
Kejituan Pemesinan Nyahcas Elektrik (EDM Kejituan)
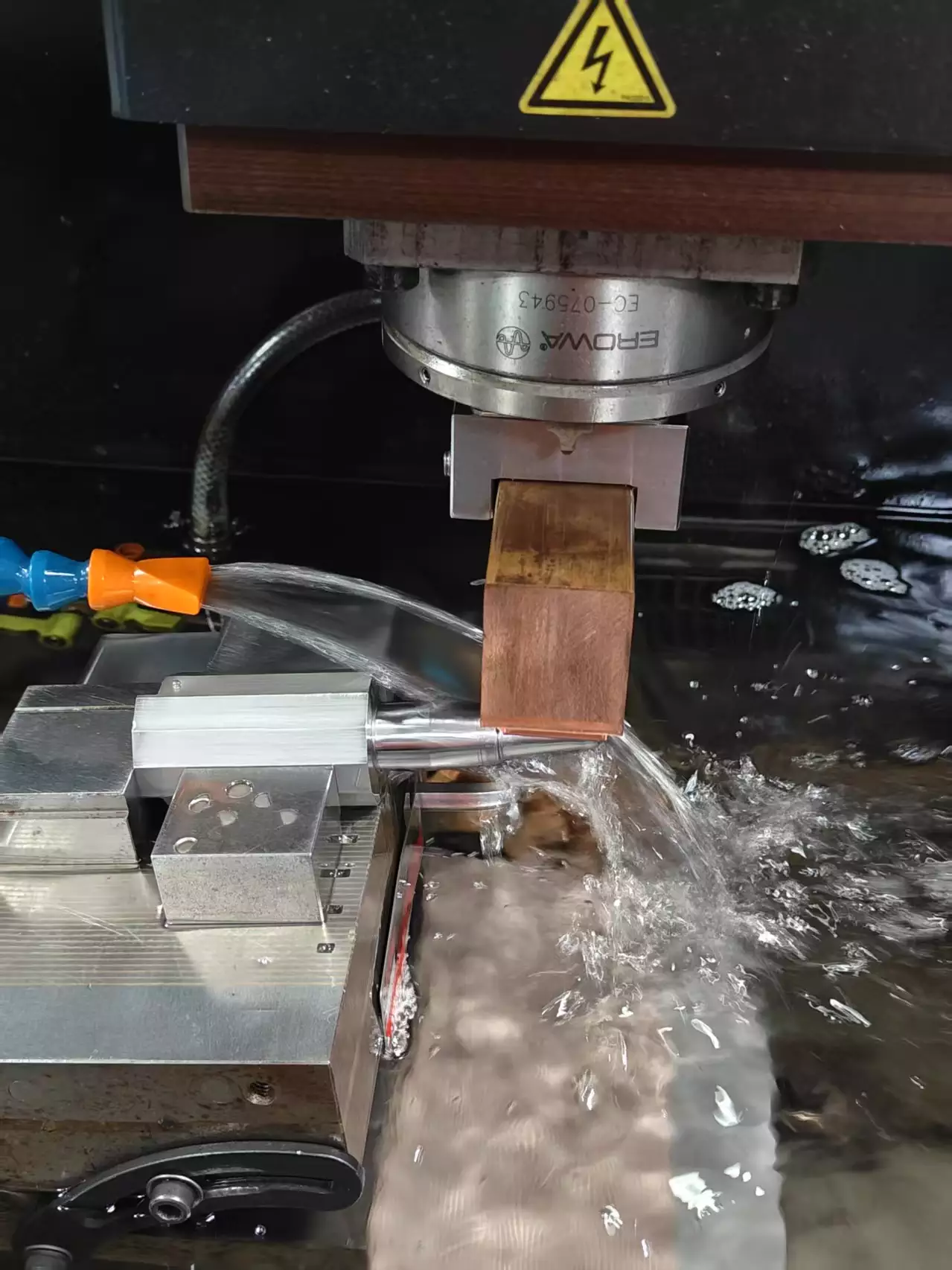
Pemesinan Nyahcas Elektrik Kejituan (EDM Kejituan), juga dikenali sebagai Pemesinan Nyahcas Elektrik (EDM), ialah satu proses di mana fenomena nyahcas berdenyut berlaku antara elektrod dan bahan kerja, menghasilkan suhu tinggi serta-merta (melebihi 10,000°C) dalam bendalir kerja penebat. Ini menyebabkan bahan logam mencair atau mengewap secara setempat. Melalui kesan kumulatif daripada beribu-ribu nyahcas kecil, bahan daripada permukaan bahan kerja dikeluarkan secara beransur-ansur, membentuk bentuk yang dikehendaki. Pada asasnya, EDM kejituan ialah proses sinergi antara elektrik, haba, mekanikal, dan penyingkiran bahan.
