
แม่พิมพ์ปั๊มโปรเกรสซีฟคืออะไร ?
แม่พิมพ์โปรเกรสซีฟ (หรือที่เรียกว่าแม่พิมพ์หลายสถานี หรือแม่พิมพ์ปั๊มโปรเกรสซีฟ) แม่พิมพ์โปรเกรสซีฟเป็นแม่พิมพ์ปั๊มประเภทหลักที่ใช้ในกระบวนการผลิตชิ้นส่วนโลหะแผ่น เป็นแม่พิมพ์หลายสถานีที่มีการจัดเรียงการปั๊มหลายขั้นตอนตามลำดับภายในชุดแม่พิมพ์เดียว เมื่อแถบโลหะถูกป้อนผ่านแม่พิมพ์อย่างต่อเนื่องด้วยระยะพิทช์คงที่ แต่ละสถานีจะทำงานเฉพาะเจาะจง เช่น การเจาะ การตัดคร่าว การดัด การขึ้นรูป หรือการตัดออก ให้สอดคล้องกับการกดแต่ละครั้ง ที่สถานีสุดท้าย ชิ้นส่วนสำเร็จจะถูกแยกออกจากแถบโลหะ
พูดง่ายๆ แม่พิมพ์โปรเกรสซีฟทำหน้าที่เหมือน
“สายการผลิตภายในแม่พิมพ์”
แทนที่จะใช้
แม่พิมพ์แยกหลายชิ้นและการจัดการด้วยมือระหว่างกระบวนการ มันรวมการทำงานทั้งหมดไว้ในเครื่องมือเดียว โดยวัสดุจะเคลื่อนที่โดยอัตโนมัติและต่อเนื่องผ่านแต่ละสถานี ซึ่งช่วยให้การผลิตมีประสิทธิภาพสูง ปริมาณมาก โดยไม่ต้องมีการแทรกแซงด้วยมือในระหว่างกระบวนการ
แม่พิมพ์โปรเกรสซีฟเหมาะเป็นพิเศษสำหรับการผลิตจำนวนมาก ของชิ้นส่วนโลหะขนาดเล็กและซับซ้อน โดยให้ผลผลิต ความสม่ำเสมอ และความคุ้มค่าที่ยอดเยี่ยม
โครงสร้างทั่วไป ของแม่พิมพ์ปั๊มโปรเกรสซีฟ
โครงสร้างทั่วไปของแม่พิมพ์ปั๊มโปรเกรสซีฟ (แม่พิมพ์โปรเกรสซีฟ / แม่พิมพ์หลายสถานี)
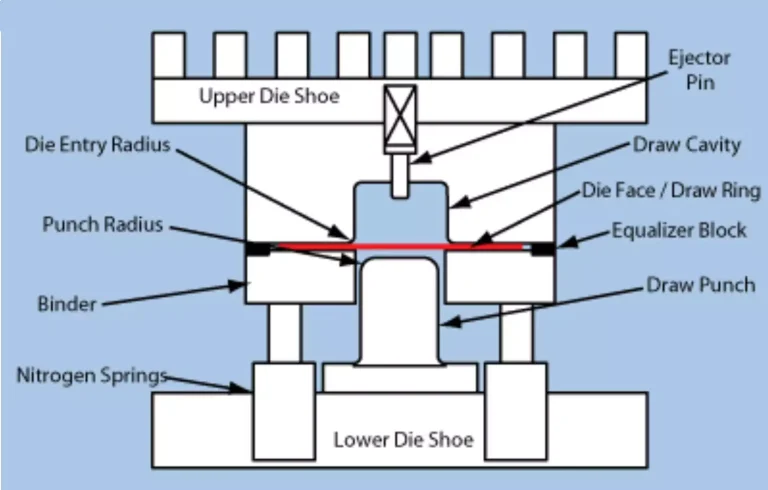
แม่พิมพ์ปั๊มโปรเกรสซีฟถูกออกแบบตามแนวคิดของการขึ้นรูปตามลำดับหลายสถานี ทำให้วัสดุแถบดิบถูกเปลี่ยนรูปทีละน้อยเป็นชิ้นส่วนสำเร็จเมื่อเคลื่อนที่ผ่านแต่ละขั้นตอน โครงสร้างแม่พิมพ์โดยทั่วไปประกอบด้วยส่วนประกอบหลักดังต่อไปนี้:
1.แม่พิมพ์บนและแม่พิมพ์ล่าง
แม่พิมพ์บน : บรรจุดายและเชื่อมต่อกับ แท่นกดของเครื่องปั๊ม; ทำหน้าที่ปั๊มลงระหว่างการกดแต่ละครั้ง
แม่พิมพ์ล่าง : ยึดชิ้นส่วนแม่พิมพ์และส่วนประกอบนำทาง ติดตั้งบนแท่นเครื่องปั๊ม
2.ดายและอินเซิร์ทแม่พิมพ์
องค์ประกอบหลักในการขึ้นรูปที่แต่ละสถานี รับผิดชอบการทำงานเช่น การเจาะ การดัด การตัดคร่าว ฯลฯ
ทำจากเหล็กกล้าเครื่องมือที่มีความแข็งสูง (เช่น DC53, SKD11) และโดยทั่วไปผ่านการอบชุบและการเคลือบผิวเพื่อเพิ่มความต้านทานการสึกหรอ
3.ส่วนประกอบนำแถบโลหะ
แผ่นนำทาง : นำแถบโลหะเข้าสู่ แม่พิมพ์อย่างราบรื่นและสม่ำเสมอ
เข็มนำ : ประกบกับรูที่เจาะไว้ล่วงหน้าใน แถบเพื่อให้แน่ใจว่าการป้อนมีความเที่ยงตรงสูงที่สถานีสำคัญ
4.ระบบระยะพิทช์และการจัดวาง
ระยะพิทช์ : ระยะป้อนคงที่ต่อการกดหนึ่งครั้ง (เช่น 10มม., 15มม., 25มม.) ซึ่งต้องสอดคล้องกับขนาดชิ้นงานและลำดับการทำงาน
การจัดวางสถานี : กำหนดความกะทัดรัด ของแม่พิมพ์ ประสิทธิภาพการใช้วัสดุ และการรวมกระบวนการ
5.แผ่นปลดและแผ่นกด
