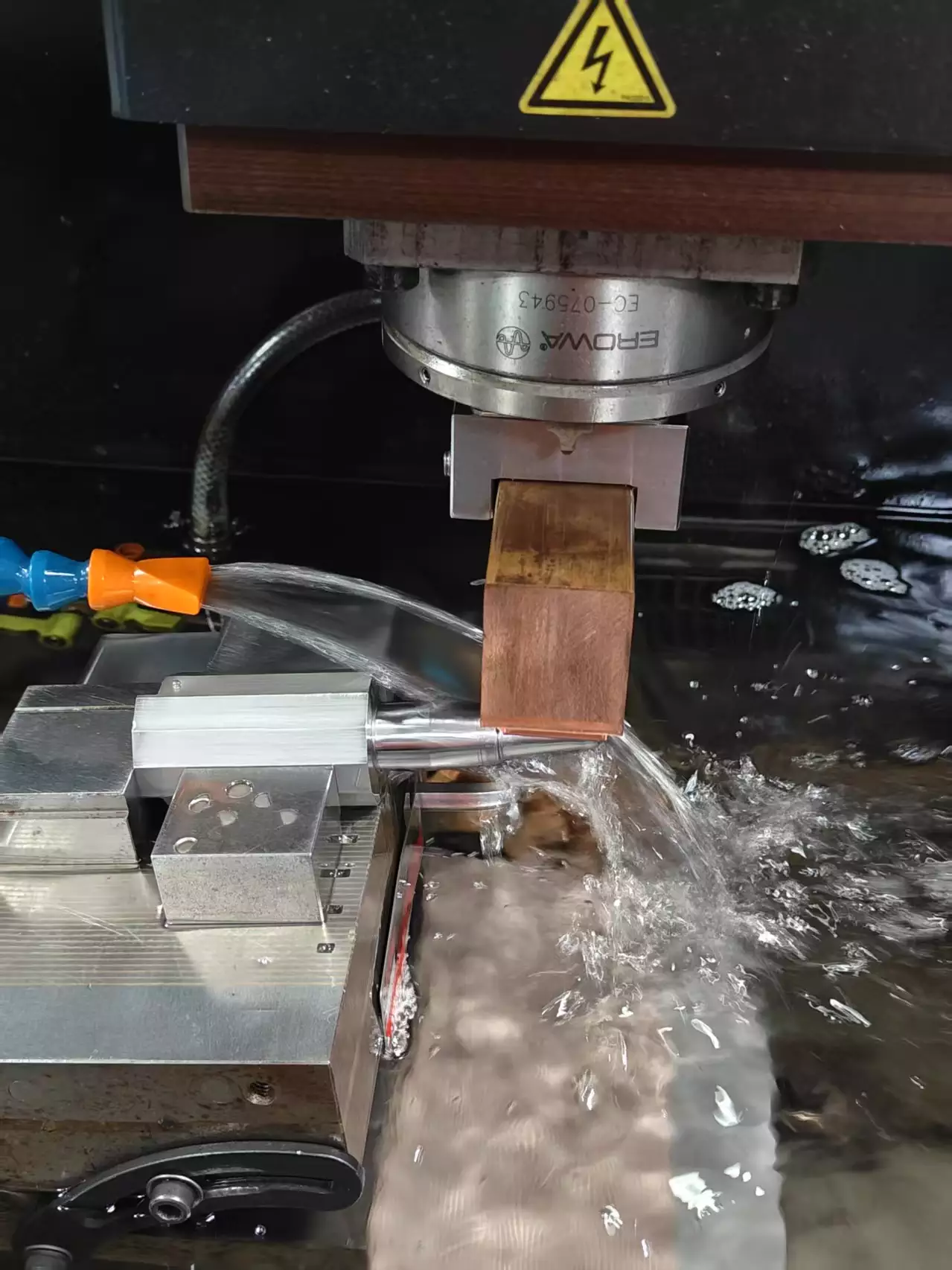
Präzisions-Funkenerosion (Präzisions-EDM), auch bekannt als Funkenerosion (EDM), ist ein Verfahren, bei dem ein gepulstes Entladungsphänomen zwischen einer Elektrode und dem Werkstück auftritt, das in einer isolierenden Arbeitsflüssigkeit kurzzeitig hohe Temperaturen (über 10.000 °C) erzeugt. Dadurch wird das Metallmaterial lokal geschmolzen oder verdampft. Durch den kumulativen Effekt unzähliger winziger Entladungen wird Material von der Oberfläche des Werkstücks allmählich abgetragen und die gewünschte Form erzeugt. Im Wesentlichen ist Präzisions-EDM ein synergistischer Prozess aus elektrischem, thermischem, mechanischem und materiellem Abtrag.