Kelebihan pemesinan EDM.
EDM (Pemesinan Nyahcas Elektrik) ialah kaedah pemesinan yang menggunakan tenaga nyahcas berdenyut untuk mengeluarkan bahan. Kelebihannya terutamanya ditunjukkan dalam aspek berikut:
1. Kejituan Tinggi
Kejituan boleh mencapai
±0.002mm, dan kekasaran permukaan adalah tinggi (Ra < 0.2μm),
menjadikannya sesuai untuk pemprosesan bahagian jitu.
2. Sesuai untuk Bahan Keras dan Rapuh
EDM amat sesuai untuk
memproses bahan yang mempunyai kekerasan atau kerapuhan tinggi, seperti
keluli keras, aloi titanium, seramik logam, dan
karbida. Bahan-bahan ini selalunya sukar diproses
dengan kaedah pemotongan tradisional, tetapi EDM boleh mengendalikannya
dengan mudah.
3. Keupayaan Pemesinan Bentuk Kompleks
EDM
boleh memproses rongga yang sangat kompleks, celah sempit, lubang dalam,
dan struktur halus (seperti corak jitu untuk acuan atau
lubang kecil untuk bilah turbin). Ia menunjukkan prestasi cemerlang dalam
pembuatan acuan, pemprosesan lubang dalam, dan kontur halus,
menjadikannya sesuai untuk memproses geometri kompleks dan butiran kecil
yang tidak dapat dicapai oleh kaedah pemesinan konvensional.
4. Pemesinan Tanpa Sentuhan
EDM mengeluarkan
bahan melalui nyahcas elektrik antara elektrod dan
bahan kerja, jadi tiada daya pemotongan fizikal
terlibat. Ini menjadikannya amat sesuai untuk bahan kerja
rapuh, mudah berubah bentuk, atau berbentuk tidak sekata,
mengelakkan tekanan atau ubah bentuk yang disebabkan oleh pemprosesan
mekanikal.
5. Automasi Tinggi
Dengan penyepaduan
sistem CNC, EDM boleh dikawal secara atur cara, menjadikannya
sesuai untuk pengeluaran kelompok dan pemesinan trajektori
kompleks sambil mengurangkan campur tangan manual.
6. Kualiti Permukaan Tinggi
EDM boleh meninggalkan
permukaan licin pada bahan kerja. Khususnya, teknologi EDM
nadi boleh meningkatkan lagi kualiti permukaan. Walaupun
sesetengah kes mungkin memerlukan pasca-pemprosesan untuk rawatan
permukaan, berbanding dengan kaedah pemesinan tradisional yang lain,
EDM secara amnya memberikan kemasan permukaan yang lebih baik.
7. Sesuai untuk Pemesinan Mikro
EDM mempunyai
kelebihan unik dalam pemesinan bahagian mikro. EDM
mikro boleh memproses lubang kecil yang jitu, struktur mikro, dan
butiran halus, menjadikannya sesuai untuk komponen mikro dalam
bidang seperti elektronik, peranti perubatan, dan aeroangkasa.
