
What Is a Progressive Stamping Die?
Progressive Die (noto anche come multi-stazione o stampo progressivo) è un tipo chiave di utensile di stampaggio utilizzato per la lavorazione della lamiera. Si tratta di uno stampo multi-stazione in cui più operazioni di stampaggio sono disposte sequenzialmente all'interno di un unico set di stampi. Mentre la striscia di metallo viene alimentata continuamente attraverso lo stampo a un passo fisso, ogni stazione esegue un'operazione specifica – come punzonatura, tranciatura, piegatura, imbutitura o taglio – in sincronia con ogni colpo di pressa. Alla stazione finale, il pezzo finito viene separato dalla striscia.
In termini semplici, uno stampo progressivo funziona come una “linea di produzione all'interno di uno stampo.”
Invece di utilizzare più stampi separati e movimentazione manuale tra i processi, integra tutte le operazioni in un unico utensile, con il materiale che si muove automaticamente e progressivamente attraverso ogni stazione. Ciò consente una produzione ad alta efficienza e alto volume senza intervento manuale durante il processo.
Gli stampi progressivi sono particolarmente adatti per la produzione di massa di piccole e complesse parti metalliche, offrendo eccellente produttività, consistenza e rapporto costo-efficacia.
Struttura Tipica di uno Stampo Progressivo
Struttura Tipica degli Stampi Progressivi (Stampo Progressivo / Stampo Multi-Stazione)
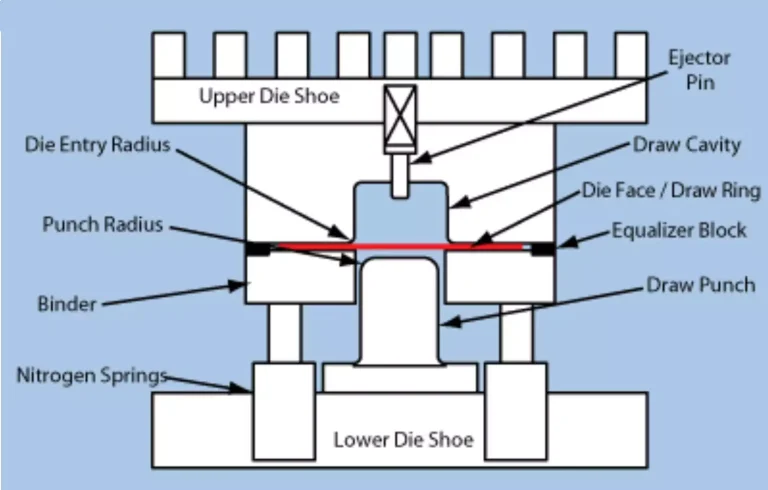
Uno stampo progressivo è progettato attorno al concetto di formatura sequenziale multi-stazione, consentendo alla striscia di materiale grezzo di essere trasformata incrementalmente in parti finite mentre avanza attraverso ogni stadio. La struttura dello stampo tipicamente consiste nei seguenti componenti chiave:
1.Maschio & Femmina
Maschio : Ospita i punzoni e si collega al pistone della pressa; esegue azioni di stampaggio verso il basso durante ogni colpo di pressa.
Femmina : Alloggia gli inserti di matrice e i componenti di guida, montata sul letto della pressa.
2.Punzoni e Inserti di Matrice
Gli elementi di formatura principali in ogni stazione, responsabili di operazioni come punzonatura, piegatura, tranciatura, ecc. Realizzati in acciai per utensili ad alta durezza (es. DC53, SKD11), e tipicamente sottoposti a trattamento termico e rivestimento superficiale per migliorare la resistenza all'usura.
3.Componenti di Guida della Striscia
Piastra di Guida
: Dirige la striscia di metallo all'interno dello stampo in modo fluido e costante. Perno Pilota
: Si impegna con fori pre-punzonati nella striscia per garantire un allineamento di alimentazione ad alta precisione nelle stazioni critiche. 4.Passo di Avanzamento e Sistema di Layout
Passo
: La distanza fissa di alimentazione per colpo (es. 10mm, 15mm, 25mm), che deve allinearsi con la dimensione del prodotto e la sequenza delle operazioni. Layout delle Stazioni
: Determina la compattezza dello stampo, l'efficienza di utilizzo del materiale e l'integrazione del processo. 5.Spogliatoio e Piastre di Pressione
Piastra Spogliatoio:
Garantisce il corretto rilascio del materiale dai punzoni dopo la formatura, prevenendo l'adesione del materiale. Piastra di Pressione
: Stabilizza la striscia durante la formatura per prevenire distorsioni o disallineamenti; spesso supportata da molle o cilindri ad azoto. 6.Sistema di Colonne di Guida
Colonne e Bussola di Guida
: Mantengono un allineamento preciso tra maschio e femmina, assicurando che il punzone entri nella cavità della matrice in modo accurato e concentrico, anche ad alta velocità. Questo è critico per la durata dell'utensile e la precisione dimensionale. 7.Sistema di Scarico dei Ritagli
I ritagli generati dalle operazioni di punzonatura o tranciatura vengono rimossi tramite fori di espulsione, e in alcuni progetti, assistiti da soffiatori d'aria o meccanismi automatici di riavvolgimento dei ritagli. Questo aiuta a mantenere un ambiente di lavoro pulito e garantisce una produzione ininterrotta.
8.Piastre e Sistema di Base dello Stampo
Include componenti come la piastra superiore, la piastra inferiore, il portapunzone e la piastra di inserimento della matrice. Fornisce una base rigida e resistente agli urti, essenziale per l'integrità strutturale e la stabilità a lungo termine dello stampo.