Die Vorteile der EDM-Bearbeitung.
EDM (Funkenerosion) ist eine Bearbeitungsmethode, die Impulsentladungsenergie zum Abtragen von Material verwendet. Ihre Vorteile zeigen sich hauptsächlich in folgenden Aspekten:
1. Hohe Präzision
Die Genauigkeit kann
±0,002 mm erreichen, und die Oberflächenrauheit ist hoch (Ra < 0,2 μm),
was sie für die Bearbeitung von Präzisionsteilen geeignet macht.
2. Geeignet für harte und spröde
Materialien
EDM eignet sich besonders für
die Bearbeitung von Materialien mit hoher Härte oder Sprödigkeit, wie
gehärteter Stahl, Titanlegierungen, Metallkeramiken und
Karbide. Diese Materialien sind mit herkömmlichen Zerspanungsmethoden oft schwer zu bearbeiten,
aber EDM kann sie mühelos verarbeiten.
3. Fähigkeit zur Bearbeitung komplexer Formen
EDM
kann sehr komplexe Hohlräume, enge Spalte, tiefe Löcher
und feine Strukturen (wie Präzisionsmuster für Formen oder
kleine Löcher für Turbinenschaufeln) bearbeiten. Es zeichnet sich hervorragend aus in
der Formenherstellung, Tiefbohrbearbeitung und feinen Konturen,
was es ideal für die Bearbeitung komplexer Geometrien und kleiner
Details macht, die mit konventionellen Bearbeitungsmethoden nicht
realisiert werden können.
4. Berührungslose Bearbeitung
EDM entfernt
Material durch die elektrische Entladung zwischen der
Elektrode und dem Werkstück, sodass keine physikalische Schnittkraft
beteiligt ist. Dies macht es besonders geeignet für
empfindliche, verformbare oder unregelmäßig geformte Werkstücke,
und vermeidet Spannungen oder Verformungen durch mechanische
Bearbeitung.
5. Hohe Automatisierung
Durch die Integration von
CNC-Systemen kann EDM programmgesteuert werden, was es
geeignet macht für Serienfertigung und Bearbeitung komplexer Bahnen,
während der manuelle Eingriff reduziert wird.
6. Hohe Oberflächenqualität
EDM kann eine
glatte Oberfläche auf dem Werkstück hinterlassen. Insbesondere die Puls-EDM-Technologie
kann die Oberflächenqualität weiter verbessern. Obwohl
in einigen Fällen eine Nachbearbeitung für die Oberflächenbehandlung erforderlich sein kann,
bietet EDM im Vergleich zu anderen traditionellen Bearbeitungsmethoden im Allgemeinen eine bessere Oberflächengüte.
7. Geeignet für Mikrobearbeitung
EDM hat
einzigartige Vorteile bei der Bearbeitung von Mikroteilen. Mikro-EDM
kann präzise winzige Öffnungen, Mikrostrukturen und
feine Details bearbeiten und eignet sich somit für Mikrokomponenten in
Bereichen wie Elektronik, Medizintechnik und Luft- und Raumfahrt.
8. Flexibilität
EDM ist nicht auf
traditionellen Werkzeugverschleiß angewiesen, sondern auf die Auswahl der
Elektrode, um Form und Größe zu ändern. Dies ermöglicht eine einfache
Anpassung an eine breite Palette von Teilen und Materialbearbeitungsanforderungen,
insbesondere für die Herstellung komplexer und kundenspezifischer Teile.