8. Fleksibiliti
EDM tidak bergantung pada
kehausan alat tradisional, sebaliknya pada pemilihan
elektrod untuk mengubah bentuk dan saiz. Ini membolehkan
penyesuaian mudah kepada pelbagai keperluan pemprosesan bahagian dan
bahan, terutamanya untuk pembuatan bahagian kompleks dan
tersuai.
9. Zon Terjejas Haba yang Lebih Kecil
Kerana EDM
menggunakan nyahcas suhu tinggi yang singkat dan bukannya
pemanasan berterusan, masa nyahcas adalah sangat singkat
(dalam mikrosaat). Haba tertumpu di kawasan
setempat, menghasilkan ubah bentuk haba keseluruhan yang minimum pada
bahan kerja, menjadikannya sesuai untuk bahagian berdinding nipis, mudah
berubah bentuk.
10. Sesuai untuk Pemesinan Lubang Mikro dan Lubang Dalam
EDM amat sesuai untuk
pemesinan lubang mikro dan lubang dalam. Berbanding dengan
kaedah lain, EDM boleh memproses lubang dalam dan lubang kecil
yang sukar dicapai dengan cekap tanpa tersumbat atau pengumpulan
serpihan.
Rahsia Kawalan Kejituan dalam Pemesinan Nyahcas Elektrik (EDM)
Pemesinan Nyahcas Elektrik Kejituan (EDM) mencapai kejituan tinggi melalui gabungan beberapa faktor kritikal. Faktor-faktor ini bekerjasama untuk mengawal dan memperhalus proses, memastikan ketepatan yang luar biasa. Berikut adalah “rahsia” utama kawalan kejituan dalam EDM:
1. Kawalan Tepat Arus dan
Lebar Nadi
Dalam EDM,
keamatan arus dan lebar nadi secara langsung
mempengaruhi kadar penyingkiran bahan dan
kejituan. Lebar nadi yang lebih kecil membolehkan
penyingkiran bahan yang lebih halus, yang meningkatkan
ketepatan pemesinan.
Kawalan arus membantu mengelakkan tenaga nyahcas berlebihan, dengan itu mengurangkan kekasaran permukaan dan kehausan elektrod.
2. Peranan Bendalir
Dielektrik
EDM dilakukan dalam
bendalir dielektrik penebat yang bukan sahaja
menyejukkan kawasan nyahcas tetapi juga mengeluarkan
serpihan dan gelembung gas yang dihasilkan semasa
pemesinan. Ini membantu mengelakkan gangguan
terhadap kejituan pemesinan.
Suhu, kadar aliran, dan kebersihan bendalir dielektrik mesti dikekalkan tetap untuk mengekalkan ketepatan pemesinan dan kualiti permukaan yang konsisten.
3. Pemilihan Bentuk dan Bahan
Elektrod
Bahan dan
bentuk elektrod adalah penting untuk
kejituan pemesinan. Bahan elektrod biasa
termasuk kuprum, grafit, dan
aloi kuprum. Kemasan permukaan elektrod
juga secara langsung memberi kesan kepada hasil
akhir.
Bentuk elektrod hendaklah sepadan dengan bentuk bahan kerja untuk memastikan bahawa bahagian akhir dibentuk mengikut spesifikasi yang tepat.
4. Sistem Kawalan
Servo
EDM kejituan
menggunakan sistem kawalan servo berkejituan tinggi
untuk melaraskan jurang antara
elektrod dan bahan kerja secara dinamik semasa
pemesinan. Ini adalah penting untuk mengekalkan
kejituan.
Sistem servo boleh melaraskan kedudukan elektrod secara automatik untuk mengimbangi kehausan elektrod, memastikan ketepatan pemesinan sepanjang proses.
