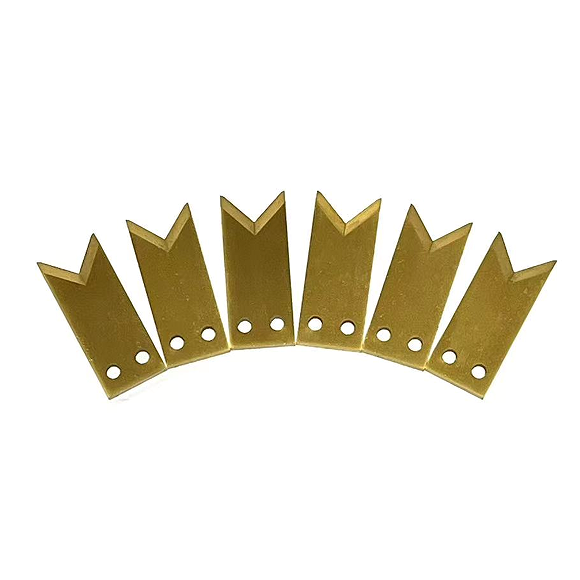
ชิ้นส่วนเหล็กกล้าที่ทำการกลึงด้วยซีเอ็นซี

เหล็กกล้าเป็นหนึ่งในวัสดุที่ใช้กันอย่างแพร่หลายที่สุดในงานโลหะ ด้วยความแข็งแรงสูง ความสามารถในการกลึงที่ดีเยี่ยม และอัตราส่วนต้นทุนต่อประสิทธิภาพที่โดดเด่น เหล็กกล้าจึงถูกนำไปใช้ในอุตสาหกรรมต่างๆ อย่างกว้างขวาง โดยเฉพาะในด้านต่างๆ เช่น การผลิตชิ้นส่วน การกลึงเหล็กด้วยซีเอ็นซีหมายถึงการแปรรูปชิ้นส่วนเหล็กโดยใช้เทคโนโลยีซีเอ็นซี ในฐานะผู้ผลิตงานกลึงซีเอ็นซีมืออาชีพ BOS Precision Technology มุ่งมั่นที่จะให้บริการงานกลึงชิ้นส่วนเหล็กคุณภาพสูงแก่ลูกค้าของเรา
ด้วยประสบการณ์หลายทศวรรษในงานกลึงชิ้นส่วนเหล็กที่มีความแม่นยำด้วยซีเอ็นซี วิศวกรและทีมเทคนิคของเราสามารถปรับปรุงการออกแบบผลิตภัณฑ์ การสร้างต้นแบบ การเลือกวัสดุ และกระบวนการผลิตเหล็กตามความต้องการของลูกค้าได้อย่างรวดเร็ว
ด้วยการใช้ประโยชน์จากอุปกรณ์ที่ทันสมัยและเทคโนโลยีการผลิต เรานำเสนอบริการงานกลึงชิ้นส่วนเหล็กตามสั่งด้วยซีเอ็นซี ซึ่งเหมาะสำหรับรูปทรงเรขาคณิตทั้งซับซ้อนและเรียบง่าย ความสามารถในการกลึงด้วยซีเอ็นซีของเรารวมถึงการกัด การกลึง การเจาะ การตัดลวด การตัดด้วยไฟฟ้า การเจียระไน และอื่นๆ พร้อมด้วยบริการปรับสภาพพื้นผิวเพิ่มเติม ไม่ว่าความต้องการของคุณจะเกี่ยวข้องกับความแม่นยำสูง ความสามารถในการทำซ้ำ หรือข้อกำหนดค่าความเผื่อที่เข้มงวด บริการกลึงชิ้นส่วนเหล็กของเราจะตอบสนองความต้องการของคุณได้อย่างสมบูรณ์แบบ

