
Apa Itu Die Stamping Progresif?
Die Progresif (juga dikenali sebagai Die Stamping Berbilang Stesen atau Progresif)Die progresif ialah sejenis alat stamping utama yang digunakan untuk pemprosesan kepingan logam. Ia adalah die berbilang stesen di mana pelbagai operasi stamping disusun secara berurutan dalam satu set die. Apabila jalur logam diumpan secara berterusan melalui die pada pic tetap, setiap stesen melakukan operasi tertentu—seperti menebuk, mengosongkan, membengkok, menarik, atau memotong—secara serentak dengan setiap lejang tekan. Di stesen akhir, bahagian siap dipisahkan daripada jalur.
Secara ringkas, die progresif berfungsi seperti
“barisan pengeluaran dalam acuan.”
Daripada menggunakan
pelbagai die berasingan dan pengendalian manual antara
proses, ia mengintegrasikan semua operasi ke dalam satu alat, dengan
bahan bergerak secara automatik dan progresif melalui
setiap stesen. Ini membolehkan pembuatan berkecekapan tinggi, volum tinggi
tanpa campur tangan manual semasa
proses.
Die progresif sangat sesuai untuk pengeluaran besar-besaran bahagian logam kecil dan kompleks, menawarkan produktiviti, konsistensi, dan keberkesanan kos yang sangat baik.
Struktur Lazim Die Stamping Progresif
Struktur Lazim Die Stamping Progresif (Die Progresif / Die Berbilang Stesen)
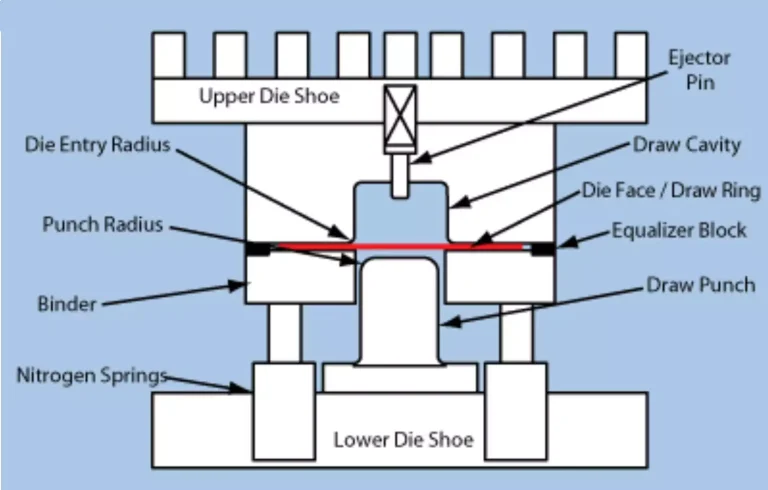
Die stamping progresif direka berdasarkan konsep pembentukan berurutan berbilang stesen, membolehkan bahan jalur mentah diubah secara berperingkat menjadi bahagian siap semasa ia bergerak melalui setiap peringkat. Struktur die biasanya terdiri daripada komponen utama berikut:
1.Die Atas & Die Bawah
Die Atas : Menempatkan penebuk dan menyambung ke pelocok tekan; ia melakukan tindakan stamping ke bawah semasa setiap lejang tekan.
Die Bawah : Memegang sisipan die dan komponen panduan, dipasang pada dasar tekan.
2.Penebuk & Sisipan Die
Elemen pembentukan teras di setiap stesen, bertanggungjawab untuk operasi seperti menebuk, membengkok, mengosongkan, dsb.
Diperbuat daripada keluli alat berkekerasan tinggi (contohnya, DC53, SKD11), dan biasanya menjalani rawatan haba dan salutan permukaan untuk meningkatkan ketahanan haus.
3.Komponen Panduan Jalur
Plat Panduan : Mengarahkan jalur logam ke dalam die dengan lancar dan konsisten.
Pin Perintis : Mengunci dengan lubang tebuk awal dalam jalur untuk memastikan penjajaran suapan berketepatan tinggi di stesen kritikal.
4.Sistem Pic & Susun Atur Progresif
Pic : Jarak suapan tetap setiap lejang (contohnya, 10mm, 15mm, 25mm), yang mesti selaras dengan saiz produk dan urutan operasi.
Susun Atur Stesen : Menentukan kekompakan die, kecekapan penggunaan bahan, dan integrasi proses.
5.Pelucut & Pad Tekanan