5. Kawalan Suhu
Suhu tinggi
yang dihasilkan semasa EDM, terutamanya
haba serta-merta semasa nyahcas, boleh
menyebabkan perubahan dimensi dan permukaan pada
bahan kerja. Sistem kawalan suhu yang tepat
membantu mengelakkan ubah bentuk haba pada
bahan kerja.
Menggunakan sistem penyejukan yang sesuai, seperti penyejukan cecair dan gas, meminimumkan turun naik suhu dan memastikan pemesinan berkejituan tinggi.
6. Perancangan Tepat Laluan
Pemesinan
Perancangan teliti laluan
pemesinan adalah penting dalam EDM kejituan.
Dengan mengira dan merancang
urutan nyahcas dan saiz langkah, ia menghalang
pemesinan berlebihan pada kawasan setempat atau
penyingkiran bahan tidak sekata, dengan itu meningkatkan
ketepatan keseluruhan.
7. Peralatan
Berkejituan Tinggi
EDM kejituan
memerlukan mesin dengan kejituan yang sangat tinggi.
Mesin EDM moden dilengkapi dengan
sistem kedudukan termaju dan
teknologi kawalan automatik yang memastikan
kawalan tepat ke atas pergerakan elektrod dan
proses nyahcas semasa pemesinan.
8. Sistem Pemantauan dan Kawalan Maklum
Balas Masa Nyata
Mesin EDM canggih
dilengkapi dengan sistem pemantauan masa nyata
yang mengumpul data daripada proses
pemesinan, seperti arus,
voltan, dan perubahan jurang. Data ini digunakan
untuk melaraskan proses pemesinan bagi memastikan
bahan kerja kekal dalam keadaan pemesinan yang
tepat.
Sistem kawalan maklum balas secara automatik melaraskan parameter pemesinan berdasarkan data masa nyata, seterusnya meningkatkan kejituan.
9. Pengalaman dan Pengoptimuman
Proses
Ketepatan
kawalan dalam EDM juga sangat bergantung pada
pengalaman pengendali. Melalui pelbagai
percubaan dan pengoptimuman parameter,
pengendali boleh menyesuaikan proses untuk mencapai
ketepatan terbaik bagi bahan kerja tertentu.
Pengumpulan pengalaman berterusan dan analisis data membolehkan penambahbaikan proses, meningkatkan kestabilan dan ketepatan pemesinan.
Kesimpulan:
Ketepatan
kawalan dalam Pemesinan Nyahcas Elektrik (EDM) adalah
proses pelbagai aspek, melibatkan pengawalan arus dan
lebar denyut, kawalan bendalir dielektrik, pemilihan
elektrod dan pampasan haus, sistem servo,
kawalan suhu, dan perancangan laluan pemesinan. Melalui
kaedah kawalan tepat ini, EDM dapat memberikan
prestasi luar biasa dalam pembuatan berketepatan tinggi,
terutamanya untuk bahagian kompleks, lubang halus,
dan rongga dalam.
Jenis-jenis Nyahcas Percikan Pemesinan (EDM)




1. EDM Pembentukan
2. Sinker EDM (Ram EDM)
3. EDM Wayar
4. EDM Penggerudian
5. EDM Mikro
6. EDM Denyut
7. EDM Berkelajuan tinggi
Kawasan aplikasi bahagian yang diproses oleh EDM.
EDM (Pemesinan Nyahcas Elektrik), dengan ciri tanpa sentuhan, ketepatan tinggi, dan keupayaan untuk memesin bahan keras dan rapuh, memainkan peranan penting dalam pelbagai sektor pembuatan mewah. Berikut adalah kawasan aplikasi terasnya dan senario tipikal:
1.Pembuatan Acuan:
Aplikasi
termasuk acuan suntikan, acuan tuangan mati, acuan penekan,
teras acuan, rongga acuan, dan saluran penyejukan kompleks.
2.Aeroangkasa:
Aplikasi termasuk bahagian enjin,
komponen struktur kapal angkasa, komposit matriks seramik (CMC),
bahagian muncung aloi tungsten.
