
ความแม่นยำ การตัดด้วยไฟฟ้าแบบอาร์ค (Precision EDM)
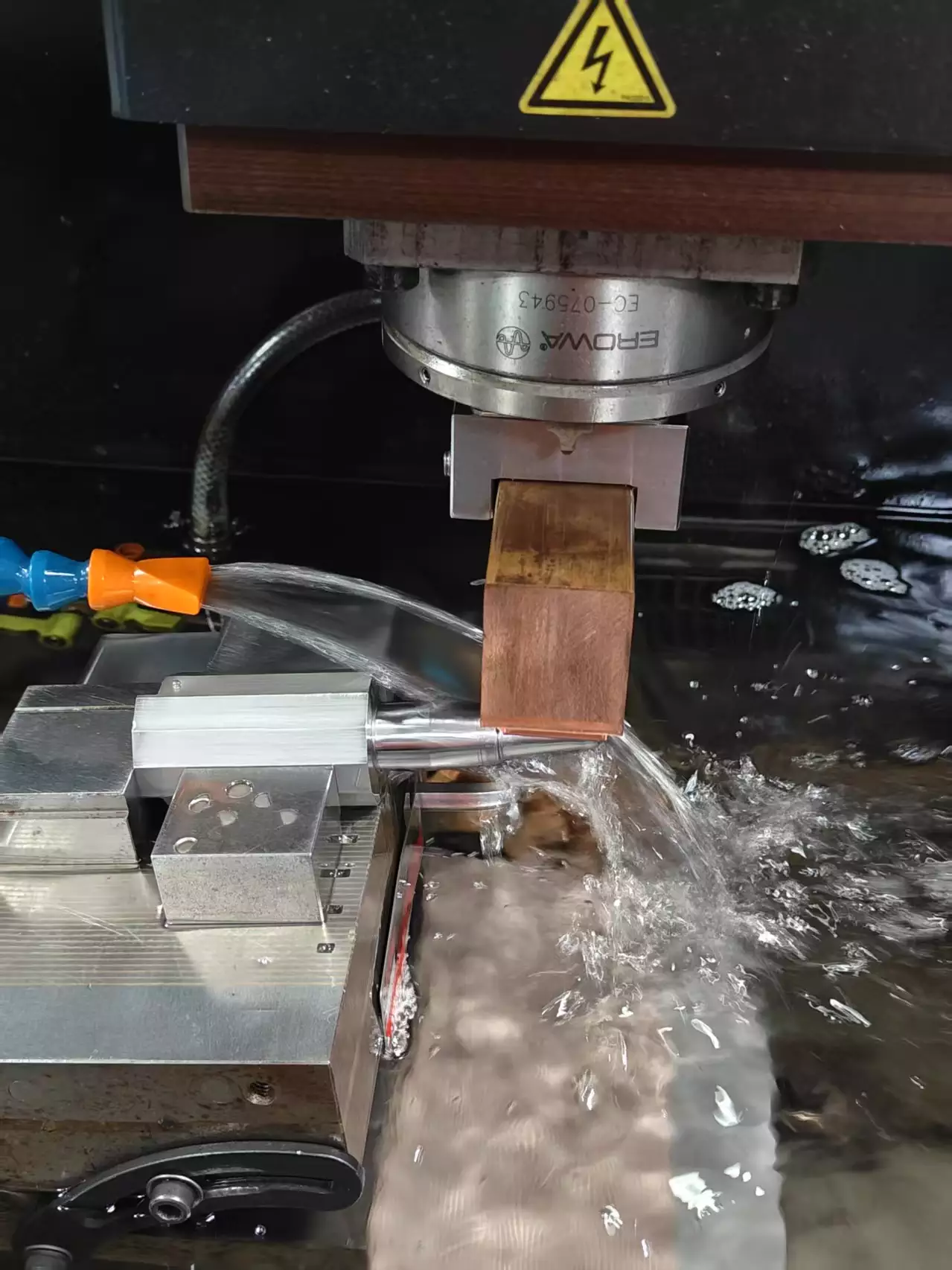
การตัดด้วยไฟฟ้าแบบอาร์คอย่างแม่นยำ (Precision EDM) หรือที่เรียกว่าการตัดด้วยไฟฟ้า (EDM) เป็นกระบวนการที่เกิดปรากฏการณ์การคายประจุ เป็นจังหวะระหว่างอิเล็กโทรดกับชิ้นงาน ทำให้เกิดความร้อนสูงชั่วขณะ (มากกว่า 10,000°C) ในน้ำยาทำงานที่เป็นฉนวน ส่งผลให้วัสดุโลหะ ละลายหรือระเหยเฉพาะจุด ผ่านการสะสมผลของ การคายประจุขนาดเล็กนับไม่ถ้วน วัสดุบนพื้นผิวของชิ้นงานจะถูกกำจัดออกทีละน้อย เกิดเป็นรูปทรงที่ต้องการ โดยพื้นฐานแล้ว การตัดด้วยไฟฟ้าแบบอาร์คอย่างแม่นยำเป็นกระบวนการ ที่ทำงานร่วมกันของไฟฟ้า ความร้อน เชิงกล และการกำจัดวัสดุ
ข้อดี ของการตัดด้วยไฟฟ้า (EDM)
การตัดด้วยไฟฟ้า (Electrical Discharge Machining) เป็นวิธีการตัดเฉือน ที่ใช้พลังงานจากการคายประจุเป็นจังหวะเพื่อกำจัดวัสดุ ข้อดีของมันสะท้อนให้เห็นในด้านต่างๆ ดังนี้:
1. ความแม่นยำสูง
ความแม่นยำสามารถถึง
±0.002 มม. และความหยาบผิวสูง (Ra < 0.2 μm)
ทำให้เหมาะสำหรับการตัดชิ้นส่วนที่แม่นยำ
2. เหมาะสำหรับวัสดุแข็งและเปราะ
การตัดด้วยไฟฟ้า (EDM) เหมาะอย่างยิ่งสำหรับ
การตัดเฉือนวัสดุที่มีความแข็งหรือเปราะสูง เช่น
เหล็กชุบแข็ง, โลหะผสมไทเทเนียม, เซรามิกโลหะ, และ
คาร์ไบด์ วัสดุเหล่านี้มักยากต่อการตัดด้วย
วิธีการตัดแบบดั้งเดิม แต่ EDM สามารถจัดการได้
อย่างง่ายดาย
3. ความสามารถในการตัดรูปทรงที่ซับซ้อน
การตัดด้วยไฟฟ้า (EDM)
สามารถตัดเฉือนโพรงที่ซับซ้อนมาก, ช่องแคบ, รูลึก,
และโครงสร้างละเอียด (เช่น ลวดลายแม่พิมพ์ที่แม่นยำหรือ
รูเล็กสำหรับใบพัดกังหัน) มีประสิทธิภาพดีเยี่ยมใน
การผลิตแม่พิมพ์, การเจาะรูลึก, และรูปทรงละเอียด
ทำให้เหมาะอย่างยิ่งสำหรับการตัดรูปทรงที่ซับซ้อน
และรายละเอียดเล็กๆ ที่วิธีการตัดแบบทั่วไปไม่สามารถทำได้
4. การตัดแบบไม่สัมผัส
การตัดด้วยไฟฟ้า (EDM) กำจัดวัสดุ
ผ่านการคายประจุระหว่างอิเล็กโทรดกับชิ้นงาน
ดังนั้นจึงไม่มีแรงตัดทางกายภาพเข้ามาเกี่ยวข้อง
ทำให้เหมาะอย่างยิ่งสำหรับชิ้นงานที่เปราะ,
เสียรูปง่าย, หรือมีรูปทรงไม่สม่ำเสมอ
หลีกเลี่ยงความเค้นหรือการเสียรูปที่เกิดจาก
การตัดด้วยเครื่องจักรกล
5. ระบบอัตโนมัติสูง
ด้วยการรวมระบบ CNC
การตัดด้วยไฟฟ้า (EDM) สามารถควบคุมด้วยโปรแกรมได้
ทำให้เหมาะสำหรับการผลิตเป็นชุดและการตัดเส้นทางที่ซับซ้อน
พร้อมลดการแทรกแซงของมนุษย์
6. คุณภาพผิวสูง
การตัดด้วยไฟฟ้า (EDM) สามารถทิ้งพื้นผิวเรียบบนชิ้นงาน
โดยเฉพาะเทคโนโลยี EDM แบบพัลส์สามารถเพิ่มคุณภาพผิว
ได้ดียิ่งขึ้น แม้ว่าในบางกรณีอาจต้องผ่านกระบวนการหลังการ
ตัดเพื่อการตกแต่งผิว แต่เมื่อเปรียบเทียบกับวิธีการตัด
แบบดั้งเดิมอื่นๆ โดยทั่วไป EDM ให้ผิวสำเร็จที่ดีกว่า