9. Kleinere Wärmeeinflusszone
Da EDM
kurze, hochenergetische Entladungen anstelle von
kontinuierlicher Erwärmung verwendet, ist die Entladungszeit extrem kurz
(im Mikrosekundenbereich). Die Wärme konzentriert sich auf einen lokalisierten
Bereich, was zu minimalen thermischen Verformungen des
Werkstücks führt, und es macht es geeignet für dünnwandige, leicht verformbare Teile.
10. Geeignet für Mikro- und Tiefbohrbearbeitung
EDM eignet sich besonders für
die Bearbeitung von Mikrolöchern und tiefen Löchern. Im Vergleich zu anderen
Methoden kann EDM effizient schwer zu realisierende tiefe
Löcher und winzige Öffnungen ohne Verstopfung oder
Ablagerungen bearbeiten.
Die Geheimnisse der Präzisionssteuerung bei der Funkenerosion (EDM)
Präzisions-Funkenerosion (EDM) erreicht hohe Präzision durch eine Kombination mehrerer kritischer Faktoren. Diese Faktoren arbeiten zusammen, um den Prozess zu steuern und zu verfeinern, was außergewöhnliche Genauigkeit gewährleistet. Im Folgenden sind die wichtigsten „Geheimnisse“ der Präzisionssteuerung beim EDM aufgeführt:
1. Präzise Steuerung von Strom und
Impulsbreite
Beim EDM beeinflussen die
Intensität des Stroms und die Impulsbreite
direkt die Materialabtragsrate und die Präzision. Kleinere Impulsbreiten ermöglichen einen
feineren Materialabtrag, was die Bearbeitungsgenauigkeit erhöht.
Die Steuerung des Stroms hilft, übermäßige Entladungsenergie zu vermeiden, wodurch die Oberflächenrauheit und der Elektrodenverschleiß reduziert werden.
2. Rolle der dielektrischen
Flüssigkeit
EDM wird in einer
isolierenden dielektrischen Flüssigkeit durchgeführt, die nicht nur
den Entladungsbereich kühlt, sondern auch während der Bearbeitung entstehende
Ablagerungen und Gasblasen entfernt. Dies hilft, Störungen der Bearbeitungspräzision zu verhindern.
Die Temperatur, Durchflussrate und Reinheit der dielektrischen Flüssigkeit müssen konstant gehalten werden, um eine gleichbleibende Bearbeitungsgenauigkeit und Oberflächenqualität zu gewährleisten.
3. Auswahl der Elektrodenform und
des Materials
Das Material und die
Form der Elektrode sind entscheidend für die
Bearbeitungspräzision. Übliche Elektrodenmaterialien
sind Kupfer, Graphit und
Kupferlegierungen. Die Oberflächengüte der
Elektrode wirkt sich auch direkt auf das Endergebnis aus.
Die Form der Elektrode sollte mit der Werkstückform übereinstimmen, um sicherzustellen, dass das endgültige Teil exakt nach den Vorgaben geformt wird.
4. Servosteuerungs-
system
Präzisions-EDM
nutzt hochpräzise Servosteuerungssysteme,
um den Spalt zwischen der Elektrode und dem Werkstück während der Bearbeitung dynamisch anzupassen. Dies ist entscheidend für die Aufrechterhaltung der Präzision.
Das Servosystem kann die Elektrodenposition automatisch anpassen, um den Elektrodenverschleiß auszugleichen und so die Bearbeitungsgenauigkeit während des gesamten Prozesses sicherzustellen.
5. Temperatur-
kontrolle
Die während des EDM erzeugten hohen Temperaturen,
insbesondere die momentane Hitze während der Entladung,
können Maß- und Oberflächenveränderungen am
Werkstück verursachen. Präzise Temperaturregelungssysteme
helfen, thermische Verformungen des Werkstücks zu verhindern.
