
Precisione Elettroerosione (EDM di precisione)
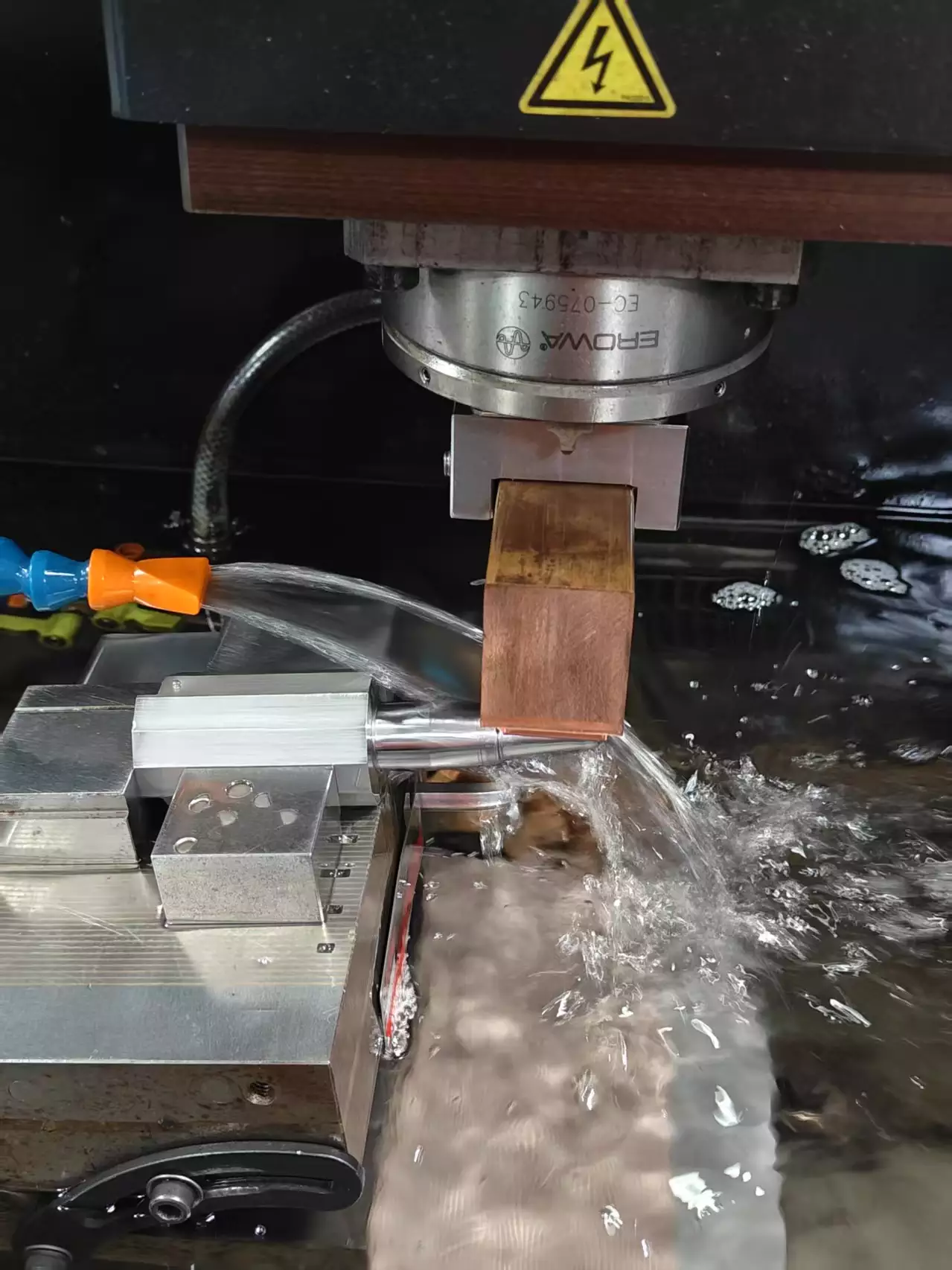
Elettroerosione di precisione (EDM di precisione), nota anche come Elettroerosione (EDM), è un processo in cui si verifica un fenomeno di scarica impulsiva tra un elettrodo e il pezzo in lavorazione, generando temperature istantanee elevate (oltre 10.000°C) in un fluido dielettrico isolante. Ciò provoca la fusione o vaporizzazione locale del materiale metallico. Attraverso l'effetto cumulativo di innumerevoli microscopiche scariche, il materiale dalla superficie del pezzo viene gradualmente rimosso, formando la forma desiderata. In sostanza, l'EDM di precisione è un processo sinergico di elettricità, calore, meccanica e rimozione del materiale.