7. เหมาะสำหรับการตัดชิ้นส่วนขนาดเล็ก
การตัดด้วยไฟฟ้า (EDM)
มีข้อดีเฉพาะในการตัดชิ้นส่วนขนาดเล็ก
EDM ขนาดเล็กสามารถตัดเฉือนรูเล็ก,
โครงสร้างขนาดเล็ก และรายละเอียดละเอียดได้อย่างแม่นยำ
ทำให้เหมาะสำหรับชิ้นส่วนขนาดเล็กในด้านต่างๆ
เช่น อิเล็กทรอนิกส์, อุปกรณ์การแพทย์, และการบินและอวกาศ
8. ความยืดหยุ่น
การตัดด้วยไฟฟ้า (EDM) ไม่ต้องพึ่งพาการสึกหรอของเครื่องมือแบบดั้งเดิม
แต่เป็นการเลือกอิเล็กโทรดเพื่อเปลี่ยนรูปร่างและขนาด
ทำให้สามารถปรับให้เข้ากับความต้องการในการตัดชิ้นส่วน
และวัสดุที่หลากหลายได้อย่างง่ายดาย โดยเฉพาะสำหรับ
การผลิตชิ้นส่วนที่ซับซ้อนและปรับแต่งตามความต้องการ
9. เขตที่ได้รับความร้อนน้อยกว่า
เนื่องจากการตัดด้วยไฟฟ้า (EDM)
ใช้การคายประจุที่มีอุณหภูมิสูงแต่สั้น แทนการให้ความร้อนต่อเนื่อง
เวลาในการคายประจุสั้นมาก (ในระดับไมโครวินาที)
ความร้อนจะกระจุกตัวในบริเวณเฉพาะจุด
ส่งผลให้การเสียรูปเนื่องจากความร้อนโดยรวมของชิ้นงานน้อยที่สุด
ทำให้เหมาะสำหรับชิ้นส่วนที่มีผนังบางและเสียรูปง่าย
10. เหมาะสำหรับการเจาะรูขนาดเล็กและรูลึก
การตัดด้วยไฟฟ้า (EDM)
เหมาะอย่างยิ่งสำหรับการเจาะรูขนาดเล็กและรูลึก
เมื่อเปรียบเทียบกับวิธีอื่น EDM สามารถตัดรูลึก
และรูเล็กที่ยากต่อการทำได้อย่างมีประสิทธิภาพ
โดยไม่เกิดการอุดตันหรือการสะสมของเศษวัสดุ
ความลับของการควบคุมความแม่นยำในการตัดด้วยไฟฟ้า (EDM)
การตัดด้วยไฟฟ้าอย่างแม่นยำ (EDM) บรรลุความแม่นยำสูงผ่านการรวมกันของปัจจัยสำคัญหลายประการ ปัจจัยเหล่านี้ทำงานร่วมกันเพื่อควบคุมและปรับปรุงกระบวนการ ทำให้มั่นใจในความถูกต้องแม่นยำเป็นพิเศษ ด้านล่างนี้คือ “ความลับ” หลักของการควบคุมความแม่นยำ ในการตัดด้วยไฟฟ้า (EDM):
1. การควบคุมกระแสไฟฟ้าและความกว้างพัลส์อย่างแม่นยำ
ในการตัดด้วยไฟฟ้า (EDM)
ความเข้มของกระแสไฟฟ้าและความกว้างพัลส์
ส่งผลโดยตรงต่ออัตราการกำจัดวัสดุและความแม่นยำ
ความกว้างพัลส์ที่เล็กลงช่วยให้กำจัดวัสดุได้ละเอียดขึ้น
ซึ่งเพิ่มความแม่นยำในการตัด
การควบคุมกระแสไฟฟ้าช่วยป้องกันพลังงานการคายประจุที่มากเกินไป จึงลดความหยาบผิวและการสึกหรอของอิเล็กโทรด
2. บทบาทของของเหลวไดอิเล็กทริก
การตัดด้วยไฟฟ้า (EDM) ดำเนินการใน
ของเหลวไดอิเล็กทริกที่เป็นฉนวน ซึ่งไม่เพียงแต่ทำให้บริเวณ
การคายประจุเย็นลง แต่ยังกำจัดเศษและฟองก๊าซที่เกิดขึ้น
ระหว่างการตัด ช่วยป้องกันการรบกวนความแม่นยำในการตัด
อุณหภูมิ, อัตราการไหล, และความสะอาดของของเหลวไดอิเล็กทริก ต้องคงที่เพื่อรักษาความแม่นยำและคุณภาพผิวที่สม่ำเสมอ
3. การเลือกรูปร่างและวัสดุของอิเล็กโทรด
วัสดุและรูปร่างของอิเล็กโทรดมีความสำคัญต่อ
ความแม่นยำในการตัด วัสดุอิเล็กโทรดทั่วไป ได้แก่ ทองแดง,