แผ่นปลด: ทำให้แน่ใจว่าวัสดุ ถูกปลดออกจากดายหลังจากขึ้นรูป ป้องกันวัสดุติด
แผ่นกด : ทำให้แถบคงที่ในระหว่างการขึ้นรูป ป้องกันการบิดเบี้ยวหรือแนวไม่ตรง; มักรองรับด้วยสปริงหรือกระบอกไนโตรเจน
6.ระบบเสานำ
เสานำและบูช : รักษาแนวที่แม่นยำ ระหว่างแม่พิมพ์บนและล่าง ทำให้ดายเข้าสู่โพรงแม่พิมพ์อย่างถูกต้องและศูนย์กลาง แม้ที่ความเร็วสูง
สิ่งนี้สำคัญต่ออายุการใช้งานแม่พิมพ์และความแม่นยำเชิงมิติ
7.ระบบกำจัดเศษ
เศษที่เกิดจากงานเจาะหรือตัดคร่าวจะถูกกำจัดผ่านรูเศษ และในบางการออกแบบ ได้รับความช่วยเหลือจากเครื่องเป่าลมหรือกลไกการม้วนเศษอัตโนมัติ
สิ่งนี้ช่วยรักษาสภาพแวดล้อมการทำงานที่สะอาดและรับประกันการผลิตที่ไม่หยุดชะงัก
8.ระบบแผ่นรองแม่พิมพ์และฐาน
รวมถึงส่วนประกอบเช่น แผ่นรองแม่พิมพ์บน แผ่นรองแม่พิมพ์ล่าง ที่ยึดดาย และแผ่นใส่แม่พิมพ์
ให้ฐานที่แข็งแรงและทนต่อแรงกระแทก จำเป็นต่อความสมบูรณ์ของโครงสร้างและความเสถียรของแม่พิมพ์ในระยะยาว
9.กลไกเสริมเพิ่มเติม
สปริง / กระบอกไนโตรเจน : ให้แรงยืดหยุ่น สำหรับการปลดหรือการกดค้าง
เซ็นเซอร์และอุปกรณ์ความปลอดภัย: เช่น การตรวจจับแถบขาด การตรวจจับการกดผิด หรือเซ็นเซอร์วัตถุแปลกปลอม โดยเฉพาะในแม่พิมพ์โปรเกรสซีฟที่มีความแม่นยำ
คุณสมบัติหลัก ของแม่พิมพ์ปั๊มโปรเกรสซีฟ
ข้อได้เปรียบหลักของแม่พิมพ์ปั๊มโปรเกรสซีฟ (หรือที่เรียกว่าแม่พิมพ์หลายสถานีหรือแม่พิมพ์ตามลำดับ) มาจากหลักการทำงานต่อเนื่องและการออกแบบแบบบูรณาการ คุณสมบัติเหล่านี้ช่วยให้การผลิตชิ้นส่วนโลหะที่ซับซ้อนมีประสิทธิภาพสูง แม่นยำ และปรับขนาดได้ คุณสมบัติหลักได้แก่:
1.ผังการจัดวางหลายสถานีแบบบูรณาการ
แต่ละสถานีงานจะถูกจัดเรียงตามลำดับตามกระบวนการขึ้นรูป วัสดุดิบจะค่อยๆ ถูกขึ้นรูปภายในแม่พิมพ์ขณะที่เคลื่อนที่ไปตามระยะพิทช์ที่กำหนด (ความยาวดัชนี)
การดำเนินการต่างๆ เช่น การเจาะ การดัด การปั๊มขึ้นรูปลึก และการตัด ถูกผสานรวมไว้ในชุดแม่พิมพ์เดียว
ในแต่ละจังหวะการปั๊ม แถบวัสดุจะเคลื่อนที่ไปข้างหน้าหนึ่งสถานี และการดำเนินการที่สอดคล้องกันจะถูกดำเนินการ—ในที่สุดจะผลิตชิ้นส่วนสำเร็จที่สถานีสุดท้าย
ต่างจากแม่พิมพ์เดี่ยวหรือแม่พิมพ์ประกอบที่ต้องมีการ reposition ด้วยตนเองหรือการตั้งค่าหลายครั้ง แม่พิมพ์โปรเกรสซีฟช่วยให้ "ขึ้นรูปเสร็จในครั้งเดียว"
2.การผลิตต่อเนื่องความเร็วสูง
ชิ้นส่วนสำเร็จหนึ่งชิ้นจะถูกผลิตในแต่ละจังหวะของแท่นปั๊ม
เมื่อใช้ร่วมกับระบบป้อนวัสดุอัตโนมัติ แม่พิมพ์โปรเกรสซีฟสามารถให้อัตราการปั๊ม 200–600 ครั้งต่อนาที และสูงกว่านั้นสำหรับชิ้นส่วนไมโครที่มีความแม่นยำ
ส่งผลให้ประสิทธิภาพการผลิตสูงกว่าแม่พิมพ์เดี่ยวหลายเท่า—เหมาะอย่างยิ่งสำหรับการผลิตจำนวนมากเกินหนึ่งล้านชิ้น เช่น ขั้วต่ออิเล็กทรอนิกส์หรือโครงยึดยานยนต์