3.Pembuatan Elektronik dan Semikonduktor
:
Aplikasi termasuk
acuan pembungkusan semikonduktor, penyambung mikro, suis
ketepatan, dan pemprosesan ketepatan komponen elektronik.
4.Peranti Perubatan dan
Pembuatan Bio:
Aplikasi termasuk
peranti implan, alat acuan perubatan, instrumen
pembedahan, peralatan pergigian, implan, jarum ketepatan,
komponen mikro, dll.
5.Sektor Automotif dan Tenaga Baharu
:
Aplikasi termasuk komponen automotif,
acuan elektrod bateri litium, plat sel bahan api hidrogen.
6.Optik dan Instrumen
Ketepatan:
Aplikasi termasuk acuan
kanta, perumah sensor, rangka giroskop, dan
pemprosesan prisma.
7.Sektor Pembuatan Mewah Lain
:
Aplikasi termasuk barang kemas, pembuatan
alat.
8.Pembuatan Bahagian
Khas:
Aplikasi termasuk
lubang kecil berketepatan tinggi, bahagian mikro berketepatan tinggi,
rongga dalaman kompleks dan komponen rongga dalam, gear
mikro, dll.
-

Pembuatan Acuan -
Peranti Perubatan dan Pembuatan Bio -

Aeroangkasa -
Pembuatan Elektronik dan Semikonduktor -

Sektor Pembuatan Mewah Lain -
Pembuatan Bahagian Khas -

Sektor Automotif dan Tenaga Baharu -
Optik dan Instrumen Ketepatan







Cabaran dan Batasan Pemesinan EDM
1.Kecekapan Pemprosesan Rendah dan Kelajuan
Perlahan
Berbanding dengan kaedah
pemotongan tradisional, EDM bergantung pada prinsip hakisan elektrik,
yang menghasilkan kadar penyingkiran bahan yang lebih rendah. Oleh itu,
kecekapannya lebih rendah dalam pengeluaran berskala besar. Proses
mengambil masa lebih lama, terutamanya apabila memesin bentuk
kompleks dan bahan kerja besar.
2.Kos Pemprosesan Tinggi
Haus
Elektrod dan Penggantian:
Elektrod yang diperbuat daripada
bahan seperti tembaga dan grafit terus haus
semasa pemesinan EDM. Haus elektrod menjejaskan
ketepatan bahan kerja, memerlukan penentukuran atau penggantian
kerap, yang meningkatkan kos pemprosesan dan kerja
penyelenggaraan. Tambahan pula, bahagian kompleks mungkin memerlukan
beberapa set elektrod atau pembetulan kerap, seterusnya
meningkatkan kos bahan guna.
Perkakasan EDM dan Kos Penyelenggaraan: Perkakasan CNC-EDM adalah mahal dan memerlukan bendalir kerja EDM khusus dan sistem penyejukan, menyumbang kepada kos penyelenggaraan yang tinggi.
Kos Rawatan Bendalir Sisa: Selepas penggunaan berpanjangan, bendalir kerja mengumpul serpihan logam dan karbida, yang mesti dirawat secara profesional untuk memenuhi piawaian alam sekitar, dengan itu meningkatkan kos.
3.Batasan Kebolehsuaian Bahan
Terhad kepada Bahan Konduktif:
EDM hanya boleh memproses bahan konduktif, bermakna
bahan bukan konduktif, seperti plastik, kaca, dan seramik
tulen, tidak boleh diproses secara langsung. Ia mesti menjalani
rawatan tambahan (contohnya, salutan) untuk menjadi konduktif
bagi pemprosesan EDM.