Durch den Einsatz geeigneter Kühlsysteme, wie Flüssigkeits- und Gaskühlung, werden Temperaturschwankungen minimiert und eine hochpräzise Bearbeitung gewährleistet.
6. Präzise Planung des Bearbeitungs-
pfads
Eine sorgfältige Planung des
Bearbeitungspfads ist bei der Präzisions-EDM entscheidend.
Durch Berechnung und Planung der Entladungssequenz
und der Schrittgrößen wird eine Überbearbeitung lokaler Bereiche oder ungleichmäßiger
Materialabtrag verhindert, wodurch die Gesamtgenauigkeit verbessert wird.
7. Hochpräzise
Ausrüstung
Präzisions-EDM
erfordert Maschinen mit extrem hoher
Präzision. Moderne EDM-Maschinen sind mit
fortschrittlichen Positioniersystemen und
automatisierten Steuerungstechnologien ausgestattet, die eine präzise Steuerung der Elektrodenbewegung und
des Entladungsprozesses während der Bearbeitung gewährleisten.
8. Echtzeit-Überwachungs- und Rückkopplungs-
Steuerungssysteme
Fortschrittliche EDM-Maschinen
sind mit Echtzeit-Überwachungssystemen ausgestattet,
die Daten aus dem Bearbeitungsprozess sammeln, wie
Strom, Spannung und Spaltänderungen. Diese Daten werden verwendet,
um den Bearbeitungsprozess anzupassen und sicherzustellen, dass das Werkstück in einem präzisen
Bearbeitungszustand bleibt.
Rückkopplungs-Steuerungssysteme passen die Bearbeitungsparameter automatisch basierend auf Echtzeitdaten an, was die Präzision weiter verbessert.
9. Erfahrung und Prozess-
optimierung
Präzision
in der EDM hängt auch stark von der
Erfahrung des Bedieners ab. Durch mehrere
Versuche und Parameteroptimierung kann der
Bediener den Prozess anpassen, um die
beste Präzision für ein bestimmtes Werkstück zu erreichen.
Kontinuierliche Erfahrungsansammlung und Datenanalyse ermöglichen Prozessverbesserungen, die die Bearbeitungsstabilität und -präzision erhöhen.
Fazit:
Die Präzisionssteuerung
beim Elektroerosionsbearbeiten (EDM) ist
ein vielschichtiger Prozess, der die Regulierung
von Strom und Pulsbreite, die Kontrolle
des dielektrischen Fluids, die Elektrodenauswahl
und den Verschleißausgleich, Servosysteme,
Temperaturkontrolle und die Bearbeitungswegplanung
umfasst. Durch diese präzisen Steuerungsmethoden
kann EDM außergewöhnliche Leistungen
in der hochpräzisen Fertigung erbringen,
insbesondere für komplexe Teile, feine Löcher
und tiefe Kavitäten.
Arten der Funkenerosion (EDM)




1. EDM-Formgebung
2. Senk-Erodieren (Ram-EDM)
3. Draht-Erodieren
4. EDM-Bohren
5. Mikro-EDM
6. Gepulstes EDM
7. Hochgeschwindigkeits-EDM
Anwendungsbereiche von EDM-bearbeiteten Teilen.
EDM (Elektrische Entladungsbearbeitung) spielt mit seiner berührungslosen, hochpräzisen Bearbeitung und der Fähigkeit, harte und spröde Materialien zu bearbeiten, eine entscheidende Rolle in verschiedenen High-End-Fertigungssektoren. Nachfolgend sind die Kernanwendungsbereiche und typischen Szenarien aufgeführt:
1. Werkzeug- und Formenbau:
Anwendungen
umfassen Spritzgussformen, Druckgussformen, Stanzformen,
Formkerne, Formkavitäten und komplexe Kühlkanäle.
2. Luft- und Raumfahrt:
Anwendungen umfassen Motorenteile,
Raumfahrzeugstrukturkomponenten, keramische Matrixverbundwerkstoffe (CMCs),
Wolframlegierungs-Düsenteile.