9.Meccanismi Ausiliari Opzionali
Molle / Cilindri ad Azoto
: Offrono forza elastica per funzioni di spogliatura o mantenimento della pressione.
Sensori e Dispositivi di Sicurezza:
Come rilevamento di rottura della striscia, rilevamento di punzonatura errata o sensori di corpi estranei, specialmente negli stampi progressivi di precisione.
Caratteristiche Principali degli Stampi Progressivi I vantaggi principali degli stampi progressivi (noti anche come stampi multi-stazione o sequenziali) derivano dai loro principi di funzionamento continuo e design integrato. Queste caratteristiche consentono una produzione altamente efficiente, precisa e scalabile di componenti metallici complessi. Le caratteristiche chiave includono:
Sensors & Safety Devices: Such as strip break detection, mis-punch detection, or foreign object sensors, especially in precision progressive dies
Core Features of Progressive Stamping Dies
The core advantages of progressive stamping dies (also known as multi-station or sequential dies) stem from their principles of continuous operation and integrated design. These features enable highly efficient, precise, and scalable manufacturing of complex metal components. The key features include:
1.Integrato Layout a Stazioni Multiple
Ogni postazione di lavoro è disposta in sequenza secondo il processo di formatura. Il materiale grezzo viene gradualmente sagomato all'interno dello stampo mentre avanza lungo il passo definito (lunghezza di indicizzazione).
Operazioni come punzonatura, piegatura, imbutitura profonda e tranciatura sono integrate in un unico gruppo stampo.
Ad ogni colpo di pressa, la striscia avanza di una stazione e viene eseguita l'operazione corrispondente, producendo infine il pezzo finito all'ultima stazione.
A differenza degli stampi a singola operazione o composti, che richiedono riposizionamento manuale o più configurazioni, gli stampi progressivi consentono la "formatura completa in un solo passaggio".
2.Produzione Continua ad Alta Velocità
Un pezzo finito viene prodotto con ogni colpo di pressa.
In combinazione con sistemi di alimentazione automatizzati, gli stampi progressivi possono raggiungere 200–600 colpi al minuto, e valori ancora più elevati per micro-componenti di precisione.
Ciò si traduce in efficienze produttive diverse volte superiori rispetto agli stampi a singola operazione, ideali soprattutto per la produzione di massa di oltre un milione di pezzi, come terminali elettronici o staffe automobilistiche.
3.Indicizzazione Precisa e Qualità Costante
La combinazione del controllo del passo e del posizionamento tramite perni pilota garantisce che ogni operazione venga eseguita nella posizione esatta, evitando errori cumulativi.
I pezzi prodotti presentano un'eccellente ripetibilità dimensionale, rendendo questo metodo adatto per componenti metallici di precisione.
4.Riduzione della Manodopera e Costi Operativi Inferiori
L'intero processo di stampaggio è completamente automatizzato, dall'alimentazione del materiale all'espulsione del pezzo.
Non è necessaria alcuna movimentazione manuale tra le fasi.
Ciò riduce le configurazioni degli attrezzaggi, i tempi di trasporto, i requisiti di manodopera e i costi associati.
5.Utilizzo Ottimizzato del Materiale
Grazie a layout di nidificazione ottimizzati (es. disposizioni sfalsate o annidate), l'utilizzo del materiale è massimizzato e gli sfridi minimizzati, aspetto particolarmente importante per metalli preziosi o lamiere sottili.
Inoltre, gli stampi progressivi evitano le perdite di serraggio ripetute tipiche delle operazioni a stazione singola, riducendo ulteriormente gli sprechi.
I rottami vengono scaricati in modo controllato, facilitando la gestione centralizzata o il riciclo.
6.Elevata Complessità Progettuale e Richieste Tecniche
Gli stampi progressivi richiedono un'eccellente rigidità strutturale, elevata precisione di accoppiamento e movimento, e resistenza a fatica.
La loro progettazione e fabbricazione comportano lavorazioni di precisione (es. elettroerosione a filo, CNC, elettroerosione), trattamenti termici e integrazione multidisciplinare, inclusa la simulazione del flusso nello stampo e l'analisi delle sollecitazioni.