I vantaggi della lavorazione EDM.
L'EDM (Elettroerosione) è un metodo di lavorazione che utilizza l'energia di scarica impulsiva per rimuovere materiale. I suoi vantaggi si riflettono principalmente nei seguenti aspetti:
1. Alta precisione
La precisione può raggiungere
±0,002 mm e la rugosità superficiale è elevata (Ra < 0,2 μm),
rendendola adatta alla lavorazione di parti di precisione.
2. Adatto per materiali duri e fragili
L'EDM è particolarmente adatto per
lavorare materiali con elevata durezza o fragilità, come
acciaio temprato, leghe di titanio, ceramiche metalliche e
carburi. Questi materiali sono spesso difficili da lavorare
con metodi di taglio tradizionali, ma l'EDM li gestisce
con facilità.
3. Capacità di lavorazione di forme complesse
L'EDM
può lavorare cavità molto complesse, fessure strette, fori profondi
e strutture fini (come motivi di precisione per stampi o
piccoli fori per pale di turbine). Eccelle nella
produzione di stampi, nella lavorazione di fori profondi e nei contorni fini,
rendendolo ideale per lavorare geometrie complesse e piccoli
dettagli che i metodi di lavorazione convenzionali non possono
realizzare.
4. Lavorazione senza contatto
L'EDM rimuove il
materiale tramite la scarica elettrica tra l'elettrodo e il pezzo,
pertanto non coinvolge forze di taglio fisiche.
Ciò lo rende particolarmente adatto per pezzi
fragili, deformabili o di forma irregolare,
evitando tensioni o deformazioni causate dalla lavorazione
meccanica.
5. Automazione elevata
Con l'integrazione di
sistemi CNC, l'EDM può essere controllato tramite programma,
rendendolo adatto per la produzione in lotti e la lavorazione
di traiettorie complesse, riducendo al contempo l'intervento manuale.
6. Alta qualità superficiale
L'EDM può lasciare una
superficie liscia sul pezzo. In particolare, la tecnologia
EDM a impulsi può migliorare ulteriormente la qualità superficiale. Sebbene
in alcuni casi possa essere necessaria una post-lavorazione per il trattamento
superficiale, rispetto ad altri metodi di lavorazione tradizionali,
l'EDM generalmente fornisce una migliore finitura superficiale.
7. Adatto per la microlavorazione
L'EDM ha
vantaggi unici nella lavorazione di micro parti. La micro
EDM può lavorare con precisione piccole aperture, micro
strutture e dettagli fini, rendendola adatta per componenti
microscopici in settori come l'elettronica, i dispositivi medici e l'aerospaziale.
8. Flessibilità
L'EDM non si basa
sull'usura tradizionale degli utensili, ma sulla selezione
dell'elettrodo per modificare forma e dimensione. Ciò consente di adattarsi
facilmente a un'ampia gamma di parti e materiali, specialmente per la produzione
di parti complesse e personalizzate.
9. Zona termicamente alterata ridotta
Poiché l'EDM
utilizza scariche brevi e ad alta temperatura anziché
riscaldamento continuo, il tempo di scarica è estremamente breve
(nell'ordine dei microsecondi). Il calore si concentra in un'area
localizzata, con una minima deformazione termica complessiva del
pezzo, rendendolo adatto per parti a parete sottile e facilmente
deformabili.
10. Adatto per la lavorazione di microfori e fori profondi
L'EDM è particolarmente adatto per la
lavorazione di microfori e fori profondi. Rispetto ad altri
metodi, l'EDM può lavorare efficientemente fori profondi e
piccole aperture difficili da ottenere, senza ostruzioni o
accumulo di detriti.
I segreti del controllo di precisione nell'elettroerosione (EDM)
L'elettroerosione di precisione (EDM) raggiunge un'elevata precisione attraverso una combinazione di diversi fattori critici. Questi fattori lavorano insieme per controllare e affinare il processo, garantendo un'accuratezza eccezionale. Di seguito sono riportati i principali "segreti" per il controllo di precisione nell'EDM:
1. Controllo preciso della corrente e della
larghezza dell'impulso
Nell'EDM, l'intensità
della corrente e la larghezza dell'impulso influenzano
direttamente il tasso di rimozione del materiale e la precisione.