3. Elektronik- und Halbleiterfertigung:
Anwendungen umfassen
Halbleiterverpackungsformen, Mikroverbinder, Präzisionsschalter
und die Präzisionsbearbeitung elektronischer Komponenten.
4. Medizintechnik und Bioproduktion:
Anwendungen umfassen
implantierbare Geräte, medizinische Formwerkzeuge, chirurgische
Instrumente, Dentalgeräte, Implantate, Präzisionsnadeln,
Mikrokomponenten usw.
5. Automobil- und Neue-Energien-Sektoren:
Anwendungen umfassen Automobilkomponenten,
Lithium-Batterie-Elektrodenformen, Wasserstoff-Brennstoffzellenplatten.
6. Optik und Präzisionsinstrumente:
Anwendungen umfassen Linsenformen,
Sensor-Gehäuse, Gyroskop-Rahmen und Prismenbearbeitung.
7. Andere High-End-Fertigungssektoren:
Anwendungen umfassen Schmuck, Werkzeugherstellung.
8. Sonderteilfertigung:
Anwendungen umfassen
hochpräzise kleine Löcher, hochpräzise Mikroteile,
komplexe Innenkavitäten und tiefe Hohlraumkomponenten, Mikrozahnräder usw.
-

Werkzeug- und Formenbau -
Medizintechnik und Bioproduktion -

Luft- und Raumfahrt -
Elektronik- und Halbleiterfertigung -

Andere High-End-Fertigungssektoren -
Sonderteilfertigung -

Automobil- und Neue-Energien-Sektoren -
Optik und Präzisionsinstrumente







Herausforderungen und Grenzen der EDM-Bearbeitung
1. Geringe Bearbeitungseffizienz und langsame Geschwindigkeit
Im Vergleich zu herkömmlichen
Zerspanungsverfahren beruht EDM auf dem Prinzip der Elektroerosion,
was zu einer geringeren Materialabtragsrate führt. Daher
ist ihre Effizienz in der Großserienproduktion geringer. Der
Prozess dauert länger, insbesondere bei der Bearbeitung komplexer
Formen und großer Werkstücke.
2. Hohe Bearbeitungskosten
Elektrodenverschleiß
und -austausch:
Elektroden aus
Materialien wie Kupfer und Graphit nutzen sich während
der EDM-Bearbeitung kontinuierlich ab. Der Verschleiß der Elektroden beeinträchtigt die
Genauigkeit des Werkstücks und erfordert häufige Kalibrierung oder
Austausch, was die Bearbeitungskosten und den
Wartungsaufwand erhöht. Darüber hinaus können bei komplexen Teilen mehrere
Elektrodensätze oder häufige Korrekturen erforderlich sein, was die
Verbrauchskosten weiter erhöht.
EDM-Anlagen- und Wartungskosten: CNC-EDM-Anlagen sind teuer und erfordern spezielle EDM-Arbeitsfluide und Kühlsysteme, was zu hohen Wartungskosten führt.
Kosten für die Abfallfluidbehandlung: Nach längerem Gebrauch sammeln sich im Arbeitsfluid Metallabrieb und Karbide an, die fachgerecht behandelt werden müssen, um Umweltstandards zu erfüllen, was die Kosten erhöht.
3. Grenzen der Materialanpassungsfähigkeit
Beschränkung auf leitfähige Materialien:
EDM kann nur leitfähige Materialien bearbeiten, d. h.
nicht leitfähige Materialien wie Kunststoffe, Glas und reine
Keramiken können nicht direkt bearbeitet werden. Sie müssen zusätzlichen
Behandlungen (z. B. Beschichtung) unterzogen werden, um
für die EDM-Bearbeitung leitfähig zu werden.
Geringe Effizienz bei hochschmelzenden
Materialien: Bei Metallen mit extrem hohen Schmelzpunkten,
wie Wolfram und Molybdän, muss die Entladungsenergie
erheblich erhöht werden, was zu einem stärkeren Elektrodenverschleiß
führt und die Bearbeitungseffizienz weiter verringert.