7.Ampio Campo di Applicazione
Ampiamente utilizzati in diversi settori, tra cui:
- Elettronica ed Elettrico: Terminali, gusci di connettori
- Automotive: Clip, staffe, rinforzi
- Elettrodomestici: Rinforzi di involucri, elementi di supporto
- Medicale e Strumentazione: Componenti hardware di precisione
- Prodotti Hardware Quotidiani
8.Ideale per Parti Complesse, di Piccole Dimensioni e Grandi Volumi
Gli stampi progressivi sono particolarmente vantaggiosi per parti piccole e di forma complessa con requisiti dimensionali elevati, come terminali elettronici, molle a contatto per motori o elementi di fissaggio automobilistici.
Quando le parti richiedono tre o più operazioni (es. punzonatura + piegatura + rifilatura) e i volumi annuali superano le 100.000 unità, i vantaggi in termini di costo ed efficienza dello stampaggio progressivo diventano significativamente superiori.
Flusso di Processo dello Stampaggio Progressivo
1.Preparazione della
Materia Prima
Il materiale in bobina metallica, come acciaio laminato a freddo, acciaio inossidabile, rame o alluminio, viene generalmente fornito in rotoli.
Lo spessore del materiale, la tolleranza dimensionale e la qualità superficiale vengono ispezionati per garantire la conformità alle specifiche di progetto dello stampo.
2.Svolgitura e
Raddrizzatura
La bobina metallica viene srotolata tramite uno svolgitori e poi fatta passare attraverso una macchina raddrizzatrice per eliminare tensioni interne e curvature.
Ciò garantisce che la striscia rimanga piatta e correttamente allineata durante il processo di alimentazione.
3.Alimentazione Automatica
Un alimentatore servo (alimentatore NC) introduce la striscia nello stampo con elevata precisione, in base al passo di progressione preimpostato (es. 10 mm, 15 mm, ecc.).
L'alimentazione è sincronizzata con il colpo di pressa, assicurando un allineamento esatto con ogni stazione dello stampo.
4.Posizionamento e Correzione
tramite Perni Pilota
I perni pilota nello stampo si inseriscono nei fori pilota pre-punzonati sulla striscia per correggere il posizionamento ed eliminare errori di alimentazione cumulativi.
Questo passaggio è particolarmente critico per parti stampate a stazioni multiple di alta precisione.
5.Processo di Stampaggio
a Stazioni Multiple
Ad ogni colpo di pressa, la striscia avanza attraverso diverse stazioni per eseguire sequenzialmente le operazioni. Il processo include tipicamente:
Stazioni iniziali:
Pre-punzonatura (creazione di fori pilota o funzionali)
Intaglio (aperture laterali o asole di sfiato)
Coniatura o goffratura (rinforzo locale del materiale)
Stazioni intermedie:
Operazioni di formatura incrementale come piegatura, flangiatura, imbutitura o goffratura, applicate in fasi per evitare cricche del materiale dovute a deformazione eccessiva.
Stazioni finali:
Taglio, appiattimento e rimodellatura per il perfezionamento dimensionale
Troncatura o tranciatura per separare il pezzo finito dalla striscia di trasporto
6. Espulsione del pezzo
Il pezzo finito viene completamente separato all'ultima stazione ed espulso automaticamente per gravità o tramite espulsori meccanici in un contenitore di raccolta o nastro trasportatore, eliminando completamente la necessità di movimentazione manuale.
7. Scarico dei ritagli
I punzoni forati e i ritagli di bordo vengono scaricati attraverso fori di espulsione e possono essere rimossi utilizzando soffiatori d'aria, nastri magnetici o arrotolatori di scarti.
Ciò garantisce un ambiente pulito all'interno dello stampo e una produzione ininterrotta.
8. Ispezione in linea (Opzionale)
Per parti di precisione, lo stampo può incorporare sensori, telecamere ottiche o rilevatori meccanici per monitorare problemi come la rottura della striscia o caratteristiche mancanti.
Ciò migliora il controllo qualità all'interno delle linee di produzione automatizzate.
9. Post-lavorazione e imballaggio
Le parti possono essere sottoposte a pulizia, sbavatura o finitura superficiale (ad esempio placcatura o rivestimento) secondo necessità.
I prodotti vengono quindi ordinati, contati e imballati per la conservazione o la consegna.
Officina professionale di produzione stampi