Larghezze di impulso più piccole consentono una rimozione
del materiale più fine, migliorando l'accuratezza
della lavorazione.
Il controllo della corrente aiuta a prevenire un'eccessiva energia di scarica, riducendo così la rugosità superficiale e l'usura dell'elettrodo.
2. Ruolo del fluido dielettrico
L'EDM viene eseguito in un
fluido dielettrico isolante che non solo raffredda
l'area di scarica, ma rimuove anche i detriti e le
bolle di gas generati durante la lavorazione. Ciò aiuta
a prevenire interferenze con la precisione di
lavorazione.
La temperatura, la portata e la pulizia del fluido dielettrico devono essere mantenute costanti per garantire una precisione di lavorazione e una qualità superficiale costanti.
3. Scelta della forma e del materiale dell'elettrodo
Il materiale e
la forma dell'elettrodo sono cruciali per la precisione
di lavorazione. I materiali comuni per elettrodi includono
rame, grafite e leghe di rame. La finitura
superficiale dell'elettrodo influisce direttamente
anche sul risultato finale.
La forma dell'elettrodo deve corrispondere alla forma del pezzo per garantire che la parte finale venga realizzata secondo le specifiche esatte.
4. Sistema di controllo servo
L'EDM di precisione
utilizza sistemi di controllo servo ad alta precisione
per regolare dinamicamente il traferro tra l'elettrodo e
il pezzo durante la lavorazione. Ciò è essenziale per
mantenere la precisione.
Il sistema servo può regolare automaticamente la posizione dell'elettrodo per compensare l'usura dell'elettrodo, garantendo la precisione di lavorazione durante tutto il processo.
5. Controllo della temperatura
Le alte temperature
generate durante l'EDM, in particolare il calore
istantaneo durante la scarica, possono causare
variazioni dimensionali e superficiali nel pezzo.
Sistemi di controllo precisi della temperatura aiutano a
prevenire la deformazione termica del pezzo.
L'utilizzo di adeguati sistemi di raffreddamento, come il raffreddamento a liquido e a gas, riduce al minimo le fluttuazioni di temperatura e garantisce una lavorazione di alta precisione.
6. Pianificazione precisa del percorso di lavorazione
Una pianificazione attenta del percorso
di lavorazione è cruciale nell'EDM di precisione.
Calcolando e pianificando la sequenza di scarica e le
dimensioni dei passi, si evita la sovralavorazione
di aree localizzate o una rimozione non uniforme del
materiale, migliorando così la precisione complessiva.
7. Attrezzature di alta precisione
L'EDM di precisione
richiede macchine con una precisione estremamente elevata.
Le moderne macchine EDM sono dotate di avanzati sistemi
di posizionamento e tecnologie di controllo
automatizzato che garantiscono un controllo preciso
del movimento dell'elettrodo e del processo di scarica
durante la lavorazione.
8. Sistemi di monitoraggio in tempo reale e controllo
a retroazione
Le macchine EDM
avanzate sono dotate di sistemi di monitoraggio in tempo
reale che raccolgono dati dal processo di lavorazione,
come corrente, tensione e variazioni del traferro.
Questi dati vengono utilizzati per regolare il processo
di lavorazione per garantire che il pezzo rimanga in uno
stato di lavorazione accurato.
I sistemi di controllo a retroazione regolano automaticamente i parametri di lavorazione in base ai dati in tempo reale, migliorando ulteriormente la precisione.
9. Esperienza e ottimizzazione del processo
Precision
control in EDM also relies heavily on the
experience of the operator. Through multiple
trials and parameter optimization, the
operator can adjust the process to achieve
the best precision for a specific workpiece.
Continuous experience accumulation and data analysis allow for process improvements, enhancing machining stability and precision.
Conclusion:
Precision
control in Electrical Discharge Machining is
a multi-faceted process, involving the
regulation of current and pulse width,
control of dielectric fluid, electrode
selection and wear compensation, servo
systems, temperature control, and machining
path planning. Through these precise control
methods, EDM can deliver exceptional
performance in high-precision manufacturing,
especially for complex parts, fine holes,
and deep cavities.
Types of Spark Discharge Machining (EDM)




1. EDM Forming
2. Sinker EDM (Ram EDM)
3. Wire EDM
4. EDM Drilling
5. Micro EDM
6. Pulsed EDM
7. High-speed EDM
Application areas of parts processed by EDM.