Plat Pelucut: Memastikan pelepasan yang betul bahan daripada penebuk selepas pembentukan, mengelakkan bahan melekat.
Pad Tekanan : Menstabilkan jalur semasa pembentukan untuk mengelakkan herotan atau salah jajaran; sering disokong oleh spring atau silinder nitrogen.
6.Sistem Tiang Panduan
Tiang Panduan & Bebibir : Mengekalkan penjajaran tepat antara die atas dan bawah, memastikan penebuk masuk ke dalam rongga die dengan tepat dan sepusat, walaupun pada kelajuan tinggi.
Ini penting untuk hayat alat dan ketepatan dimensi.
7.Sistem Pelupusan Skrap
Skrap yang dihasilkan oleh operasi menebuk atau mengosongkan dikeluarkan melalui lubang slug, dan dalam sesetengah reka bentuk, dibantu oleh penghembus udara atau mekanisme penggulungan skrap automatik.
Ini membantu mengekalkan persekitaran kerja yang bersih dan memastikan pengeluaran tanpa gangguan.
8.Sistem Plat Die & Asas
Termasuk komponen seperti kasut die atas, kasut die bawah, pemegang penebuk, dan plat sisipan die.
Menyediakan asas yang tegar dan tahan hentakan, penting untuk integriti struktur dan kestabilan die jangka panjang.
9.Mekanisme Bantuan Pilihan
Spring / Silinder Nitrogen : Menawarkan daya anjal untuk fungsi pelucutan atau penahan tekanan.
Sensor & Peranti Keselamatan: Seperti pengesanan putus jalur, pengesanan tebuk salah, atau sensor objek asing, terutamanya dalam die progresif ketepatan
Ciri Teras Die Stamping Progresif
Kelebihan teras die stamping progresif (juga dikenali sebagai die berbilang stesen atau berurutan) berasal daripada prinsip operasi berterusan dan reka bentuk bersepadu. Ciri-ciri ini membolehkan pembuatan komponen logam kompleks yang sangat cekap, tepat, dan berskala. Ciri-ciri utama termasuk:
1. Bersepadu Susun Atur Berbilang Stesen
Setiap stesen kerja disusun mengikut urutan berdasarkan
proses pembentukan. Bahan mentah dibentuk secara beransur-ansur dalam
acuan semasa ia bergerak ke hadapan mengikut jarak langkah (panjang indeks)
yang ditetapkan.
Operasi seperti menebuk, membengkok, membentuk
dalam, dan memotong disepadukan ke dalam satu set acuan
tunggal.
Dengan setiap lejaran penekan, jalur logam bergerak satu
stesen, dan operasi yang sepadan dilakukan—
akhirnya menghasilkan bahagian siap di stesen
akhir.
Tidak seperti acuan operasi tunggal atau acuan kompaun
yang memerlukan pengubahsuaian kedudukan manual atau pelbagai persediaan,
acuan progresif membolehkan "pembentukan lengkap dalam satu laluan."
2.Pengeluaran Berkelajuan Tinggi Secara Berterusan
Satu bahagian siap dihasilkan dengan setiap lejaran
penekan.
Bersama dengan sistem suapan automatik,
acuan progresif boleh mencapai 200–600 lejaran seminit, dan
lebih tinggi lagi untuk komponen mikro yang tepat.
Ini menghasilkan