เหล็กกล้า SKD11
SKD11 เป็นเหล็กกล้าเครื่องมือผสมคาร์บอนสูง โครเมียมสูง จัดอยู่ในกลุ่มเหล็กกล้าแม่พิมพ์ทำงานเย็น ใช้กันอย่างแพร่หลายในการทำแม่พิมพ์และเครื่องมือที่มีความแม่นยำ เนื่องจากมีความทนทานต่อการสึกหรอ ความเหนียว และความสามารถในการชุบแข็งที่ดีเยี่ยม SKD11 เทียบเท่ากับ D2 (AISI), X153CrMoV12 (DIN) และ 1.2379 (Werkstoff) ในมาตรฐานสากลอื่นๆ
| ความต้านทานแรงดึง, จุดคราก (MPa) | โมดูลัสเฉือน (GPa) | การยืดตัว ณ จุดขาด (%) | ความแข็ง (บริเนลล์) | ความหนาแน่น (g/cm³) |
|
ประมาณ 1900 (ความต้านทานแรงดึง)
ประมาณ 1500 (ความต้านทานแรงดึงที่จุดคราก) |
ประมาณ 210-215 | ประมาณ 10-12 |
ในสภาพอบอ่อน: ≤255 HB
ในสภาพชุบแข็งและอบคืนตัว: ≥60 HRC (ประมาณ 580-620 HB เมื่อแปลงเป็นบริเนล) |
7.85 |

เหล็กกล้า SKH51
SKH51 เป็นเหล็กกล้าเครื่องมือความเร็วสูง จัดอยู่ในเกรด M2 ตามมาตรฐาน AISI ใช้กันอย่างแพร่หลายในเครื่องมือตัดเนื่องจากมีความทนทานต่อการสึกหรอดีเยี่ยม ความแข็งสูง และความเหนียวที่ดี SKH51 ยังคงความแข็งแม้ในอุณหภูมิสูง ทำให้เหมาะสำหรับงานความเร็วสูง
| กำลังรับแรงดึง ณ จุดคราก (MPa) | โมดูลัสเฉือน (GPa) | การยืดตัว ณ จุดขาด (%) | ความแข็ง (บริเนลล์) | ความหนาแน่น (g/cm³) |
|
ประมาณ 2300 (ความต้านทานแรงดึง)
ประมาณ 1800 (ความต้านทานแรงดึงที่จุดคราก) |
ประมาณ 210-220 | ประมาณ 8-10 |
ในสภาพอบอ่อน: ≤255 HB
ในสภาพชุบแข็งและอบคืนตัว: ≥63 HRC (ประมาณ 620-650 HB เมื่อแปลงเป็นบริเนล) |
8.0 |

เหล็กกล้า DC53
DC53 เป็นเหล็กกล้าเครื่องมือทำงานเย็นประสิทธิภาพสูง ซึ่งเป็นรุ่นปรับปรุงของ SKD11 (D2) มีความเหนียว ทนทานต่อการสึกหรอ และความสามารถในการกลึงที่เหนือกว่า ทำให้เหมาะสำหรับแม่พิมพ์ที่มีความแม่นยำ เครื่องมือตัด และชิ้นส่วนแม่พิมพ์ที่รับแรงสูง DC53 แก้ไขจุดอ่อนของ SKD11 เช่น ความเปราะและการแตกบิ่น โดยการปรับเปลี่ยนส่วนผสมของโลหะผสมและคุณสมบัติการอบชุบ
| ความต้านทานแรงดึง, จุดคราก (MPa) | โมดูลัสเฉือน (GPa) | การยืดตัว ณ จุดขาด (%) | ความแข็ง (บริเนลล์) | ความหนาแน่น (g/cm³) |
| ประมาณ 2400 (ความต้านทานแรงดึง) ประมาณ 2100 (ความต้านทานแรงดึงที่จุดคราก) | ประมาณ 210-215 | ประมาณ 12-15 |
ในสภาพอบอ่อน: ≤255 HB
ดับและอบคืนสภาพ: ≥62 HRC (ประมาณ 600-630 HB เมื่อแปลงเป็นบริเนลล์) |
7.85 |