EDM (Electrical Discharge Machining), with its non-contact, high-precision, and ability to machine hard and brittle materials, plays a critical role in various high-end manufacturing sectors. Below are its core application areas and typical scenarios:
1.Mold Manufacturing:
Applications
include injection molding molds, die-casting molds, stamping
molds, mold cores, mold cavities, and complex cooling
channels.
2.Aerospace:
Applications include engine
parts, spacecraft structural components, ceramic matrix
composites (CMC), tungsten alloy nozzle parts.
3.Electronics and Semiconductor
Manufacturing:
Applications include
semiconductor packaging molds, micro connectors, precision
switches, and precision processing of electronic components.
4.Medical Devices and
Biomanufacturing:
Applications include
implantable devices, medical mold tools, surgical
instruments, dental equipment, implants, precision needles,
micro components, etc.
5.Automotive and New Energy
Sectors:
Applications include automotive
components, lithium battery electrode molds, hydrogen fuel
cell plates.
6.Optics and Precision
Instruments:
Applications include lens
molds, sensor housings, gyroscope frames, and prism
processing.
7.Other High-end Manufacturing
Sectors:
Applications include jewelry, tool
manufacturing.
8.Special Parts
Manufacturing:
Applications include
high-precision small holes, high-precision micro parts,
complex internal cavities and deep cavity components, micro
gears, etc.
-

Mold Manufacturing -
Medical Devices and Biomanufacturing -

Aerospace -
Electronics and Semiconductor Manufacturing -

Other High-end Manufacturing Sectors -
Special Parts Manufacturing -

Automotive and New Energy Sectors -
Optics and Precision Instruments







Challenges and Limitations of EDM Machining
1.Low Processing Efficiency and Slow
Speed
Compared to traditional cutting
methods, EDM relies on the principle of electro-erosion,
which results in a lower material removal rate. Therefore,
its efficiency is lower in large-scale production. The
process takes longer, especially when machining complex
shapes and large workpieces.
2.High Processing Costs
Electrode
Wear and Replacement:
Electrodes made of
materials such as copper and graphite continuously wear down
during EDM machining. The wear of the electrodes affects the
accuracy of the workpiece, requiring frequent calibration or
replacement, which increases processing costs and
maintenance work. Furthermore, complex parts may require
multiple sets of electrodes or frequent corrections, further
increasing consumable costs.
EDM Equipment and Maintenance Costs: CNC-EDM equipment is expensive and requires specialized EDM working fluids and cooling systems, contributing to high maintenance costs.
Waste Fluid Treatment Costs: After prolonged use, the working fluid accumulates metal debris and carbides, which must be professionally treated to meet environmental standards, thus increasing costs.
3.Material Adaptability
Limitations
Limited to Conductive Materials:
EDM can only process conductive materials, meaning
non-conductive materials, such as plastics, glass, and pure
ceramics, cannot be processed directly. They must undergo
additional treatments (e.g., coating) to become conductive
for EDM processing.
Low Efficiency with High Melting
Point Materials: For metals with extremely high melting
points, such as tungsten and molybdenum, the discharge
energy needs to be significantly increased, which leads to
greater electrode wear and further reduces processing
efficiency.
4. Rugosità Superficiale
Sebbene l'EDM possa fornire una superficie relativamente liscia,
le alte temperature generate durante la scarica possono causare
micro-crepe o uno strato indurito sulla superficie del pezzo,
formando una zona termicamente alterata. In settori ad alta
precisione come l'aerospaziale, è necessario un trattamento termico
post-lavorazione per eliminare questi effetti.
5. Limitazioni sulla Profondità di Lavorazione e Strutture Complesse
Limitazione del Rapporto Profondità-Diametro:
Quando si lavorano fori profondi o fessure strette, la rigidità
dell'elettrodo potrebbe non essere sufficiente, causando
deflessione, e la rimozione dei trucioli può essere difficile,
il che può provocare scariche instabili.
Rischio di Deformazione di Parti a Parete Sottile:
Sebbene l'EDM non comporti forze di taglio, l'effetto termico
prolungato della scarica può deformare le parti a parete sottile.
È necessario un controllo rigoroso dei parametri di processo.