Kecekapan Rendah dengan Bahan Takat Lebur
Tinggi: Untuk logam dengan takat lebur yang sangat tinggi,
seperti tungsten dan molibdenum, tenaga
nyahcas perlu ditingkatkan dengan ketara, yang membawa kepada
haus elektrod yang lebih besar dan seterusnya mengurangkan
kecekapan pemprosesan.
4.Kekasaran Permukaan
Walaupun EDM dapat memberikan permukaan yang agak licin, suhu tinggi yang dihasilkan semasa nyahcas boleh menyebabkan keretakan mikro atau lapisan keras pada permukaan bahan kerja, membentuk zon terjejas haba. Dalam bidang berketepatan tinggi seperti aeroangkasa, rawatan haba pasca-pemprosesan diperlukan untuk menghapuskan kesan ini.
5.Batasan Kedalaman Pemprosesan dan Struktur Kompleks
Nisbah Kedalaman-ke-Garispusat: Apabila memproses lubang dalam atau slot sempit, ketegaran elektrod mungkin tidak mencukupi, menyebabkan pesongan, dan penyingkiran cip sukar, yang boleh menyebabkan nyahcas tidak stabil.
Risiko Ubah Bentuk Bahagian Berdinding Nipis: Walaupun EDM tidak melibatkan daya pemotongan, kesan haba nyahcas yang berpanjangan boleh mengubah bentuk bahagian berdinding nipis. Kawalan ketat parameter proses diperlukan.
6.Keperluan untuk Kemahiran Operasi Khusus
Pemesinan EDM memerlukan pengendali mempunyai tahap kemahiran dan pengalaman yang tinggi, terutamanya dalam memilih elektrod yang sesuai, melaraskan parameter nyahcas, dan menangani kehausan elektrod. Pengendali yang tidak berpengalaman mungkin tidak dapat memanfaatkan sepenuhnya potensi peralatan EDM.
7.Keperluan Persekitaran yang Tinggi
EDM memerlukan bekalan kuasa yang stabil, cecair dielektrik yang bersih, dan persekitaran suhu yang sesuai, jika tidak, ketepatan pemesinan dan kualiti permukaan mungkin terjejas. Selain itu, proses ini menghasilkan percikan api dan suhu tinggi, memerlukan langkah keselamatan yang baik dan persekitaran kerja yang sesuai.
Ringkasan:
Walaupun EDM menawarkan banyak kelebihan, seperti ketepatan tinggi dan keupayaan untuk memproses bentuk kompleks dan bahan keras rapuh, ia juga menghadapi cabaran seperti kelajuan pemprosesan yang perlahan, kehausan elektrod, dan kos yang tinggi. Untuk memaksimumkan faedahnya bagi aplikasi tertentu, memilih bahan yang sesuai, mengoptimumkan parameter proses, menyelenggara peralatan, dan meningkatkan kemahiran operasi adalah faktor utama dalam mengatasi batasan ini.
Parameter proses pemesinan EDM.
Parameter proses EDM (Pemesinan Nyahcas Elektrik) adalah kunci untuk mengawal kualiti dan kecekapan pemesinan. Penetapan parameter ini dengan betul dapat mengoptimumkan hasil pemesinan. Berikut adalah beberapa parameter proses EDM yang biasa:
1.Tempoh Denyut
Unit: Mikrosaat (μs)
Fungsi: Tempoh denyut adalah masa untuk setiap nyahcas, secara langsung menentukan tenaga nyahcas. Tempoh denyut yang lebih besar meningkatkan kadar penyingkiran bahan, tetapi boleh menyebabkan kualiti permukaan yang lemah dan kehausan elektrod yang lebih tinggi; tempoh denyut yang lebih kecil membantu meningkatkan ketepatan dan kualiti permukaan tetapi mengurangkan kecekapan.