La nostra officina per stampi è dotata di una gamma completa di attrezzature avanzate, inclusi centri di lavorazione CNC ad alta velocità, macchine per il taglio a filo di precisione e macchine per elettroerosione a specchio. Queste macchine sono importate da Taiwan, Svizzera e Giappone, garantendo una precisione eccezionale e una qualità costante nella produzione di stampi.
Tutti i processi produttivi vengono completati internamente, riducendo significativamente i tempi di consegna e migliorando la reattività complessiva del progetto.
L'officina è composta da oltre 60 tecnici di stampi altamente qualificati, la maggior parte dei quali ha più di 10 anni di esperienza nella produzione di stampi. Sono esperti in un'ampia gamma di tecniche di lavorazione e sono in grado di ottimizzare costi ed efficienza in ogni fase del processo produttivo.
Supporto tecnico completo per la produzione di stampi
-

Proiettore di misura 3D Hexagon -

Proiettore di misura 3D Zeiss -

Micro altimetro -

Nikon proiettore -

Microscopio da officina Nikon -

Mitutoyo Contour -

Macchina per marcatura laser -

Nikon altimetro -

Proiettore di misura 2D





In quanto azienda attenta alla qualità, garantiamo la precisione degli stampi e dei componenti attraverso rigorose ispezioni dimensionali e conduciamo tutti i test aggiuntivi necessari sugli stampi. Offriamo un supporto tecnico completo, eseguiamo riparazioni e ricostruzioni secondo necessità e manteniamo registrazioni dettagliate di tutte le attività di manutenzione nella cronologia dello stampo. Con metodi di produzione flessibili e una forte attenzione al servizio clienti, siamo in grado di completare la maggior parte degli stampi entro una o due settimane e fornire servizi accelerati per progetti urgenti. Come azienda professionale, ci impegniamo ad ascoltare le esigenze dei nostri clienti e a fornire soluzioni che migliorino la qualità del prodotto. Per maggiori informazioni sulle nostre capacità di produzione di stampi o per richiedere un preventivo, contattateci direttamente.
Tipi di stampi progressivi
Gli stampi progressivi possono essere classificati in base al loro design strutturale, complessità di formatura, applicabilità dei materiali e livello di precisione. Di seguito sono riportati i principali tipi:
1. Stampo progressivo standard
- Struttura: Disposizione tipica a più stazioni che esegue operazioni sequenziali come foratura, piegatura, formatura e taglio.
- Applicazione: Adatto per parti di media complessità realizzate con materiali comuni come acciaio laminato a freddo o rame.
- Vantaggio: Versatile, tempi di produzione relativamente brevi, ideale per produzioni in lotti medi.
2. Stampo progressivo composto
- Caratteristica: Più operazioni vengono eseguite simultaneamente in determinate stazioni (ad esempio foratura + piegatura).
- Beneficio: Riduce il numero di stazioni dello stampo e la lunghezza complessiva dello stampo, aumentando l'utilizzo del materiale e la produttività.
- Applicazione: Produzione ad alta efficienza di componenti elettrici e ferramenta.
3. Stampo progressivo per imbutitura
- Struttura: Include operazioni di imbutitura profonda a più stadi insieme a tranciatura e rifilatura.