kecekapan pengeluaran beberapa kali lebih besar daripada
acuan operasi tunggal—terutamanya sesuai untuk pengeluaran besar-besaran
lebih daripada satu juta keping, seperti terminal elektronik atau
kurungan automotif.
3.Penentuan Indeks Tepat & Kualiti Konsisten
Gabungan kawalan jarak langkah dan kedudukan pin perintis
memastikan setiap operasi dilaksanakan di lokasi yang tepat,
mengelakkan ralat terkumpul.
Bahagian yang dihasilkan menunjukkan
kebolehulangan dimensi yang sangat baik, menjadikan kaedah ini
sesuai untuk komponen logam ketepatan.
4.Pengurangan Buruh & Kos Operasi Lebih Rendah
Keseluruhan proses pengecapan adalah automatik sepenuhnya, dari
suapan bahan hingga pengeluaran bahagian.
Tiada pengendalian manual antara
peringkat diperlukan.
Ini mengurangkan persediaan alat,
masa pengangkutan, keperluan buruh, dan kos
berkaitan.
5.Penggunaan Bahan Dioptimumkan
Melalui susun atur sarang yang dioptimumkan (cth., susunan berperingkat atau
bersarang), penggunaan bahan dimaksimumkan dan sisa
diminimumkan—terutamanya penting untuk logam berharga atau
kepingan nipis.
Selain itu, acuan progresif mengelakkan
kehilangan pengapit berulang yang terdapat dalam operasi stesen tunggal, seterusnya
mengurangkan sisa.
Sisa dikeluarkan dengan cara
terkawal, memudahkan pengendalian berpusat atau
kitar semula.
6.Kehendak Reka Bentuk Kompleks & Tuntutan Teknikal
Acuan progresif memerlukan ketegaran struktur yang sangat baik, ketepatan
muat dan gerakan yang tinggi, serta rintangan keletihan.
Reka bentuk
dan pembuatannya melibatkan pemesinan ketepatan (cth.,
EDM wayar, CNC, EDM), rawatan haba, dan integrasi
pelbagai disiplin termasuk simulasi aliran acuan dan analisis
tegasan.
7.Skop Aplikasi Luas
Digunakan secara meluas dalam pelbagai industri, termasuk:
- Elektronik & Elektrik: Terminal, selongsong penyambung
- Automotif: Klip, kurungan, tetulang
- Perkakas Rumah: Tetulang selongsong, elemen sokongan
- Perubatan & Instrumentasi: Komponen perkakasan ketepatan
- Produk Perkakasan Harian
8.Ideal untuk Bahagian Kompleks, Kecil, Berjumlah Tinggi
Acuan progresif sangat menguntungkan untuk bahagian yang kecil,
berbentuk rumit dengan keperluan dimensi tinggi—seperti terminal elektronik,
spring sentuhan motor, atau pengikat automotif.
Apabila bahagian memerlukan
tiga atau lebih operasi (cth., menebuk + membengkok +
memotong) dan jumlah tahunan melebihi 100,000 unit, kos
dan faedah kecekapan pengecapan progresif menjadi
jauh lebih unggul.
Aliran Proses Pengecapan Acuan Progresif
1.Penyediaan Bahan
Mentah
Stok gegelung
logam—seperti keluli canai sejuk, keluli tahan karat, tembaga, atau
aluminium—biasanya dibekalkan dalam bentuk gulungan.
Ketebalan
bahan, toleransi dimensi, dan kualiti permukaan diperiksa