กราไฟต์, และโลหะผสมทองแดง ผิวสำเร็จของอิเล็กโทรด
ยังส่งผลโดยตรงต่อผลลัพธ์สุดท้าย
รูปร่างของอิเล็กโทรดควรตรงกับรูปร่างของชิ้นงาน เพื่อให้แน่ใจว่าชิ้นส่วนสุดท้ายถูกสร้างขึ้นตามข้อกำหนดที่แน่นอน
4. ระบบควบคุมเซอร์โว
การตัดด้วยไฟฟ้าแบบแม่นยำ (EDM)
ใช้ระบบควบคุมเซอร์โวความแม่นยำสูงเพื่อปรับช่องว่าง
ระหว่างอิเล็กโทรดและชิ้นงานแบบไดนามิกระหว่างการตัด
ซึ่งจำเป็นต่อการรักษาความแม่นยำ
ระบบเซอร์โวสามารถปรับตำแหน่งของอิเล็กโทรดโดยอัตโนมัติ เพื่อชดเชยการสึกหรอของอิเล็กโทรด ทำให้มั่นใจในความแม่นยำ ในการตัดตลอดกระบวนการ
5. การควบคุมอุณหภูมิ
อุณหภูมิสูงที่เกิดขึ้นระหว่างการตัดด้วยไฟฟ้า (EDM)
โดยเฉพาะความร้อนชั่วขณะระหว่างการคายประจุ
อาจทำให้เกิดการเปลี่ยนแปลงขนาดและผิวของชิ้นงาน
ระบบควบคุมอุณหภูมิที่แม่นยำช่วยป้องกันการเสียรูป
เนื่องจากความร้อนของชิ้นงาน
การใช้ระบบทำความเย็นที่เหมาะสม เช่น การทำความเย็นด้วยของเหลวและแก๊ส ช่วยลดความผันผวน ของอุณหภูมิและรับประกันการตัดที่มีความแม่นยำสูง
6. การวางแผนเส้นทางการตัดอย่างแม่นยำ
การวางแผนเส้นทางการตัดอย่างรอบคอบมีความสำคัญในการตัด
ด้วยไฟฟ้าแบบแม่นยำ (EDM) โดยการคำนวณและวางแผน
ลำดับการคายประจุและขนาดขั้นตอน
จะช่วยป้องกันการตัดเกินในพื้นที่เฉพาะหรือการกำจัดวัสดุ
ที่ไม่สม่ำเสมอ จึงช่วยปรับปรุงความแม่นยำโดยรวม
7. อุปกรณ์ความแม่นยำสูง
การตัดด้วยไฟฟ้าแบบแม่นยำ (EDM)
ต้องการเครื่องจักรที่มีความแม่นยำสูงมาก
เครื่อง EDM สมัยใหม่ติดตั้งระบบระบุตำแหน่งขั้นสูง
และเทคโนโลยีควบคุมอัตโนมัติที่ช่วยให้ควบคุมการเคลื่อนที่
ของอิเล็กโทรดและกระบวนการคายประจุได้อย่างแม่นยำ
ระหว่างการตัด
8. ระบบตรวจสอบและควบคุมป้อนกลับแบบเรียลไทม์
เครื่อง EDM ขั้นสูงติดตั้งระบบตรวจสอบแบบเรียลไทม์
ที่รวบรวมข้อมูลจากกระบวนการตัด เช่น
กระแสไฟฟ้า, แรงดันไฟฟ้า, และการเปลี่ยนแปลงช่องว่าง
ข้อมูลนี้ใช้เพื่อปรับกระบวนการตัด
เพื่อให้แน่ใจว่าชิ้นงานอยู่ในสถานะการตัดที่แม่นยำ
ระบบควบคุมป้อนกลับจะปรับพารามิเตอร์การตัดโดยอัตโนมัติ ตามข้อมูลแบบเรียลไทม์ ซึ่งช่วยเพิ่มความแม่นยำยิ่งขึ้น
9. ประสบการณ์และการเพิ่มประสิทธิภาพกระบวนการ
ความแม่นยำในการควบคุมในกระบวนการ EDM ยังขึ้นอยู่กับประสบการณ์ของผู้ปฏิบัติงานเป็นอย่างมาก ผ่านการทดลองหลายครั้งและการปรับแต่งพารามิเตอร์ ผู้ปฏิบัติงานสามารถปรับกระบวนการเพื่อให้ได้ความแม่นยำที่ดีที่สุดสำหรับชิ้นงานเฉพาะนั้น
การสะสมประสบการณ์อย่างต่อเนื่องและการวิเคราะห์ข้อมูลช่วยให้สามารถปรับปรุงกระบวนการ เพิ่มความเสถียรในการตัดเฉือนและความแม่นยำ
สรุป:
การควบคุมความแม่นยำในกระบวนการตัดเฉือนด้วยไฟฟ้า (EDM) เป็นกระบวนการที่หลากหลาย ซึ่งเกี่ยวข้องกับการควบคุมกระแสและความกว้างพัลส์ การควบคุมของไหลอิเล็กทริก การเลือกอิเล็กโทรดและการชดเชยการสึกหรอ ระบบเซอร์โว การควบคุมอุณหภูมิ และการวางแผนเส้นทางการตัดเฉือน ด้วยวิธีการควบคุมที่แม่นยำเหล่านี้ EDM สามารถให้ประสิทธิภาพที่โดดเด่นในการผลิตที่มีความแม่นยำสูง โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่ซับซ้อน รูเล็ก และโพรงลึก
ประเภทของการตัดเฉือนด้วยประกายไฟ (EDM)




1. EDM แบบฟอร์ม
2. Sinker EDM (Ram EDM)
3. Wire EDM
4. EDM เจาะ
5. Micro EDM
6. Pulsed EDM
7. EDM ความเร็วสูง
พื้นที่การประยุกต์ใช้ของชิ้นส่วนที่ผ่านกระบวนการ EDM
EDM (การตัดเฉือนด้วยไฟฟ้า) ซึ่งไม่มีการสัมผัส มีความแม่นยำสูง และสามารถตัดเฉือนวัสดุแข็งและเปราะได้ มีบทบาทสำคัญในอุตสาหกรรมการผลิตระดับสูงต่างๆ ด้านล่างนี้คือพื้นที่การประยุกต์ใช้หลักและสถานการณ์ทั่วไป:
1. การผลิตแม่พิมพ์:
การประยุกต์ใช้รวมถึงแม่พิมพ์ฉีดพลาสติก แม่พิมพ์หล่อตาย แม่พิมพ์ปั๊มขึ้นรูป แกนแม่พิมพ์ โพรงแม่พิมพ์ และช่องระบายความร้อนที่ซับซ้อน
2. อุตสาหกรรมการบินและอวกาศ:
การประยุกต์ใช้รวมถึงชิ้นส่วนเครื่องยนต์ ชิ้นส่วนโครงสร้างยานอวกาศ คอมโพสิตเมทริกซ์เซรามิก (CMC) ชิ้นส่วนหัวฉีดจากโลหะผสมทังสเตน
3. การผลิตอิเล็กทรอนิกส์และเซมิคอนดักเตอร์:
การประยุกต์ใช้รวมถึงแม่พิมพ์บรรจุภัณฑ์เซมิคอนดักเตอร์ ขั้วต่อขนาดเล็ก สวิตช์ความแม่นยำ และการตัดเฉือนชิ้นส่วนอิเล็กทรอนิกส์ที่มีความแม่นยำ
4. อุปกรณ์การแพทย์และการผลิตทางชีวภาพ:
การประยุกต์ใช้รวมถึงอุปกรณ์ฝังเทียม เครื่องมือแม่พิมพ์ทางการแพทย์ เครื่องมือผ่าตัด อุปกรณ์ทันตกรรม รากฟันเทียม เข็มที่มีความแม่นยำ ชิ้นส่วนขนาดเล็ก ฯลฯ
5. อุตสาหกรรมยานยนต์และพลังงานใหม่:
การประยุกต์ใช้รวมถึงชิ้นส่วนยานยนต์ แม่พิมพ์อิเล็กโทรดแบตเตอรี่ลิเธียม แผ่นเซลล์เชื้อเพลิงไฮโดรเจน
6. อุปกรณ์ออปติกและเครื่องมือวัดความแม่นยำ:
การประยุกต์ใช้รวมถึงแม่พิมพ์เลนส์ ตัวเรือนเซ็นเซอร์ โครงไจโรสโคป และการตัดเฉือนปริซึม
7. อุตสาหกรรมการผลิตระดับสูงอื่น ๆ:
การประยุกต์ใช้รวมถึงเครื่องประดับ การผลิตเครื่องมือ
8. การผลิตชิ้นส่วนพิเศษ:
การประยุกต์ใช้รวมถึงรูเล็กที่มีความแม่นยำสูง ชิ้นส่วนขนาดเล็กที่มีความแม่นยำสูง โพรงภายในที่ซับซ้อนและชิ้นส่วนโพรงลึก เฟืองขนาดเล็ก ฯลฯ
-

การผลิตแม่พิมพ์ -
อุปกรณ์การแพทย์และการผลิตทางชีวภาพ -

การบินและอวกาศ -
การผลิตอิเล็กทรอนิกส์และเซมิคอนดักเตอร์ -

อุตสาหกรรมการผลิตระดับสูงอื่น ๆ -
การผลิตชิ้นส่วนพิเศษ -

อุตสาหกรรมยานยนต์และพลังงานใหม่ -
อุปกรณ์ออปติกและเครื่องมือวัดความแม่นยำ







ความท้าทายและข้อจำกัดของการตัดเฉือนด้วย EDM
1. ประสิทธิภาพการตัดเฉือนต่ำและความเร็วช้า