3.การกำหนดตำแหน่งที่แม่นยำและคุณภาพที่สม่ำเสมอ
การรวมกันของการควบคุมระยะพิทช์และการ定位ของพินนำทาง ทำให้มั่นใจได้ว่าแต่ละการดำเนินการจะดำเนินการที่ตำแหน่งที่แม่นยำ หลีกเลี่ยงข้อผิดพลาดสะสม
ชิ้นส่วนที่ผลิตขึ้นมีความสามารถในการทำซ้ำของขนาดที่ยอดเยี่ยม ทำให้วิธีการนี้เหมาะสำหรับชิ้นส่วนโลหะที่มีความแม่นยำ
4.ลดแรงงานและต้นทุนการดำเนินงาน
กระบวนการปั๊มทั้งหมดเป็นแบบอัตโนมัติเต็มรูปแบบ ตั้งแต่การป้อนวัสดุจนถึงการดีดชิ้นส่วน
ไม่จำเป็นต้องมีการจัดการด้วยตนเองระหว่างขั้นตอน
สิ่งนี้ช่วยลดการตั้งค่าแม่พิมพ์ เวลาขนส่ง ความต้องการแรงงาน และต้นทุนที่เกี่ยวข้อง
5.การใช้วัสดุที่เหมาะสมที่สุด
ผ่านการจัดเรียงการวางซ้อนที่เหมาะสมที่สุด (เช่น การจัดเรียงแบบสลับหรือซ้อนกัน) การใช้วัสดุจะสูงสุดและเศษวัสดุจะน้อยที่สุด—สำคัญโดยเฉพาะสำหรับโลหะมีค่าหรือวัสดุแผ่นบาง
นอกจากนี้ แม่พิมพ์โปรเกรสซีฟยังหลีกเลี่ยงการสูญเสียจากที่จับซ้ำที่พบในแม่พิมพ์เดี่ยว ซึ่งช่วยลดของเสียเพิ่มเติม
เศษวัสดุจะถูกปล่อยออกในลักษณะที่ควบคุมได้ อำนวยความสะดวกในการจัดการหรือรีไซเคิลแบบรวมศูนย์
6.ความซับซ้อนในการออกแบบสูงและความต้องการทางเทคนิค
แม่พิมพ์โปรเกรสซีฟต้องการความแข็งแกร่งของโครงสร้างที่ดี ความแม่นยำในการประกอบและการเคลื่อนที่สูง และความต้านทานต่อความล้า
การออกแบบและการผลิตเกี่ยวข้องกับการตัดเฉือนที่มีความแม่นยำ (เช่น Wire EDM, CNC, EDM) การอบชุบ และการบูรณาการแบบสหสาขาวิชา รวมถึงการไหลของแม่พิมพ์และการวิเคราะห์ความเค้น
7.ขอบเขตการใช้งานที่กว้างขวาง
ใช้กันอย่างแพร่หลายในหลายอุตสาหกรรม ได้แก่:
- อิเล็กทรอนิกส์และไฟฟ้า: ขั้วต่อ, เปลือกขั้วต่อ
- ยานยนต์: คลิป, โครงยึด, ชิ้นส่วนเสริมแรง
- เครื่องใช้ในบ้าน: โครงเสริมแรง, ส่วนรองรับ
- การแพทย์และเครื่องมือ: ชิ้นส่วนฮาร์ดแวร์ที่มีความแม่นยำ
- ผลิตภัณฑ์ฮาร์ดแวร์รายวัน
8.เหมาะสำหรับชิ้นส่วนขนาดเล็กที่ซับซ้อนและมีปริมาณมาก
แม่พิมพ์โปรเกรสซีฟมีข้อได้เปรียบโดยเฉพาะสำหรับชิ้นส่วนขนาดเล็กที่มีรูปร่างซับซ้อนและข้อกำหนดด้านขนาดสูง เช่น ขั้วต่ออิเล็กทรอนิกส์ สปริงหน้าสัมผัสมอเตอร์ หรือตัวยึดยานยนต์
เมื่อชิ้นส่วนต้องการการดำเนินการสามอย่างขึ้นไป (เช่น การเจาะ + การดัด + การตัดแต่ง) และปริมาณรายปีเกิน 100,000 หน่วย ประโยชน์ด้านต้นทุนและประสิทธิภาพของการปั๊มโปรเกรสซีฟจะดีกว่าอย่างมีนัยสำคัญ
ลำดับกระบวนการของการปั๊มแม่พิมพ์โปรเกรสซีฟ
1.การเตรียมวัสดุดิบ
ม้วนโลหะ—เช่น เหล็กรีดเย็น สเตนเลสสตีล ทองแดง หรืออะลูมิเนียม—โดยทั่วไปจะถูกจัดหาในรูปแบบม้วน