untuk memastikan pematuhan dengan spesifikasi reka bentuk
acuan.
2.Pelepasan Gegelung &
Pelurusan
Gegelung
logam dilepaskan menggunakan pelepasan gegelung dan kemudiannya melalui
mesin pelurus untuk menghilangkan tegasan dalaman dan
kelengkungan.
Ini memastikan jalur logam kekal rata dan
dijajarkan dengan betul semasa proses suapan.
3.Suapan Automatik
Suapan
servo (suapan NC) menggerakkan jalur logam ke dalam acuan
dengan ketepatan tinggi, berdasarkan jarak langkah kemajuan yang telah ditetapkan
(cth., 10mm, 15mm, dsb.).
Suapan disegerakkan
dengan lejaran penekan, memastikan penjajaran tepat dengan setiap
stesen acuan.
4.Kedudukan & Pembetulan Pin
Perintis
Pin perintis dalam
acuan mengunci lubang perintis yang telah ditebuk pada jalur logam untuk
membetulkan kedudukan dan menghapuskan ralat suapan
terkumpul.
Langkah ini amat penting untuk
bahagian pengecapan berbilang stesen berketepatan tinggi.
5.Proses Pengecapan Berbilang Stesen
Dengan setiap lejaran
penekan, jalur logam melalui beberapa stesen untuk
melaksanakan operasi secara berurutan. Proses ini biasanya
merangkumi:
Stesen awal:
Pratebukan (membuat lubang perintis atau berfungsi)
Takik (memotong bukaan sisi atau ciri kelegaan)
Pencetakan atau embos (mengukuhkan bahan secara setempat)
Stesen perantaraan:
Operasi pembentukan secara berperingkat seperti lenturan, pembentukan bebibir, penarikan, atau embos, digunakan secara bertahap untuk mengelakkan keretakan bahan akibat pembentukan berlebihan.
Stesen akhir:
Pemotongan, perataan, dan pembentukan semula untuk penghalusan dimensi
Pemotongan atau penebukan untuk memisahkan bahagian siap dari jalur pembawa
6. Pengeluaran Bahagian
Bahagian siap dipisahkan sepenuhnya di stesen terakhir dan dikeluarkan secara automatik oleh graviti atau pengeluar mekanikal ke dalam bekas penerima atau penghantar—menghapuskan sepenuhnya keperluan pengendalian manual.
7. Pelupusan Skrap
Slug tebuk dan skrap tepi dibuang melalui lubang slug dan boleh dikeluarkan menggunakan peniup udara, penghantar magnet, atau penggulung skrap.
Ini memastikan bahagian dalam acuan bersih dan pengeluaran tanpa gangguan.
8. Pemeriksaan Dalam Talian (Pilihan)
Untuk bahagian ketepatan, acuan boleh menggabungkan sensor, kamera optik, atau pengesan mekanikal untuk memantau isu seperti putus jalur atau ciri yang hilang.
Ini meningkatkan kawalan kualiti dalam barisan pengeluaran automatik.
9. Pemprosesan Akhir & Pembungkusan
Bahagian mungkin menjalani pembersihan, penyahbur, atau kemasan permukaan (contohnya, saduran atau salutan) seperti yang diperlukan.
Produk kemudian diisih, dikira, dan dibungkus untuk penyimpanan atau penghantaran.
Bengkel Pembuatan Acuan Profesional