เมื่อเปรียบเทียบกับวิธีการตัดแบบดั้งเดิม EDM อาศัยหลักการของการกัดกร่อนทางไฟฟ้า ซึ่งส่งผลให้อัตราการกำจัดวัสดุต่ำกว่า ดังนั้น ประสิทธิภาพจึงต่ำกว่าในการผลิตขนาดใหญ่ กระบวนการใช้เวลานานกว่า โดยเฉพาะอย่างยิ่งเมื่อตัดเฉือนรูปทรงที่ซับซ้อนและชิ้นงานขนาดใหญ่
2. ต้นทุนการตัดเฉือนสูง
การสึกหรอของอิเล็กโทรดและการเปลี่ยน:
อิเล็กโทรดที่ทำจากวัสดุเช่นทองแดงและกราไฟต์จะสึกหรออย่างต่อเนื่องระหว่างการตัดเฉือน EDM การสึกหรอของอิเล็กโทรดส่งผลต่อความแม่นยำของชิ้นงาน ต้องมีการสอบเทียบหรือเปลี่ยนบ่อยครั้ง ซึ่งเพิ่มต้นทุนการตัดเฉือนและงานบำรุงรักษา นอกจากนี้ ชิ้นส่วนที่ซับซ้อนอาจต้องใช้อิเล็กโทรดหลายชุดหรือการแก้ไขบ่อยครั้ง ซึ่งเพิ่มต้นทุนวัสดุสิ้นเปลืองอีกด้วย
ต้นทุนอุปกรณ์ EDM และการบำรุงรักษา: อุปกรณ์ CNC-EDM มีราคาแพง และต้องใช้น้ำมันตัดเฉือน EDM เฉพาะและระบบทำความเย็น ซึ่งก่อให้เกิดต้นทุนการบำรุงรักษาสูง
ต้นทุนการบำบัดของเหลวเสีย: หลังจากใช้งานเป็นเวลานาน น้ำมันตัดเฉือนจะสะสมเศษโลหะและคาร์ไบด์ ซึ่งต้องได้รับการบำบัดอย่างมืออาชีพเพื่อให้เป็นไปตามมาตรฐานสิ่งแวดล้อม ซึ่งเพิ่มต้นทุน
3. ข้อจำกัดด้านความสามารถในการปรับตัวของวัสดุ
จำกัดเฉพาะวัสดุที่นำไฟฟ้าได้:
EDM สามารถตัดเฉือนเฉพาะวัสดุที่นำไฟฟ้าได้เท่านั้น ซึ่งหมายความว่าวัสดุที่ไม่นำไฟฟ้า เช่น พลาสติก แก้ว และเซรามิกบริสุทธิ์ ไม่สามารถตัดเฉือนได้โดยตรง ต้องผ่านการบำบัดเพิ่มเติม (เช่น การเคลือบ) เพื่อให้สามารถนำไฟฟ้าได้สำหรับการตัดเฉือน EDM
ประสิทธิภาพต่ำกับวัสดุที่มีจุดหลอมเหลวสูง:
สำหรับโลหะที่มีจุดหลอมเหลวสูงมาก เช่น ทังสเตนและโมลิบดีนัม จำเป็นต้องเพิ่มพลังงานของประกายไฟอย่างมีนัยสำคัญ ซึ่งนำไปสู่การสึกหรอของอิเล็กโทรดที่มากขึ้น และลดประสิทธิภาพการตัดเฉือนลงอีก
4. ความหยาบของผิว
แม้ว่าการตัดด้วยไฟฟ้า (EDM) จะสามารถสร้างพื้นผิวที่ค่อนข้างเรียบได้ แต่อุณหภูมิสูงที่เกิดขึ้นระหว่างการคายประจุอาจทำให้เกิดรอยแตกร้าวขนาดเล็กหรือชั้นที่แข็งตัวบนพื้นผิวชิ้นงาน ก่อให้เกิดบริเวณที่ได้รับผลกระทบจากความร้อน ในงานที่มีความแม่นยำสูง เช่น อุตสาหกรรมการบินและอวกาศ จำเป็นต้องมีการอบชุบด้วยความร้อนหลังกระบวนการเพื่อขจัดผลกระทบเหล่านี้
5. ข้อจำกัดด้านความลึกในการตัดเฉือนและโครงสร้างที่ซับซ้อน
ข้อจำกัดของอัตราส่วนความลึกต่อเส้นผ่านศูนย์กลาง: เมื่อต้องเจาะรูหรือร่องแคบที่มีความลึกสูง ความแข็งแกร่งของอิเล็กโทรดอาจไม่เพียงพอ ทำให้เกิดการโก่งตัว และการกำจัดเศษโลหะอาจทำได้ยาก ซึ่งอาจทำให้เกิดการคายประจุที่ไม่เสถียร
ความเสี่ยงต่อการเสียรูปของชิ้นส่วนผนังบาง: แม้ว่าการตัดด้วยไฟฟ้าจะไม่มีแรงตัด แต่ผลกระทบจากความร้อนจากการคายประจุที่ยาวนานอาจทำให้ชิ้นส่วนผนังบางเสียรูป จำเป็นต้องควบคุมพารามิเตอร์กระบวนการอย่างเคร่งครัด