ความหนาของวัสดุ ค่าเผื่อขนาด และคุณภาพพื้นผิวจะถูกตรวจสอบเพื่อให้แน่ใจว่าเป็นไปตามข้อกำหนดการออกแบบแม่พิมพ์
2.การคลี่และปรับแนว
ม้วนโลหะจะถูกคลี่ออกโดยใช้เครื่องคลี่ม้วน จากนั้นส่งผ่านเครื่องปรับแนวเพื่อกำจัดความเครียดภายในและความโค้ง
เพื่อให้แน่ใจว่าแถบวัสดุยังคงแบนและจัดแนวอย่างถูกต้องในระหว่างกระบวนการป้อน
3.การป้อนอัตโนมัติ
เครื่องป้อนเซอร์โว (NC feeder) ป้อนแถบวัสดุเข้าไปในแม่พิมพ์ด้วยความแม่นยำสูง ตามระยะพิทช์การเคลื่อนที่ที่ตั้งไว้ล่วงหน้า (เช่น 10 มม., 15 มม. เป็นต้น)
การป้อนจะสอดคล้องกับจังหวะของแท่นปั๊ม ทำให้แน่ใจว่าตรงกับแต่ละสถานีแม่พิมพ์อย่างแม่นยำ
4.การ定位และการแก้ไขด้วยพินนำทาง
พินนำทางในแม่พิมพ์จะเข้าสู่รูนำที่เจาะไว้ล่วงหน้าบนแถบวัสดุเพื่อแก้ไขการ定位และขจัดข้อผิดพลาดในการป้อนสะสม
ขั้นตอนนี้สำคัญโดยเฉพาะสำหรับชิ้นส่วนปั๊มหลายสถานีที่มีความแม่นยำสูง
5.กระบวนการปั๊มหลายสถานี
ในแต่ละจังหวะการปั๊ม แถบวัสดุจะเคลื่อนที่ผ่านหลายสถานีเพื่อดำเนินการตามลำดับ โดยทั่วไปกระบวนการจะรวมถึง:
สถานีเริ่มต้น:
การเจาะล่วงหน้า (สร้างรูนำหรือรูฟังก์ชัน)
การเจาะร่อง (การตัดช่องเปิดด้านข้างหรือคุณสมบัติระยะห่าง)
การกดขึ้นรูปหรือการนูน (การเสริมวัสดุในพื้นที่เฉพาะ)
สถานีกลาง:
การดำเนินการขึ้นรูปแบบค่อยเป็นค่อยไป เช่น การดัด การทำปีก การดึงขึ้นรูป หรือการนูน ซึ่งทำเป็นขั้นตอนเพื่อหลีกเลี่ยงการแตกร้าวของวัสดุจากการขึ้นรูปมากเกินไป
สถานีสุดท้าย:
การตัดแต่ง การทำให้แบน และการปรับรูปร่างเพื่อความละเอียดของขนาด
การตัดแยกหรือการปาดเพื่อแยกชิ้นส่วนที่เสร็จสมบูรณ์ออกจากแถบตัวพา
6. การดีดชิ้นส่วน
ชิ้นส่วนที่เสร็จสมบูรณ์จะถูกแยกออกอย่างสมบูรณ์ที่สถานีสุดท้ายและดีดออกโดยอัตโนมัติด้วยแรงโน้มถ่วงหรือตัวดีดเชิงกลลงในภาชนะรับหรือสายพานลำเลียง ซึ่งช่วยขจัดความจำเป็นในการจัดการด้วยมือโดยสิ้นเชิง
7. การปล่อยเศษวัสดุ
เศษเจาะและเศษขอบจะถูกปล่อยออกผ่านรูเศษและสามารถกำจัดออกได้โดยใช้เครื่องเป่าลม สายพานลำเลียงแม่เหล็ก หรือเครื่องม้วนเศษ
สิ่งนี้ช่วยให้ภายในดายสะอาดและการผลิตไม่หยุดชะงัก
8. การตรวจสอบในสายการผลิต (ทางเลือก)
สำหรับชิ้นส่วนที่มีความเที่ยงตรงสูง ดายสามารถรวมเซนเซอร์ กล้องออปติคัล หรือเครื่องตรวจจับเชิงกลเพื่อตรวจสอบปัญหา เช่น การหักของแถบหรือคุณสมบัติที่ขาดหายไป
สิ่งนี้ช่วยเพิ่มการควบคุมคุณภาพภายในสายการผลิตอัตโนมัติ
9. การแปรรูปภายหลังและบรรจุภัณฑ์
ชิ้นส่วนอาจผ่านการทำความสะอาด การลบคม หรือการตกแต่งพื้นผิว (เช่น การชุบหรือการเคลือบ) ตามที่ต้องการ
จากนั้นผลิตภัณฑ์จะถูกคัดแยก นับ และบรรจุเพื่อการจัดเก็บหรือจัดส่ง
โรงงานผลิตแม่พิมพ์มืออาชีพ โรงงานผลิตแม่พิมพ์