Bengkel acuan kami dilengkapi dengan pelbagai peralatan canggih, termasuk pusat pemesinan CNC berkelajuan tinggi, mesin pemotong wayar ketepatan, dan mesin EDM cermin. Mesin-mesin ini diimport dari Taiwan, Switzerland, dan Jepun, memastikan ketepatan luar biasa dan kualiti yang konsisten dalam pembuatan acuan.
Semua proses pengeluaran diselesaikan dalam rumah, memendekkan masa utama dengan ketara dan meningkatkan respons keseluruhan projek.
Bengkel ini mempunyai lebih 60 juruteknik acuan berkemahiran tinggi, kebanyakan mereka mempunyai lebih daripada 10 tahun pengalaman dalam pembuatan acuan. Mereka mahir dalam pelbagai teknik pemprosesan dan mampu mengoptimumkan kos dan kecekapan pada setiap peringkat proses pengeluaran.
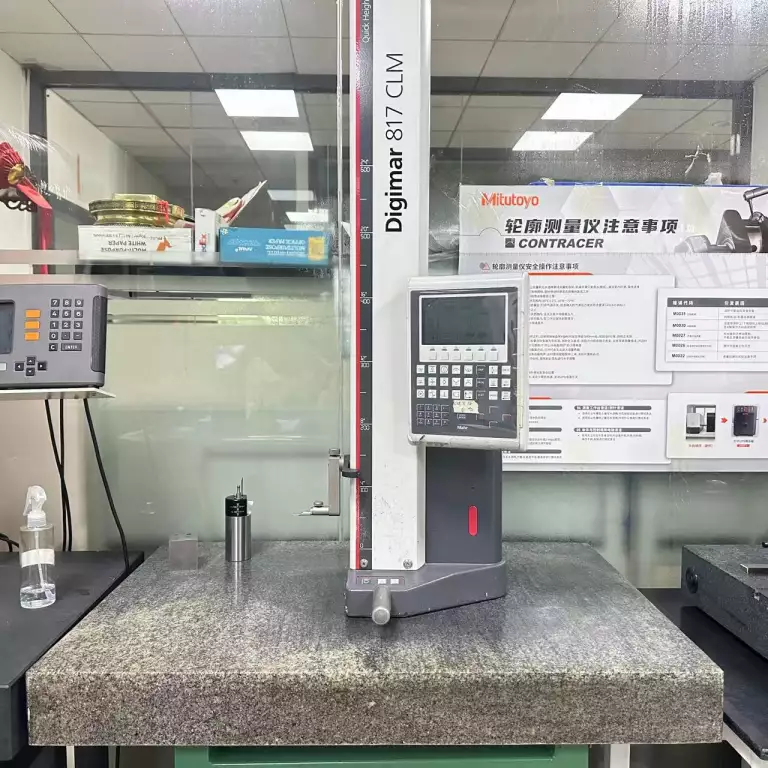
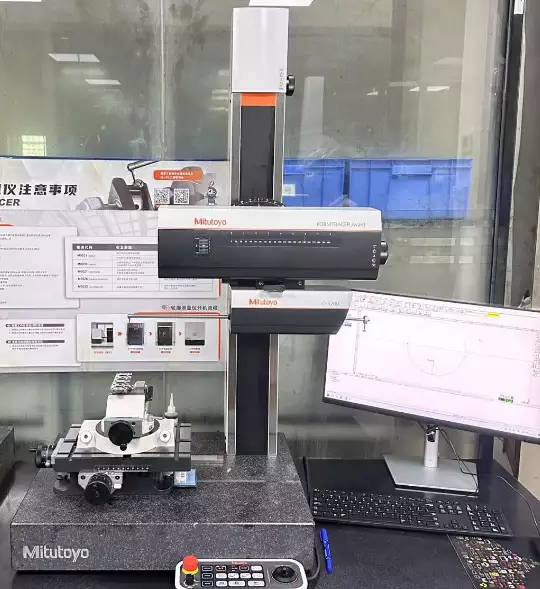
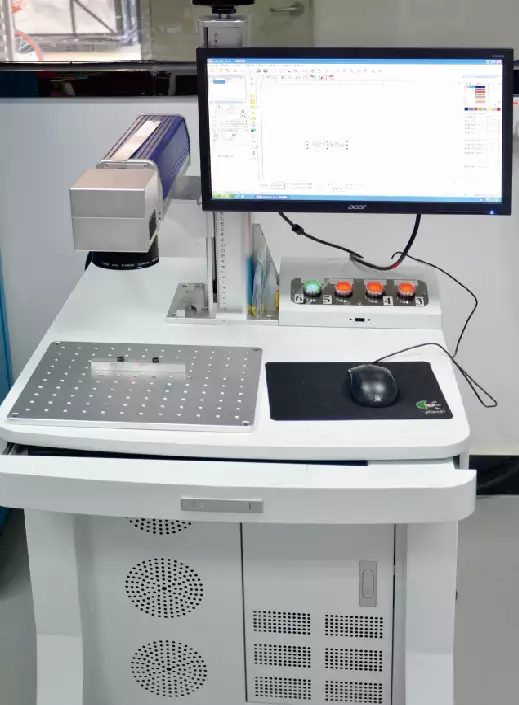
Sokongan Teknikal Pembuatan Acuan Menyeluruh
-