2.Sela Denyut
Unit: Mikrosaat (μs)
Fungsi: Sela denyut adalah masa antara dua denyut nyahcas. Sela denyut yang lebih kecil menghasilkan frekuensi nyahcas yang lebih tinggi, meningkatkan kecekapan pemesinan, tetapi menyebabkan pelesapan haba elektrod yang lebih lemah dan kehausan yang lebih tinggi; sela denyut yang lebih besar meningkatkan pelesapan haba elektrod dan mengurangkan kehausan tetapi mengurangkan kecekapan.
3.Arus Puncak
Unit: Ampere (A)
Fungsi: Arus puncak menentukan tenaga setiap nyahcas. Semakin tinggi arus, semakin tinggi kadar penyingkiran bahan, tetapi kekasaran permukaan meningkat, dan kehausan elektrod meningkat; arus yang lebih rendah meningkatkan ketepatan tetapi mengurangkan kecekapan.
4.Voltan Nyahcas
Unit: Volt (V)
Fungsi: Voltan nyahcas mempengaruhi jurang nyahcas antara elektrod dan bahan kerja. Voltan yang lebih tinggi meningkatkan jurang nyahcas, sesuai untuk pemesinan kasar dan penyingkiran cip yang lebih baik; voltan yang lebih rendah meningkatkan ketepatan dan kualiti permukaan tetapi menyukarkan penyingkiran cip, sesuai untuk operasi kemasan.
5.Bahan Elektrod dan Kehausan
Pemilihan Bahan:
Tembaga: Sesuai untuk pemesinan ketepatan, dengan kehausan rendah dan ketepatan tinggi, sesuai untuk bahagian kecil dan sederhana atau operasi kemasan.
Grafit: Tahan suhu tinggi dan kehausan rendah, sesuai untuk pemesinan kasar arus tinggi atau bahagian besar.
Kawalan Kehausan Elektrod: Arus dan tempoh denyut yang lebih tinggi menyebabkan kehausan elektrod yang lebih besar, jadi tetapan parameter optimum diperlukan untuk memanjangkan hayat elektrod.
6.Cecair Dielektrik
Jenis: Cecair dielektrik EDM khusus
Fungsi: Penyejukan, penyingkiran cip, dan penebat. Jika ketulenan cecair tidak mencukupi atau kadar alirannya terlalu rendah, ia boleh menyebabkan penyingkiran cip yang lemah, litar pintas, atau kualiti permukaan yang merosot.
7.Kadar Suapan
Unit: Milimeter seminit (mm/min)
Fungsi: Kadar suapan elektrod menentukan kadar perubahan jurang antara elektrod dan bahan kerja. Jika kadar suapan terlalu pantas, ia boleh menyebabkan litar pintas; jika terlalu perlahan, kecekapan menurun.
8.Tenaga Nyahcas
Unit: Ditentukan oleh arus dan tempoh denyut
Fungsi: Tenaga nyahcas adalah faktor utama yang menentukan tenaga setiap nyahcas. Tenaga nyahcas yang lebih tinggi membantu meningkatkan kadar penyingkiran bahan tetapi boleh menjejaskan kualiti permukaan secara negatif. Tenaga nyahcas yang lebih rendah meningkatkan kualiti permukaan tetapi mengurangkan kadar penyingkiran.
9.Jurang Percikan
Unit: Milimeter (mm)
Fungsi: Jurang percikan antara elektrod dan bahan kerja menentukan kestabilan nyahcas dan kecekapan penyingkiran bahan. Jika jurang terlalu besar, nyahcas mungkin menjadi tidak stabil, menjejaskan ketepatan pemesinan; jika terlalu kecil, ia boleh menyebabkan litar pintas atau pemanasan berlebihan elektrod dan bahan kerja.