โรงงานแม่พิมพ์ของเราติดตั้งอุปกรณ์ที่ทันสมัยครบวงจร รวมถึงเครื่องจักรกลซีเอ็นซีความเร็วสูง เครื่องตัดลวดที่มีความเที่ยงตรง และเครื่องกัดไฟฟ้าชนิดกระจกเงา เครื่องจักรเหล่านี้ล้วนนำเข้าจากไต้หวัน สวิตเซอร์แลนด์ และญี่ปุ่น ซึ่งรับประกันความแม่นยำเป็นเลิศและคุณภาพที่สม่ำเสมอในกระบวนการผลิตแม่พิมพ์
กระบวนการผลิตทั้งหมดดำเนินการภายในโรงงานของเราเอง ซึ่งช่วยลดระยะเวลารอคอยสินค้าได้อย่างมาก และเพิ่มความคล่องตัวในการตอบสนองต่อโครงการต่างๆ โดยรวม
โรงงานแห่งนี้มีช่างเทคนิคแม่พิมพ์ผู้ชำนาญการมากกว่า 60 คน ซึ่งส่วนใหญ่มีประสบการณ์ในงานผลิตแม่พิมพ์มากกว่า 10 ปี พวกเขามีความเชี่ยวชาญในเทคนิคการผลิตที่หลากหลาย และสามารถเพิ่มประสิทธิภาพด้านต้นทุนและประสิทธิภาพในทุกขั้นตอนของกระบวนการผลิตได้
การสนับสนุนทางเทคนิคการผลิตแม่พิมพ์ที่ครอบคลุม การสนับสนุนทางเทคนิค
-