4.Oberflächenrauheit
Obwohl EDM eine relativ glatte Oberfläche erzeugen kann, können die hohen Temperaturen während der Entladung Mikrorisse oder eine gehärtete Schicht auf der Werkstückoberfläche verursachen, was zu einer Wärmebeeinflussungszone führt. In hochpräzisen Bereichen wie der Luft- und Raumfahrt ist eine nachträgliche Wärmebehandlung erforderlich, um diese Effekte zu beseitigen.
5.Einschränkungen bei Bearbeitungstiefe und komplexen Strukturen
Einschränkung des Tiefen-zu-Durchmesser-Verhältnisses: Bei der Bearbeitung tiefer Löcher oder schmaler Nuten kann die Steifigkeit der Elektrode unzureichend sein, was zu Auslenkungen führt, und die Spanabfuhr kann schwierig sein, was instabile Entladungen verursachen kann.
Risiko der Verformung dünnwandiger Teile: Obwohl EDM keine Schnittkräfte beinhaltet, kann die anhaltende Entladungswärme dünnwandige Teile verformen. Eine strenge Kontrolle der Prozessparameter ist erforderlich.
6.Bedarf an speziellen operationellen Fähigkeiten
Die EDM-Bearbeitung erfordert von den Bedienern ein hohes Maß an Geschick und Erfahrung, insbesondere bei der Auswahl geeigneter Elektroden, der Anpassung von Entladungsparametern und dem Umgang mit Elektrodenverschleiß. Unerfahrene Bediener können das Potenzial von EDM-Geräten möglicherweise nicht voll ausschöpfen.
7.Hohe Umweltanforderungen
EDM erfordert eine stabile Stromversorgung, sauberes Dielektrikum und eine angemessene Temperaturumgebung, da sonst die Bearbeitungsgenauigkeit und Oberflächenqualität beeinträchtigt werden können. Zudem erzeugt der Prozess Funken und hohe Temperaturen, was gute Sicherheitsmaßnahmen und eine geeignete Arbeitsumgebung erfordert.
Zusammenfassung:
Obwohl EDM viele Vorteile bietet, wie hohe Präzision und die Fähigkeit, komplexe Formen sowie harte und spröde Materialien zu bearbeiten, steht es auch vor Herausforderungen wie langsamer Bearbeitungsgeschwindigkeit, Elektrodenverschleiß und hohen Kosten. Um seine Vorteile für spezifische Anwendungen zu maximieren, sind die Auswahl geeigneter Materialien, die Optimierung der Prozessparameter, die Wartung der Geräte und die Verbesserung der operationellen Fähigkeiten Schlüsselfaktoren zur Überwindung dieser Einschränkungen.
Die Prozessparameter der EDM-Bearbeitung.
Die Prozessparameter der EDM (Elektrische Entladungsbearbeitung) sind entscheidend für die Steuerung der Bearbeitungsqualität und -effizienz. Die korrekte Einstellung dieser Parameter kann die Bearbeitungsergebnisse optimieren. Nachfolgend sind einige gängige EDM-Prozessparameter aufgeführt:
1.Pulsdauer
Einheit: Mikrosekunden (μs)
Funktion: Die Pulsdauer ist die Zeit jeder Entladung und bestimmt direkt die Entladungsenergie. Eine längere Pulsdauer erhöht die Materialabtragsrate, kann jedoch zu schlechter Oberflächenqualität und höherem Elektrodenverschleiß führen; eine kürzere Pulsdauer verbessert die Präzision und Oberflächenqualität, reduziert jedoch die Effizienz.
2.Pulsintervall
Einheit: Mikrosekunden (μs)
Funktion: Das Pulsintervall ist die Zeit zwischen zwei Entladungspulsen. Ein kürzeres Pulsintervall führt zu einer höheren Entladungsfrequenz und verbessert die Bearbeitungseffizienz, verursacht jedoch eine schlechtere Wärmeableitung der Elektrode und höheren Verschleiß; ein längeres Pulsintervall verbessert die Wärmeableitung und reduziert den Verschleiß, verringert jedoch die Effizienz.