6. ความจำเป็นในทักษะการปฏิบัติงานเฉพาะทาง
การตัดเฉือนด้วย EDM ต้องการให้ผู้ปฏิบัติงานมีทักษะและประสบการณ์ในระดับสูง โดยเฉพาะอย่างยิ่งในการเลือกอิเล็กโทรดที่เหมาะสม การปรับพารามิเตอร์การคายประจุ และการจัดการกับการสึกหรอของอิเล็กโทรด ผู้ปฏิบัติงานที่ไม่มีประสบการณ์อาจไม่สามารถใช้ศักยภาพของอุปกรณ์ EDM ได้อย่างเต็มที่
7. ข้อกำหนดด้านสิ่งแวดล้อมที่สูง
EDM ต้องการแหล่งจ่ายไฟที่เสถียร น้ำมันอิเล็กทริกที่สะอาด และสภาพแวดล้อมที่มีอุณหภูมิที่เหมาะสม มิฉะนั้นอาจส่งผลต่อความแม่นยำในการตัดเฉือนและคุณภาพพื้นผิว นอกจากนี้ กระบวนการยังก่อให้เกิดประกายไฟและอุณหภูมิสูง จึงจำเป็นต้องมีมาตรการความปลอดภัยที่ดีและสภาพแวดล้อมการทำงานที่เหมาะสม
สรุป:
แม้ว่า EDM จะมีข้อดีหลายประการ เช่น ความแม่นยำสูง และความสามารถในการแปรรูปชิ้นงานที่มีรูปทรงซับซ้อนและวัสดุแข็งที่เปราะ แต่ก็เผชิญกับความท้าทาย เช่น ความเร็วในการตัดเฉือนที่ช้า การสึกหรอของอิเล็กโทรด และต้นทุนสูง เพื่อเพิ่มประโยชน์สูงสุดสำหรับการใช้งานเฉพาะ การเลือกวัสดุที่เหมาะสม การปรับพารามิเตอร์กระบวนการให้เหมาะสม การบำรุงรักษาอุปกรณ์ และการพัฒนาทักษะการปฏิบัติงาน ล้วนเป็นปัจจัยสำคัญในการเอาชนะข้อจำกัดเหล่านี้
พารามิเตอร์กระบวนการของการตัดเฉือนด้วย EDM
หน้าที่: ระยะเวลาพัลส์คือเวลาของการคายประจุแต่ละครั้ง ซึ่งกำหนดปริมาณพลังงานในการคายประจุโดยตรง ระยะเวลาพัลส์ที่มากขึ้นจะเพิ่มอัตราการกำจัดวัสดุ แต่อาจทำให้คุณภาพพื้นผิวต่ำลงและอิเล็กโทรดสึกหรอมากขึ้น ระยะเวลาพัลส์ที่น้อยกว่าช่วยเพิ่มความแม่นยำและคุณภาพพื้นผิว แต่ลดประสิทธิภาพ
1. ระยะเวลาพัลส์
หน่วย: ไมโครวินาที (μs)
หน้าที่: ระยะเวลาพัลส์คือเวลาของการคายประจุแต่ละครั้ง ซึ่งกำหนดปริมาณพลังงานในการคายประจุโดยตรง ระยะเวลาพัลส์ที่มากขึ้นจะเพิ่มอัตราการกำจัดวัสดุ แต่อาจทำให้คุณภาพพื้นผิวต่ำลงและอิเล็กโทรดสึกหรอมากขึ้น ระยะเวลาพัลส์ที่น้อยกว่าช่วยเพิ่มความแม่นยำและคุณภาพพื้นผิว แต่ลดประสิทธิภาพ
2. ช่วงพัลส์
หน่วย: ไมโครวินาที (μs)
หน้าที่: ช่วงพัลส์คือเวลาระหว่างพัลส์การคายประจุสองครั้ง ช่วงพัลส์ที่น้อยลงจะทำให้ความถี่ในการคายประจุสูงขึ้น เพิ่มประสิทธิภาพในการตัดเฉือน แต่ทำให้การระบายความร้อนของอิเล็กโทรดแย่ลงและการสึกหรอสูงขึ้น ช่วงพัลส์ที่มากขึ้นช่วยปรับปรุงการระบายความร้อนของอิเล็กโทรดและลดการสึกหรอ แต่ลดประสิทธิภาพ
3. กระแสสูงสุด
หน่วย: แอมแปร์ (A)
หน้าที่: กระแสสูงสุดกำหนดพลังงานของการคายประจุแต่ละครั้ง ยิ่งกระแสสูง อัตราการกำจัดวัสดุก็สูงขึ้น แต่ความหยาบของผิวเพิ่มขึ้น และการสึกหรอของอิเล็กโทรดก็เพิ่มขึ้น กระแสต่ำช่วยเพิ่มความแม่นยำ แต่ลดประสิทธิภาพ