เหล็ก SKS3
SKS3 เป็นเหล็กกล้าเครื่องมือทำงานเย็นที่ขึ้นชื่อเรื่องความเหนียวสูง ทนทานต่อการสึกหรอดี และมีคุณสมบัติในการตัดเฉือนที่ยอดเยี่ยม จัดอยู่ในประเภทเดียวกับ AISI O1 (เหล็กชุบแข็งด้วยน้ำมัน) และ DIN 1.2510 ทำให้เป็นวัสดุที่ใช้กันอย่างแพร่หลายสำหรับเครื่องมือตัด ดอกเจาะ แม่พิมพ์ และมีด
| กำลังรับแรงดึง ณ จุดคราก (MPa) | โมดูลัสเฉือน (GPa) | การยืดตัว ณ จุดขาด (%) | ความแข็ง (บริเนลล์) | ความหนาแน่น (g/cm³) |
| ประมาณ 780-1100 (กำลังรับแรงดึง) ประมาณ 600-850 (กำลังรับแรงดึง ณ จุดคราก) | ประมาณ 190-210 | ประมาณ 10-20 |
อบอ่อน: ≤229 HB
ดับและอบคืนสภาพ: ≥55 HRC (ประมาณ 530-580 HB เมื่อแปลงเป็นบริเนลล์) |
7.7-7.8 |

เหล็ก S136
S136 เป็นเหล็กกล้าเครื่องมือสแตนเลสที่มีความบริสุทธิ์สูง พัฒนาขึ้นสำหรับงานแม่พิมพ์พลาสติกที่ต้องการความทนทานต่อการกัดกร่อน ความสามารถในการขัดเงา และความทนทานต่อการสึกหรอที่ดีเยี่ยม มีการใช้งานอย่างแพร่หลายในอุตสาหกรรมการแพทย์ เลนส์ และบรรจุภัณฑ์อาหาร ซึ่งคุณภาพพื้นผิวสูงและความทนทานเป็นสิ่งสำคัญ
| กำลังรับแรงดึง ณ จุดคราก (MPa) | โมดูลัสเฉือน (GPa) | การยืดตัว ณ จุดขาด (%) | ความแข็ง (บริเนลล์) | ความหนาแน่น (g/cm³) |
|
ประมาณ 1350 (กำลังรับแรงดึง)
ประมาณ 1100 (กำลังรับแรงดึง ณ จุดคราก) |
ประมาณ 210 | ประมาณ 12-15 |
อบอ่อน: ≤215 HB
ดับและอบคืนสภาพ: ≥50 HRC (ประมาณ 480-520 HB เมื่อแปลงเป็นบริเนลล์) |
7.8 |

เหล็ก Stavax
STAVAX เป็นเหล็กกล้าเครื่องมือสแตนเลสเกรดพรีเมียมที่พัฒนาโดย Böhler-Uddeholm ซึ่งเป็นที่รู้จักกันอย่างกว้างขวางในด้านความทนทานต่อการกัดกร่อน ความสามารถในการขัดเงา และความทนทานต่อการสึกหรอที่ยอดเยี่ยม เป็นรุ่นที่ดัดแปลงจากเหล็กกล้าเครื่องมือ AISI 420 ออกแบบมาโดยเฉพาะสำหรับแม่พิมพ์ฉีดพลาสติก และการใช้งานอื่นๆ ที่ต้องการพื้นผิวเงาสูง
| กำลังรับแรงดึง กำลังรับแรงดึง ณ จุดคราก (MPa) | โมดูลัสเฉือน (GPa) | การยืดตัว ณ จุดขาด (%) | ความแข็ง (บริเนลล์) | ความหนาแน่น (g/cm³) |
|
ประมาณ 1400 (กำลังรับแรงดึง)
ประมาณ 1200 (กำลังรับแรงดึง ณ จุดคราก) |
ประมาณ 210 | ประมาณ 12-15 |
อบอ่อน: ≤215 HB
ทำให้แข็งโดยการตกตะกอน: 50-52 HRC (ประมาณ 480-520 HB เมื่อแปลงเป็นบริเนลล์) |
7.78 |
เหตุใดจึงควรเลือกบริการกลึง CNC ของ BOS สำหรับชิ้นส่วนเหล็ก?