Projektor Pengukuran 3D Hexagon -

Projektor Ukuran 3D Zeiss -

Altimeter Mikro -

Projektor Nikon -

Mikroskop Alat Nikon -

Kontur Mitutoyo -

Mesin Penanda Laser -

Altimeter Nikon -

Projektor Ukuran 2D





Sebagai syarikat yang mementingkan kualiti, kami memastikan ketepatan acuan dan bahagian melalui pemeriksaan dimensi yang ketat dan menjalankan semua ujian tambahan yang diperlukan pada acuan. Kami menawarkan sokongan teknikal yang komprehensif, melakukan pembaikan dan pembinaan semula mengikut keperluan, dan menyimpan rekod terperinci semua aktiviti penyelenggaraan dalam sejarah acuan. Dengan kaedah pengeluaran yang fleksibel dan fokus yang kuat terhadap perkhidmatan pelanggan, kami dapat menyelesaikan kebanyakan acuan dalam masa satu hingga dua minggu dan menyediakan perkhidmatan segera untuk projek mendesak. Sebagai syarikat profesional, kami komited untuk mendengar keperluan pelanggan dan menyediakan penyelesaian yang meningkatkan kualiti produk. Untuk maklumat lanjut mengenai keupayaan pembuatan acuan kami atau untuk meminta sebut harga, sila hubungi kami secara langsung.
Jenis-Jenis Acuan Progresif
Acuan setem progresif boleh dikategorikan berdasarkan reka bentuk struktur, kerumitan pembentukan, kesesuaian bahan, dan tahap ketepatan. Berikut adalah jenis utama:
1. Acuan Progresif Standard
- 8.Hot Progressive Die Susun atur berbilang stesen tipikal yang melakukan operasi berturutan seperti tebuk, lentur, bentuk, dan potong.
- Menggabungkan zon pembentukan dipanaskan untuk pengecapan panas bahan seperti keluli berkekuatan ultra tinggi atau aloi titanium. Sesuai untuk bahagian berkerumitan sederhana yang diperbuat daripada bahan biasa seperti keluli canai sejuk atau tembaga.
- Memproses dua jalur logam secara serentak dalam simetri kiri-kanan. Serbaguna, masa pendahuluan pembuatan yang agak pendek, sesuai untuk pengeluaran kelompok sederhana.
2. Acuan Progresif Kompaun
- 7.Multi-Product Progressive Die Pelbagai operasi dilakukan serentak pada stesen tertentu (contohnya, tebuk + lentur).
- Faedah: Mengurangkan bilangan stesen acuan dan panjang keseluruhan acuan, meningkatkan penggunaan bahan dan daya pemprosesan.
- Menggabungkan zon pembentukan dipanaskan untuk pengecapan panas bahan seperti keluli berkekuatan ultra tinggi atau aloi titanium. Pengeluaran komponen elektrik dan perkakasan berkebolehan tinggi.
3. Acuan Progresif Jenis Penarikan
- 8.Hot Progressive Die Menggabungkan operasi penarikan dalam berbilang peringkat bersama penebukan dan pemotongan.
- Bahan: Sesuai untuk bahan dengan kebolehubahan penarikan yang baik, seperti keluli tahan karat atau aluminium.
- Menggabungkan zon pembentukan dipanaskan untuk pengecapan panas bahan seperti keluli berkekuatan ultra tinggi atau aloi titanium. Digunakan untuk perumah, penutup hujung, cengkerang bateri, dan bahagian penarikan dalam yang lain.
4. Acuan Progresif Ketepatan Tinggi
- Ketepatan: Toleransi pembuatan acuan ≤ ±0.005 mm; kebolehulangan suapan ≤ ±0.01 mm.
- Konfigurasi: Termasuk tiang panduan berkekukuhan tinggi dan sensor dalam acuan (pneumatik atau optik).
- Menggabungkan zon pembentukan dipanaskan untuk pengecapan panas bahan seperti keluli berkekuatan ultra tinggi atau aloi titanium. Komponen logam mikro seperti terminal penyambung, spring motor, dan pin elektronik.
- 7.Multi-Product Progressive Die Direka untuk penekan berkelajuan tinggi (300–800 SPM).
5.Double-Strip Progressive Die
- 8.Hot Progressive Die Struktur:
- Memproses dua jalur logam secara serentak dalam simetri kiri-kanan. Kelebihan:
- Menggabungkan zon pembentukan dipanaskan untuk pengecapan panas bahan seperti keluli berkekuatan ultra tinggi atau aloi titanium. Aplikasi:
Sesuai untuk bahagian simetri seperti penyambung atau bilah sesentuh.
- 7.Multi-Product Progressive Die Ciri:
- Komponen pengukuhan automotif dan bahagian gred aeroangkasa. Cabaran:
- Menggabungkan zon pembentukan dipanaskan untuk pengecapan panas bahan seperti keluli berkekuatan ultra tinggi atau aloi titanium. Aplikasi:
Bahagian khas dengan ciri lenturan terbalik, pengflensan, atau penguncian.
- 7.Multi-Product Progressive Die Ciri:
- Mampu menghasilkan 2 hingga 4 komponen berbeza secara serentak dalam satu die. Kunci:
- Menggabungkan zon pembentukan dipanaskan untuk pengecapan panas bahan seperti keluli berkekuatan ultra tinggi atau aloi titanium. Aplikasi:
Pembuatan keluarga bahagian kecil yang berkaitan secara struktur.
- 8.Hot Progressive Die Struktur:
- Menggabungkan zon pembentukan dipanaskan untuk pengecapan panas bahan seperti keluli berkekuatan ultra tinggi atau aloi titanium. Aplikasi:
- Komponen pengukuhan automotif dan bahagian gred aeroangkasa. Cabaran:
Industri yang Kami Layani
-