4. แรงดันคายประจุ
หน่วย: โวลต์ (V)
หน้าที่: แรงดันคายประจุมีอิทธิพลต่อช่องว่างการคายประจุระหว่างอิเล็กโทรดกับชิ้นงาน แรงดันที่สูงขึ้นจะเพิ่มช่องว่างการคายประจุ ซึ่งเหมาะสำหรับการตัดเฉือนหยาบและการกำจัดเศษโลหะที่ดีขึ้น แรงดันที่ต่ำลงช่วยเพิ่มความแม่นยำและคุณภาพพื้นผิว แต่ทำให้การกำจัดเศษโลหะยากขึ้น ซึ่งเหมาะสำหรับการตัดเฉือนผิวสำเร็จ
5. วัสดุอิเล็กโทรดและการสึกหรอ
การเลือกวัสดุ:
ทองแดง: เหมาะสำหรับการตัดเฉือนที่มีความแม่นยำ สึกหรอต่ำและมีความแม่นยำสูง เหมาะสำหรับชิ้นส่วนขนาดเล็กถึงกลางหรือการตัดเฉือนผิวสำเร็จ
กราไฟต์: ทนต่ออุณหภูมิสูงและการสึกหรอต่ำ เหมาะสำหรับการตัดเฉือนหยาบที่ใช้กระแสสูงหรือชิ้นส่วนขนาดใหญ่
การควบคุมการสึกหรอของอิเล็กโทรด: กระแสและระยะเวลาพัลส์ที่สูงขึ้นทำให้อิเล็กโทรดสึกหรอมากขึ้น ดังนั้นจึงจำเป็นต้องตั้งค่าพารามิเตอร์ที่เหมาะสมเพื่อยืดอายุการใช้งานของอิเล็กโทรด
6. น้ำมันอิเล็กทริก
ประเภท: น้ำมันอิเล็กทริกเฉพาะสำหรับ EDM
หน้าที่: หล่อเย็น กำจัดเศษโลหะ และเป็นฉนวน หากความบริสุทธิ์ของน้ำมันไม่เพียงพอหรืออัตราการไหลต่ำเกินไป อาจทำให้การกำจัดเศษโลหะไม่ดี เกิดการลัดวงจร หรือคุณภาพพื้นผิวลดลง
7. อัตราการป้อน
หน่วย: มิลลิเมตรต่อนาที (mm/min)
หน้าที่: อัตราการป้อนของอิเล็กโทรดกำหนดอัตราการเปลี่ยนแปลงของช่องว่างระหว่างอิเล็กโทรดกับชิ้นงาน หากอัตราการป้อนเร็วเกินไป อาจทำให้เกิดการลัดวงจร หากช้าเกินไป ประสิทธิภาพจะลดลง
8. พลังงานการคายประจุ
หน่วย: กำหนดโดยกระแสและระยะเวลาพัลส์
หน้าที่: พลังงานการคายประจุเป็นปัจจัยหลักที่กำหนดพลังงานของการคายประจุแต่ละครั้ง พลังงานการคายประจุที่สูงขึ้นช่วยเพิ่มอัตราการกำจัดวัสดุ แต่อาจส่งผลเสียต่อคุณภาพพื้นผิว พลังงานการคายประจุที่ต่ำลงช่วยปรับปรุงคุณภาพพื้นผิว แต่ลดอัตราการกำจัด
9. ช่องว่างประกายไฟ
หน่วย: มิลลิเมตร (mm)
| หน้าที่: ช่องว่างประกายไฟระหว่างอิเล็กโทรดกับชิ้นงานกำหนดความเสถียรของการคายประจุและประสิทธิภาพในการกำจัดวัสดุ หากช่องว่างใหญ่เกินไป การคายประจุอาจไม่เสถียร ส่งผลต่อความแม่นยำในการตัดเฉือน หากเล็กเกินไป อาจทำให้เกิดการลัดวงจรหรือความร้อนสูงเกินไปของอิเล็กโทรดและชิ้นงาน | EDM ความแม่นยำ | ตารางเปรียบเทียบลักษณะเฉพาะระหว่างการตัดเฉือนด้วยการคายประจุไฟฟ้าแบบดั้งเดิมและการตัดเฉือนด้วยการคายประจุไฟฟ้าแบบแม่นยำ |
| ลักษณะเฉพาะ | EDM แบบดั้งเดิม | ความแม่นยำในการตัดเฉือน |
| แม่นยำสูง ±0.002 – 0.01 มม. แม้กระทั่งถึง ±0.001 มม. | โดยทั่วไป ±0.01 – ±0.05 มม. | ความหยาบของผิว (Ra) |
| 0.1 – 0.8 μm; การตัดเฉือนแบบเงาสูงสามารถต่ำกว่า 0.08 μm | 1.6 – 3.2μm | อัตราการสึกหรอของอิเล็กโทรด |