- Materiale: Adatto per materiali con buona imbutibilità, come acciaio inossidabile o alluminio.
- Applicazione: Utilizzato per involucri, cappucci terminali, gusci di batterie e altre parti imbutite.
4. Stampo progressivo ad alta precisione
- Precisione: Tolleranza di fabbricazione dello stampo ≤ ±0,005 mm; ripetibilità di avanzamento ≤ ±0,01 mm.
- Configurazione: Include colonne di guida ad alta rigidità e sensori interni (pneumatici o ottici).
- Applicazione: Microcomponenti metallici come terminali di connettori, molle per motori e pin elettronici.
- Caratteristica: Progettato per presse ad alta velocità (300–800 colpi/min).
5.Double-Strip Progressive Die
- Struttura: Processa due strisce metalliche simultaneamente in simmetria sinistra-destra.
- Vantaggio: Raddoppia la produttività in uno spazio compatto.
- Applicazione: Adatta per parti simmetriche come connettori o lame di contatto.
6.Reverse Progressive Die
- Caratteristica: La striscia di materiale subisce un'alimentazione inversa o operazioni in direzione inversa.
- Sfida: Struttura complessa della matrice e alta precisione di allineamento richiesta.
- Applicazione: Parti speciali con piegatura inversa, flange o caratteristiche di bloccaggio.
7.Multi-Product Progressive Die
- Caratteristica: Capace di produrre da 2 a 4 componenti diversi simultaneamente in un'unica matrice.
- Punto chiave: Richiede un preciso layout della striscia e un'alimentazione e un'espulsione sincronizzate.
- Applicazione: Produzione di famiglie di parti piccole e strutturalmente correlate.
8.Hot Progressive Die
- Struttura: Incorpora zone di formatura riscaldate per la stampa a caldo di materiali come acciaio ad altissima resistenza o leghe di titanio.
- Applicazione: Componenti di rinforzo automobilistici e parti di grado aerospaziale.
- Sfida: Richiede acciai per utensili resistenti al calore e isolamento termico, con severi requisiti di durata e sicurezza.
Settori che serviamo
-

industria elettronica e delle telecomunicazioni -
industria dei dispositivi medici -
industria degli elettrodomestici e della casa intelligente -
industria manifatturiera automobilistica -
industria delle nuove energie e del fotovoltaico -
industria elettronica e delle telecomunicazioni -
industria della ferramenta e degli articoli per la casa -
industria aerospaziale e militare








RISORSE
Quanto tempo richiede la consegna dello stampo?
Il tempo di consegna dipende dalla complessità dello stampo, in genere varia da 15 giorni a diversi mesi.
Quanto tempo richiederà la spedizione?
Se spedito via mare, il tempo di trasporto può superare un mese. Se hai bisogno dello stampo con urgenza, ti consigliamo di scegliere il trasporto aereo per ridurre i tempi di consegna.
Possiamo firmare un NDA prima di caricare il mio
progetto?
Certamente, prendiamo molto seriamente la riservatezza del tuo
progetto.
A cosa devo prestare attenzione quando progetto uno
stampo?
Presta attenzione a fattori come
compatibilità di struttura e funzionalità del prodotto, controllo di precisione
e tolleranza, selezione dei materiali e trattamento
termico, progettazione del sistema di colata e raffreddamento, manutenibilità
e controllo dei costi, nonché efficienza produttiva e
compatibilità di automazione.