Jadual Perbandingan Ciri Antara Pemesinan Nyahcas Elektrik Tradisional dan Pemesinan Nyahcas Elektrik Ketepatan
| Ciri-ciri | EDM Ketepatan | EDM Tradisional |
| Ketepatan Pemesinan | Ketepatan tinggi ±0.002 – 0.01mm, bahkan sehingga ±0.001mm | Biasanya ±0.01 – ±0.05mm |
| Kekasaran Permukaan (Ra) | 0.1 – 0.8μm; pemesinan kemasan cermin boleh mencapai di bawah 0.08μm | 1.6 – 3.2μm |
| Kadar Kehausan Elektrod | Agak rendah; kawalan nadi pintar mengurangkan kehausan dan memanjangkan hayat perkhidmatan elektrod | Agak tinggi; elektrod perlu diganti dengan kerap |
| Kecekapan Pemesinan | Kecekapan agak rendah; kawalan parameter tepat diperlukan untuk memastikan ketepatan | Kecekapan tinggi dalam pemesinan kasar, sesuai untuk penyingkiran bahan kawasan besar |
| Sistem Kawalan Peralatan | Sistem CNC berketepatan tinggi dengan kawalan maklum balas dan pelarasan pintar | Sistem kawalan mudah; banyak pelarasan manual diperlukan, tahap automasi rendah |
| Teknologi Kuasa Nadi | Mengawal dengan tepat lebar nadi, arus, dan selang nadi, sesuai untuk pemesinan berketepatan tinggi | Kawalan nadi yang agak mudah, sesuai untuk pemesinan kasar |
| Rawatan Bendalir Kerja | Bendalir kerja untuk mesin EDM dengan sistem penapisan berketepatan tinggi | Bendalir kerja untuk mesin EDM |
| Senario Aplikasi | Acuan tepat (contohnya, acuan pembungkusan semikonduktor, acuan optik), bahagian tepat untuk aeroangkasa, peranti perubatan, dan lain-lain. | Pemesinan kasar acuan biasa, pembentukan kosong bahagian |
| Kos Peralatan | Agak tinggi; peralatan import boleh menelan kos beberapa juta yuan | Agak rendah, sesuai untuk pemesinan kasar dan pengeluaran berskala besar |


FAQ
Apakah ketepatan pemesinan nyahcas
elektrik (EDM)?
Ketepatan
pemesinan nyahcas elektrik (EDM) biasanya pada tahap
mikrometer, dan secara amnya boleh dikawal dalam lingkungan
±0.001mm hingga ±0.005mm.
Sebagai contoh, mesin EDM tepat Mitsubishi boleh mencapai ketepatan pemesinan ±0.001mm. Mesin EDM berkelajuan tinggi Sodick mempunyai ketepatan jarak ±0.002mm dan ketepatan kedalaman ±0.001mm. Sebaliknya, beberapa mesin EDM standard mungkin mempunyai ketepatan yang sedikit lebih rendah, dengan ketepatan antara ±0.01mm hingga ±0.05mm.
Bagaimanakah kos pemesinan EDM
dikira?
Formula pengiraan kos
ringkas untuk pemesinan EDM:
Jumlah Kos ≈ (Kos Tenaga
Peralatan + Kos Bahan Habis + Kos Buruh Sejam) × Masa
Pemesinan + Kos Lain-lain
Bolehkah pemesinan sampel disediakan?
Ya, kami
boleh menyediakan perkhidmatan pemesinan sampel. Pelanggan boleh memberikan
lukisan bersama dengan keperluan mereka, dan kami akan
memprosesnya mengikut keperluan anda, memastikan ketepatan
dan kualiti pemesinan.
Cuba BOS Sekarang Hanya Dalam Beberapa Langkah
Muat naik fail 2D/3D anda
Muat naik sahaja fail projek anda—pasukan kejuruteraan kami akan menyemaknya dan menyampaikan penyelesaian tersuai dengan segera.
Pesanan Anda Mula Dilaksanakan
Sebaik sahaja kami menerima pengesahan anda, kami akan memulakan projek anda dengan segera.
Terima Pesanan Anda
Bahagian mesin tersuai anda akan dihantar terus ke pintu rumah anda.
Bersedia untuk membuat pesanan? Isi borang di bawah untuk berhubung dengan kami!