3.Spitzenstrom
Einheit: Ampere (A)
Funktion: Der Spitzenstrom bestimmt die Energie jeder Entladung. Je höher der Strom, desto höher die Materialabtragsrate, aber die Oberflächenrauheit nimmt zu und der Elektrodenverschleiß steigt; niedrigere Ströme verbessern die Präzision, reduzieren jedoch die Effizienz.
4.Entladungsspannung
Einheit: Volt (V)
Funktion: Die Entladungsspannung beeinflusst den Entladungsspalt zwischen Elektrode und Werkstück. Eine höhere Spannung vergrößert den Entladungsspalt, was für die Grobbearbeitung und eine bessere Spanabfuhr geeignet ist; eine niedrigere Spannung verbessert die Präzision und Oberflächenqualität, erschwert jedoch die Spanabfuhr, was ideal für die Feinbearbeitung ist.
5.Elektrodenmaterial und -verschleiß
Materialauswahl:
Kupfer: Geeignet für die Präzisionsbearbeitung mit geringem Verschleiß und hoher Genauigkeit, ideal für kleine und mittlere Teile oder die Feinbearbeitung.
Graphit: Hitzebeständig und mit geringem Verschleiß, geeignet für die Grobbearbeitung mit hohem Strom oder große Teile.
Steuerung des Elektrodenverschleißes: Höherer Strom und längere Pulsdauer führen zu größerem Elektrodenverschleiß, daher sind optimale Parametereinstellungen notwendig, um die Lebensdauer der Elektroden zu verlängern.
6.Dielektrikum
Typ: Spezielles EDM-Dielektrikum
Funktion: Kühlung, Spanabfuhr und Isolierung. Wenn die Reinheit des Dielektrikums unzureichend ist oder die Durchflussrate zu niedrig ist, kann dies zu schlechter Spanabfuhr, Kurzschlüssen oder verschlechterter Oberflächenqualität führen.
7.Vorschubgeschwindigkeit
Einheit: Millimeter pro Minute (mm/min)
Funktion: Die Vorschubgeschwindigkeit der Elektrode bestimmt die Geschwindigkeit, mit der sich der Spalt zwischen Elektrode und Werkstück verändert. Ist die Vorschubgeschwindigkeit zu hoch, kann dies zu Kurzschlüssen führen; ist sie zu niedrig, sinkt die Effizienz.
8.Entladungsenergie
Einheit: Bestimmt durch Strom und Pulsdauer
Funktion: Die Entladungsenergie ist der primäre Faktor, der die Energie jeder Entladung bestimmt. Höhere Entladungsenergie hilft, die Materialabtragsrate zu erhöhen, kann sich jedoch negativ auf die Oberflächenqualität auswirken. Niedrigere Entladungsenergie verbessert die Oberflächenqualität, senkt jedoch die Abtragsrate.
9.Funkenabstand
Einheit: Millimeter (mm)
Funktion: Der Funkenabstand zwischen Elektrode und Werkstück bestimmt die Stabilität der Entladung und die Effizienz des Materialabtrags. Ist der Abstand zu groß, kann die Entladung instabil werden, was die Bearbeitungsgenauigkeit beeinträchtigt; ist er zu klein, kann dies zu Kurzschlüssen oder Überhitzung von Elektrode und Werkstück führen.