เราเสนอบริการกลึง CNC สำหรับเหล็กหลายประเภท
ด้วยใบรับรองคุณภาพและประสบการณ์หลายปีในการให้บริการกลึงชิ้นส่วนเหล็กด้วย CNC แก่ลูกค้าทั่วโลก พร้อมด้วยเครื่อง CNC และอุปกรณ์การผลิตอื่นๆ ที่ทันสมัยและเพียงพอ เราจึงสามารถตอบสนองความต้องการของลูกค้าได้อย่างรวดเร็วและรับประกันคุณภาพของทุกคำสั่งซื้อ
ด้วยทำเลที่ตั้งที่เหนือกว่าและระบบโลจิสติกส์ที่มั่นคง เราจึงสามารถให้บริการจัดส่งที่รวดเร็วยิ่งขึ้น
ด้วยประสบการณ์การกลึง CNC กว่า 15 ปีในอุตสาหกรรมและตลาดต่างๆ เรามีความยืดหยุ่นและสามารถตอบสนองความต้องการที่หลากหลายของลูกค้าได้
ตัวเลือกการตกแต่งผิวและการปรับสภาพหลังการกลึงสำหรับชิ้นส่วนเหล็กที่ผ่านการกลึง CNC



เรามีตัวเลือกการตกแต่งพื้นผิวที่หลากหลายสำหรับเหล็ก CNC:
การชุบนิกเกิล — ชั้นของนิกเกิลถูกชุบอย่างสม่ำเสมอบนพื้นผิวของเหล็กกล้าคาร์บอนเพื่อเพิ่มความต้านทานการกัดกร่อนและการสึกหรอ กระบวนการนี้เพิ่มชั้นนิกเกิลหนา 0.005 มม. ลงบนพื้นผิวของชิ้นส่วน
การเคลือบออกไซด์ดำ — ชั้นออกไซด์ดำถูกสร้างขึ้นบนพื้นผิวของเหล็กกล้า ซึ่งช่วยปรับปรุงรูปลักษณ์ของชิ้นงานและให้ความต้านทานสนิมบางส่วน กระบวนการนี้ใช้กันอย่างแพร่หลายสำหรับชิ้นส่วนเครื่องจักรกล เครื่องมือ และอื่นๆ
การคาร์บูไรซิ่ง — ประสิทธิภาพของชิ้นส่วนเหล็กกล้าสามารถปรับปรุงได้อย่างมีนัยสำคัญผ่านการคาร์บูไรซิ่ง กระบวนการนี้จะเพิ่มคาร์บอนส่วนเกินเข้าไปในพื้นผิวของชิ้นส่วนเหล็กกล้าระหว่างการตัดเฉือน ซึ่งเพิ่มความแข็งและความต้านทานการสึกหรอ
ลองใช้บริการตัดเฉือน CNC สำหรับชิ้นส่วนเหล็กของ BOS ในไม่กี่ขั้นตอนง่ายๆ
อัปโหลดไฟล์ CAD ของคุณ
ส่งแบบร่างไฟล์ FDF และไฟล์ CAD หรือ 3D มาให้เรา
รับราคาของคุณ
คุณจะได้รับใบเสนอราคาภายในไม่กี่ชั่วโมง
สั่งซื้อชิ้นส่วนของคุณทางออนไลน์
คุณยืนยันคำสั่งซื้อและชำระเงินผ่านแพลตฟอร์มการชำระเงินที่ปลอดภัย
รับชิ้นส่วนของคุณ
ภายในระยะเวลาสั้นๆ ชิ้นส่วนที่คุณสั่งซื้อจะถูกจัดส่งโดยตรงไปยังที่อยู่จัดส่งของคุณ คุณสามารถติดตามพัสดุของคุณได้ตลอดเวลาผ่านบัญชีส่วนตัวของคุณ