เครื่องฉายวัด 3 มิติ Hexagon -

เครื่องฉายภาพวัดสามมิติ Zeiss -

ไมโครอัลติมิเตอร์ -

นิคอน โปรเจกเตอร์ -

กล้องจุลทรรศน์เครื่องมือ Nikon -

มิตุโตโย คอนทัวร์ -

เครื่องมาร์กด้วยเลเซอร์ -

นิคอน อัลติมิเตอร์ -

โปรเจคเตอร์วัดสองมิติ


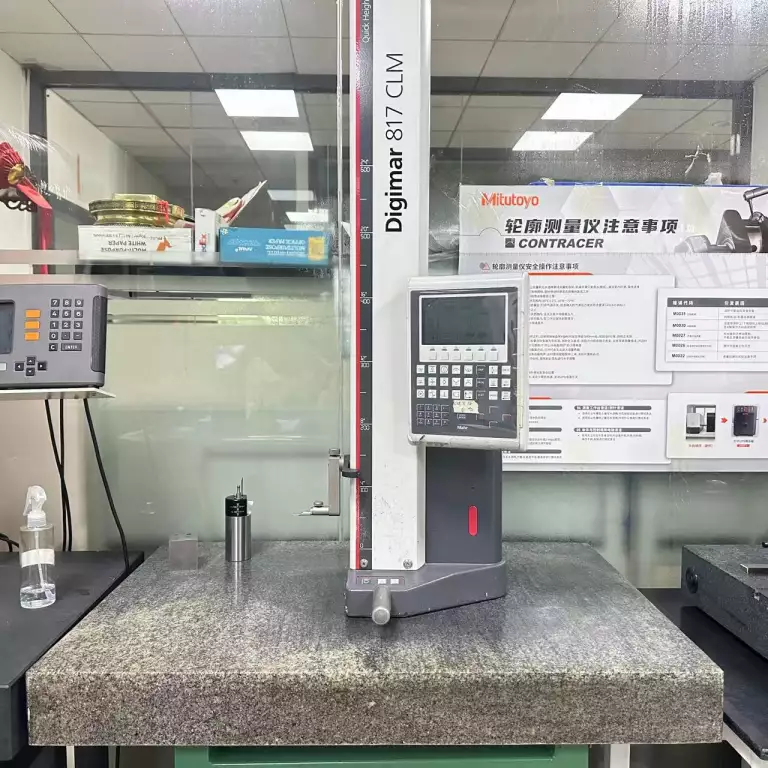


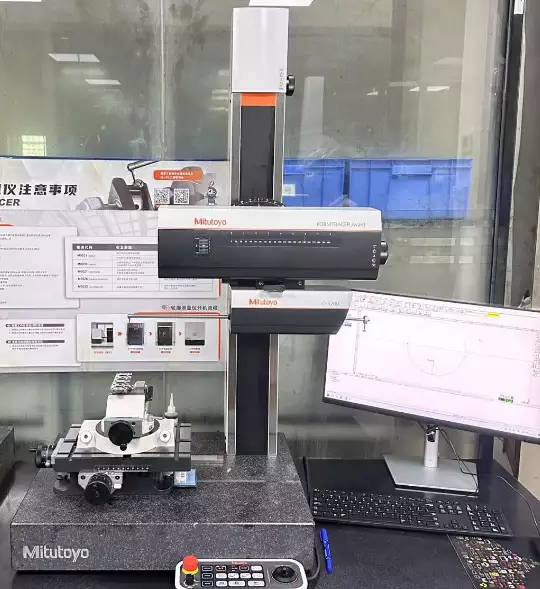
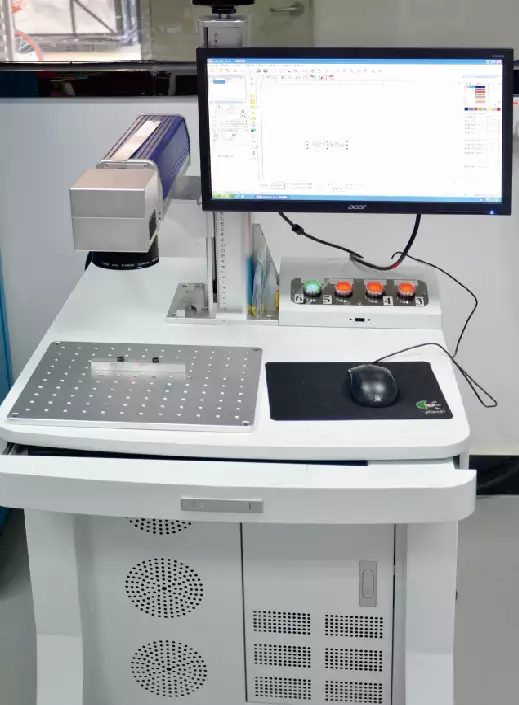