Vergleichstabelle der Merkmale zwischen traditioneller Elektroerosionsbearbeitung und Präzisions-Elektroerosionsbearbeitung
| Merkmale | Präzisions-EDM | Traditionelle EDM |
| Bearbeitungsgenauigkeit | Hohe Präzision ±0,002 – 0,01 mm, sogar bis zu ±0,001 mm | Üblicherweise ±0,01 – ±0,05 mm |
| Oberflächenrauheit (Ra) | 0,1 – 0,8 μm; Spiegelglanzbearbeitung kann unter 0,08渭m erreichen | 1.6 – 3.2μm |
| Elektrodenverschleißrate | Relativ gering; intelligente Pulssteuerung reduziert den Verschleiß und verlängert die Elektrodenstandzeit | Relativ hoch; Elektroden müssen häufig ausgetauscht werden |
| Bearbeitungseffizienz | Relativ geringe Effizienz; präzise Parametersteuerung ist erforderlich, um Genauigkeit zu gewährleisten | Hohe Effizienz beim Schruppen, geeignet für großflächigen Materialabtrag |
| Anlagensteuerungssystem | Hochpräzises CNC-System mit Rückkopplungssteuerung und intelligenter Anpassung | Einfaches Steuerungssystem; viel manuelle Anpassung erforderlich, niedriger Automatisierungsgrad |
| Impulsleistungstechnologie | Steuert präzise Pulsbreite, Strom und Pulsintervall, geeignet für hochpräzise Bearbeitung | Relativ einfache Pulssteuerung, geeignet für Schruppbearbeitung |
| Behandlung der Arbeitsflüssigkeit | Arbeitsflüssigkeit für Erodiermaschinen mit einem hoch – präzisen Filtersystem | Arbeitsflüssigkeit für Erodiermaschinen |
| Anwendungsszenarien | Präzisionsformen (z. B. Halbleiterverpackungsformen, optische Formen), Präzisionsteile für Luft- und Raumfahrt, medizinische Geräte usw. | Schruppen von gewöhnlichen Formen, Rohteilformgebung |
| Anlagenkosten | Relativ hoch; importierte Anlagen können mehrere Millionen Yuan kosten | Relativ niedrig, geeignet für Schruppbearbeitung und Großserienproduktion |


FAQ
Wie hoch ist die Bearbeitungsgenauigkeit der Funkenerosion (EDM)?
Die Genauigkeit der
Funkenerosion (EDM) liegt typischerweise im Mikrometerbereich und kann allgemein innerhalb von
±0.001mm bis ±0.005mm eingestellt werden.
Zum Beispiel kann die Präzisions-EDM-Maschine von Mitsubishi eine Bearbeitungsgenauigkeit von ±0.001mm erreichen. Die Hochgeschwindigkeits-EDM-Maschinen von Sodick haben eine Abstandsgenauigkeit von ±0.002mm und eine Tiefengenauigkeit von ±0.001mm. Andererseits haben einige Standard-EDM-Maschinen möglicherweise eine etwas geringere Präzision, mit Genauigkeiten im Bereich von ±0.01mm bis ±0.05mm.
Wie werden die Kosten für die EDM-Bearbeitung berechnet?
Die vereinfachte Kostenberechnungsformel
für die EDM-Bearbeitung:
Gesamtkosten ≈ (Energiekosten der Anlage
+ Verbrauchsmaterialkosten + Lohnkosten pro Stunde) × Bearbeitungszeit
+ sonstige Nebenkosten
Kann Musterbearbeitung angeboten werden?
Ja, wir
können Musterbearbeitungsdienste anbieten. Kunden können die Zeichnungen zusammen mit ihren Anforderungen
bereitstellen, und wir werden diese gemäß Ihren Wünschen bearbeiten, wobei wir Bearbeitungsgenauigkeit und
Qualität sicherstellen.
Probieren Sie BOS jetzt aus – in nur wenigen Schritten
Laden Sie Ihre 2D/3D-Dateien hoch
Laden Sie einfach Ihre Projektdateien hoch – unser Ingenieurteam wird sie prüfen und umgehend eine maßgeschneiderte Lösung liefern.
Bestellung starten
Sobald wir Ihre Bestätigung erhalten, starten wir Ihr Projekt sofort.
Erhalten Sie Ihre Bestellung
Ihre maßgefertigten bearbeiteten Teile werden direkt vor Ihre Haustür geliefert.
Bereit, Ihre Bestellung aufzugeben? Füllen Sie das untenstehende Formular aus, um mit uns Kontakt aufzunehmen!