industri tenaga baharu dan fotovolta -
industri elektronik dan telekomunikasi -
industri peranti perubatan -
industri peralatan rumah dan rumah pintar -
industri pembuatan automotif -
industri tenaga baharu dan fotovolta -
industri elektronik dan telekomunikasi -
industri perkakasan dan barangan harian








FAQ
Berapa lama masa yang diambil untuk menghantar acuan?
Masa penghantaran bergantung pada kerumitan acuan, biasanya antara 15 hari hingga beberapa bulan.
Berapa lama masa penghantaran akan diambil?
Jika dihantar melalui laut, masa pengangkutan mungkin melebihi satu bulan. Jika anda memerlukan acuan dengan segera, kami mengesyorkan memilih pengangkutan udara untuk memendekkan masa penghantaran.
Bolehkah kami menandatangani NDA sebelum memuat naik
reka bentuk saya?
Tentulah, kami mengambil serius kerahsiaan
reka bentuk anda sangat serius.
Apakah yang perlu saya perhatikan semasa mereka bentuk
acuan?
Perhatikan faktor-faktor seperti keserasian struktur produk dan fungsi, kawalan ketepatan dan toleransi, pemilihan bahan dan rawatan haba, reka bentuk sistem gating dan penyejukan, kebolehselenggaraan dan kawalan kos, serta kecekapan pengeluaran dan keserasian automasi.