ในฐานะบริษัทที่ให้ความสำคัญกับคุณภาพ เรามั่นใจในความแม่นยำของแม่พิมพ์และชิ้นส่วนต่างๆ ผ่านการตรวจสอบขนาดอย่างเข้มงวด และดำเนินการทดสอบเพิ่มเติมที่จำเป็นทั้งหมดกับแม่พิมพ์เสมอ เราให้การสนับสนุนทางเทคนิคอย่างครอบคลุม ดำเนินการซ่อมแซมและสร้างใหม่ตามความต้องการ และเก็บประวัติการบำรุงรักษาทั้งหมดไว้อย่างละเอียด ด้วยวิธีการผลิตที่ยืดหยุ่นและการให้ความสำคัญอย่างยิ่งกับการบริการลูกค้า เราสามารถผลิตแม่พิมพ์ส่วนใหญ่ให้เสร็จภายในหนึ่งถึงสองสัปดาห์ และให้บริการเร่งด่วนสำหรับโครงการที่ต้องการความรีบด่วน ในฐานะบริษัทมืออาชีพ เรามุ่งมั่นที่จะรับฟังความต้องการของลูกค้าและนำเสนอโซลูชันที่ช่วยยกระดับคุณภาพผลิตภัณฑ์ หากต้องการข้อมูลเพิ่มเติมเกี่ยวกับความสามารถในการผลิตแม่พิมพ์ของเราหรือขอใบเสนอราคา กรุณาติดต่อเราโดยตรง
ประเภทของดายโปรเกรสซีฟ
ดายปั๊มโปรเกรสซีฟสามารถจำแนกตามการออกแบบโครงสร้าง ความซับซ้อนของการขึ้นรูป ความเหมาะสมของวัสดุ และระดับความเที่ยงตรง ประเภทหลักมีดังนี้:
1. ดายโปรเกรสซีฟมาตรฐาน
- 8. แม่พิมพ์โปรเกรสซีฟแบบใช้ความร้อน รูปแบบหลายสถานีทั่วไปที่ดำเนินการตามลำดับ เช่น การเจาะ การดัด การขึ้นรูป และการตัด
- มีโซนขึ้นรูปร้อนสำหรับการปั๊มร้อนวัสดุ เช่น เหล็กกล้าความแข็งแรงสูงพิเศษหรือโลหะผสมไทเทเนียม เหมาะสำหรับชิ้นส่วนที่มีความซับซ้อนปานกลางที่ทำจากวัสดุทั่วไป เช่น เหล็กแผ่นรีดเย็นหรือทองแดง
- ประมวลผลแถบโลหะสองแถบพร้อมกันในลักษณะสมมาตรซ้าย-ขวา ใช้งานได้หลากหลาย ระยะเวลาการผลิตค่อนข้างสั้น เหมาะสำหรับการผลิตแบบชุดกลาง
2. ดายโปรเกรสซีฟแบบผสม
- 7. แม่พิมพ์โปรเกรสซีฟแบบหลายผลิตภัณฑ์ การดำเนินการหลายอย่างทำพร้อมกันในบางสถานี (เช่น การเจาะ + การดัด)
- ประโยชน์: ลดจำนวนสถานีดายและความยาวโดยรวมของดาย เพิ่มการใช้ประโยชน์จากวัสดุและอัตราการผลิต
- มีโซนขึ้นรูปร้อนสำหรับการปั๊มร้อนวัสดุ เช่น เหล็กกล้าความแข็งแรงสูงพิเศษหรือโลหะผสมไทเทเนียม การผลิตชิ้นส่วนไฟฟ้าและฮาร์ดแวร์ที่มีประสิทธิภาพสูง
3. ดายโปรเกรสซีฟแบบดึงขึ้นรูป
- 8. แม่พิมพ์โปรเกรสซีฟแบบใช้ความร้อน รวมการดำเนินการดึงขึ้นรูปลึกรวมถึงการปาดและการตัดแต่ง
- วัสดุ: เหมาะสำหรับวัสดุที่มีความสามารถในการดึงขึ้นรูปดี เช่น สแตนเลสหรืออะลูมิเนียม
- มีโซนขึ้นรูปร้อนสำหรับการปั๊มร้อนวัสดุ เช่น เหล็กกล้าความแข็งแรงสูงพิเศษหรือโลหะผสมไทเทเนียม ใช้สำหรับโครง ฝาปิด ปลอกแบตเตอรี่ และชิ้นส่วนที่ดึงขึ้นรูปลึกอื่นๆ
4. ดายโปรเกรสซีฟที่มีความเที่ยงตรงสูง
- ความเที่ยงตรง: ค่าเผื่อการผลิตดาย ≤ ±0.005 มม. ความสามารถในการป้อนซ้ำ ≤ ±0.01 มม.
- การกำหนดค่า: รวมเสาไกด์ที่มีความแข็งสูงและเซนเซอร์ในดาย (นิวแมติกหรือออปติคัล)
- มีโซนขึ้นรูปร้อนสำหรับการปั๊มร้อนวัสดุ เช่น เหล็กกล้าความแข็งแรงสูงพิเศษหรือโลหะผสมไทเทเนียม ชิ้นส่วนโลหะขนาดเล็ก เช่น ขั้วต่อ สปริงมอเตอร์ และพินอิเล็กทรอนิกส์
- 7. แม่พิมพ์โปรเกรสซีฟแบบหลายผลิตภัณฑ์ ออกแบบมาสำหรับเครื่องปั๊มความเร็วสูง (300–800 ครั้งต่อนาที)
5. แม่พิมพ์โปรเกรสซีฟแบบแถบคู่
- 8. แม่พิมพ์โปรเกรสซีฟแบบใช้ความร้อน โครงสร้าง:
- ประมวลผลแถบโลหะสองแถบพร้อมกันในลักษณะสมมาตรซ้าย-ขวา ข้อดี:
- มีโซนขึ้นรูปร้อนสำหรับการปั๊มร้อนวัสดุ เช่น เหล็กกล้าความแข็งแรงสูงพิเศษหรือโลหะผสมไทเทเนียม การใช้งาน:
เหมาะสำหรับชิ้นส่วนสมมาตร เช่น ขั้วต่อหรือใบสัมผัส
- 7. แม่พิมพ์โปรเกรสซีฟแบบหลายผลิตภัณฑ์ คุณสมบัติ:
- ชิ้นส่วนเสริมแรงในยานยนต์และชิ้นส่วนเกรดอากาศยาน ความท้าทาย:
- มีโซนขึ้นรูปร้อนสำหรับการปั๊มร้อนวัสดุ เช่น เหล็กกล้าความแข็งแรงสูงพิเศษหรือโลหะผสมไทเทเนียม การใช้งาน:
ชิ้นส่วนพิเศษที่มีการดัดกลับ การพับขอบ หรือลักษณะการล็อก
- 7. แม่พิมพ์โปรเกรสซีฟแบบหลายผลิตภัณฑ์ คุณสมบัติ:
- สามารถผลิตชิ้นส่วนที่แตกต่างกัน 2 ถึง 4 ชิ้นพร้อมกันในแม่พิมพ์เดียว ปัจจัยสำคัญ:
- มีโซนขึ้นรูปร้อนสำหรับการปั๊มร้อนวัสดุ เช่น เหล็กกล้าความแข็งแรงสูงพิเศษหรือโลหะผสมไทเทเนียม การใช้งาน:
การผลิตชิ้นส่วนขนาดเล็กที่มีความสัมพันธ์ทางโครงสร้าง
- 8. แม่พิมพ์โปรเกรสซีฟแบบใช้ความร้อน โครงสร้าง:
- มีโซนขึ้นรูปร้อนสำหรับการปั๊มร้อนวัสดุ เช่น เหล็กกล้าความแข็งแรงสูงพิเศษหรือโลหะผสมไทเทเนียม การใช้งาน:
- ชิ้นส่วนเสริมแรงในยานยนต์และชิ้นส่วนเกรดอากาศยาน ความท้าทาย:
อุตสาหกรรมที่เราให้บริการ
-