| ค่อนข้างต่ำ; การควบคุมพัลส์แบบอัจฉริยะช่วยลดการสึกหรอและยืดอายุการใช้งานของอิเล็กโทรด | ค่อนข้างสูง; จำเป็นต้องเปลี่ยนอิเล็กโทรดบ่อยครั้ง | ประสิทธิภาพการตัดเฉือน |
| ประสิทธิภาพค่อนข้างต่ำ; ต้องควบคุมพารามิเตอร์อย่างแม่นยำเพื่อรับประกันความถูกต้อง | ประสิทธิภาพสูงในการตัดเฉือนหยาบ เหมาะสำหรับการขจัดวัสดุในพื้นที่ขนาดใหญ่ | ระบบควบคุมอุปกรณ์ |
| ระบบ CNC แม่นยำสูงพร้อมการควบคุมป้อนกลับและการปรับแต่งอัจฉริยะ | ระบบควบคุมเรียบง่าย; ต้องปรับแต่งด้วยตนเองมาก ระดับอัตโนมัติต่ำ | เทคโนโลยีพัลส์กำลัง |
| ควบคุมความกว้างพัลส์ กระแสไฟ และช่วงเวลาพัลส์ได้อย่างแม่นยำ เหมาะสำหรับการตัดเฉือนแม่นยำสูง | การควบคุมพัลส์ค่อนข้างเรียบง่าย เหมาะสำหรับการตัดเฉือนหยาบ | การจัดการน้ำยาทำงาน |
| น้ำยาทำงานสำหรับเครื่อง EDM พร้อมระบบกรองแม่นยำสูง | น้ำยาทำงานสำหรับเครื่อง EDM | สถานการณ์การประยุกต์ใช้ |
| แม่พิมพ์แม่นยำ (เช่น แม่พิมพ์บรรจุภัณฑ์เซมิคอนดักเตอร์ แม่พิมพ์ออปติคัล) ชิ้นส่วนแม่นยำสำหรับการบินและอวกาศ อุปกรณ์การแพทย์ ฯลฯ | การตัดเฉือนหยาบของแม่พิมพ์ทั่วไป การขึ้นรูปหยาบของชิ้นส่วน | ต้นทุนอุปกรณ์ |


FAQ
ค่อนข้างสูง; อุปกรณ์นำเข้าอาจมีราคาหลายล้านหยวน
ค่อนข้างต่ำ เหมาะสำหรับการตัดเฉือนหยาบและการผลิตขนาดใหญ่
ความแม่นยำในการตัดเฉือนของเครื่องกัดไฟฟ้า (EDM) คืออะไร?
ความแม่นยำของการตัดเฉือนด้วยเครื่องกัดไฟฟ้า (EDM) โดยทั่วไปอยู่ในระดับไมโครเมตร และสามารถควบคุมได้ภายใน ±0.001มม. ถึง ±0.005มม.
ตัวอย่างเช่น เครื่อง EDM แม่นยำของมิตซูบิชิสามารถทำความแม่นยำในการตัดเฉือนได้ ±0.001มม. เครื่อง EDM ความเร็วสูงของโซดิกมีความแม่นยำระยะห่าง ±0.002มม. และความแม่นยำความลึก ±0.001มม. ในทางกลับกัน เครื่อง EDM มาตรฐานบางรุ่นอาจมีความแม่นยำต่ำกว่าเล็กน้อย โดยมีความแม่นยำตั้งแต่ ±0.01มม. ถึง ±0.05มม.
ค่าใช้จ่ายในการตัดเฉือนด้วย EDM คำนวณอย่างไร?
สูตรคำนวณค่าใช้จ่ายอย่างง่ายสำหรับการตัดเฉือนด้วย EDM:
ค่าใช้จ่ายทั้งหมด ≈ (ค่าใช้จ่ายพลังงานอุปกรณ์ + ค่าใช้จ่ายวัสดุสิ้นเปลือง + ค่าแรงรายชั่วโมง) × เวลาตัดเฉือน + ค่าใช้จ่ายเบ็ดเตล็ดอื่นๆ
สามารถให้บริการตัดเฉือนตัวอย่างได้หรือไม่?
ได้ เราสามารถให้บริการตัดเฉือนตัวอย่างได้ ลูกค้าสามารถส่งแบบร่างพร้อมข้อกำหนด และเราจะดำเนินการตามความต้องการของคุณ รับประกันความแม่นยำและคุณภาพในการตัดเฉือน
ลองใช้ BOS ตอนนี้ เพียงไม่กี่ขั้นตอน
อัปโหลดไฟล์ 2D/3D ของคุณ
เพียงอัปโหลดไฟล์โครงการของคุณ—ทีมวิศวกรรมของเราจะตรวจสอบและส่งมอบโซลูชันที่ปรับแต่งให้คุณอย่างรวดเร็ว
คำสั่งซื้อของคุณเริ่มดำเนินการ
ทันทีที่เราได้รับการยืนยันจากคุณ เราจะเริ่มโครงการของคุณทันที
รับคำสั่งซื้อของคุณ