อุตสาหกรรมพลังงานใหม่และพลังงานแสงอาทิตย์ -
อุตสาหกรรมอิเล็กทรอนิกส์และโทรคมนาคม -
อุตสาหกรรมอุปกรณ์การแพทย์ -
อุตสาหกรรมเครื่องใช้ในบ้านและสมาร์ทโฮม -
อุตสาหกรรมการผลิตยานยนต์ -
อุตสาหกรรมพลังงานใหม่และพลังงานแสงอาทิตย์ -
อุตสาหกรรมอิเล็กทรอนิกส์และโทรคมนาคม -
อุตสาหกรรมฮาร์ดแวร์และของใช้ประจำวัน








FAQ
ใช้เวลานานเท่าใดในการจัดส่งแม่พิมพ์?
ระยะเวลาจัดส่งขึ้นอยู่กับความซับซ้อนของแม่พิมพ์ โดยทั่วไปอยู่ระหว่าง 15 วันถึงหลายเดือน
การจัดส่งจะใช้เวลานานเท่าใด?
หากจัดส่งทางทะเล เวลาขนส่งอาจเกินหนึ่งเดือน หากคุณต้องการแม่พิมพ์ด่วน เราขอแนะนำให้เลือกการขนส่งทางอากาศเพื่อลดระยะเวลาจัดส่ง
เราสามารถเซ็น NDA ก่อนอัปโหลด
แบบของฉัน?
แน่นอน เราให้ความสำคัญกับความลับ
ของแบบของคุณอย่างจริงจัง
สิ่งที่ควรใส่ใจเมื่อออกแบบ
แม่พิมพ์?
ให้ความสนใจกับปัจจัยต่างๆ เช่น
ความเข้ากันได้ของโครงสร้างผลิตภัณฑ์และฟังก์ชัน ความแม่นยำ
และการควบคุมค่าความคลาดเคลื่อน การเลือกวัสดุและการอบชุบด้วยความร้อน
การออกแบบระบบประตูทางเข้าและระบบทำความเย็น ความสามารถในการบำรุงรักษา
และการควบคุมต้นทุน ตลอดจนประสิทธิภาพการผลิตและ
ความเข้ากันได้ของระบบอัตโนมัติ