6. Necessità di Competenze Operative Specializzate
La lavorazione EDM richiede che gli operatori abbiano un alto
livello di abilità ed esperienza, specialmente nella scelta degli
elettrodi appropriati, nella regolazione dei parametri di scarica
e nella gestione dell'usura degli elettrodi. Operatori inesperti
potrebbero non essere in grado di sfruttare appieno il potenziale
delle apparecchiature EDM.
7. Elevati Requisiti Ambientali
L'EDM richiede un'alimentazione stabile, un fluido dielettrico
pulito e un ambiente di temperatura adeguato, altrimenti la
precisione di lavorazione e la qualità della superficie potrebbero
essere compromesse. Inoltre, il processo genera scintille e alte
temperature, rendendo necessarie buone misure di sicurezza e un
ambiente di lavoro adatto.
Riepilogo:
Sebbene l'EDM offra molti vantaggi, come l'alta precisione e la
capacità di lavorare forme complesse e materiali duri e fragili,
presenta anche sfide come velocità di lavorazione lenta, usura
degli elettrodi e costi elevati. Per massimizzare i suoi benefici
per applicazioni specifiche, la selezione di materiali adatti,
l'ottimizzazione dei parametri di processo, la manutenzione delle
attrezzature e il miglioramento delle competenze operative sono
fattori chiave per superare queste limitazioni.
I parametri di processo della lavorazione EDM.
I parametri di processo dell'EDM (Elettroerosione) sono fondamentali per
controllare la qualità e l'efficienza della lavorazione. La corretta
impostazione di questi parametri può ottimizzare i risultati di lavorazione.
Di seguito sono riportati alcuni parametri di processo comuni dell'EDM:
1. Durata dell'Impulso
Unità: Microsecondi (μs)
Funzione: La durata dell'impulso è il tempo per ogni scarica,
determinando direttamente l'energia di scarica. Una durata maggiore
aumenta il tasso di rimozione del materiale, ma può portare a una
scarsa qualità superficiale e a una maggiore usura dell'elettrodo;
una durata minore aiuta a migliorare la precisione e la qualità
superficiale, ma riduce l'efficienza.
2. Intervallo tra Impulsi
Unità: Microsecondi (μs)
Funzione: L'intervallo tra impulsi è il tempo tra due impulsi di
scarica. Un intervallo minore comporta una frequenza di scarica più
elevata, migliorando l'efficienza di lavorazione, ma provoca una
peggiore dissipazione del calore dell'elettrodo e una maggiore usura;
un intervallo maggiore migliora la dissipazione del calore e riduce
l'usura, ma diminuisce l'efficienza.
3. Corrente di Picco
Unità: Ampere (A)
Funzione: La corrente di picco determina l'energia di ogni scarica.
Più alta è la corrente, maggiore è il tasso di rimozione del materiale,
ma la rugosità superficiale aumenta e l'usura dell'elettrodo cresce;
correnti più basse migliorano la precisione ma riducono l'efficienza.
4. Tensione di Scarica
Unità: Volt (V)
Funzione: La tensione di scarica influenza il gap di scarica tra
elettrodo e pezzo. Una tensione maggiore aumenta il gap, adatto per
lavorazioni di sgrossatura e una migliore rimozione dei trucioli;
una tensione minore migliora precisione e qualità superficiale ma
rende la rimozione dei trucioli più difficile, ideale per operazioni
di finitura.
5. Materiale dell'Elettrodo e Usura Selezione del Materiale: Rame: Adatto per lavorazioni di precisione, con bassa usura e alta accuratezza, ideale per parti medie/piccole o operazioni di finitura. Grafite: Resistente alle alte temperature e a bassa usura, adatto per lavorazioni di sgrossatura ad alta corrente o parti grandi. Controllo dell'Usura dell'Elettrodo: Corrente e durata dell'impulso più elevate portano a una maggiore usura dell'elettrodo, quindi sono necessarie impostazioni ottimali dei parametri per prolungare la vita degli elettrodi.
6. Fluido Dielettrico Tipo: Fluido dielettrico speciale per EDM Funzione: Raffreddamento, rimozione trucioli e isolamento. Se la purezza del fluido è insufficiente o la portata è troppo bassa, può portare a una scarsa rimozione dei trucioli, cortocircuiti o qualità superficiale degradata.
7. Velocità di Avanzamento
Unità: Millimetri al minuto (mm/min)
Funzione: La velocità di avanzamento dell'elettrodo determina la
velocità di variazione del gap tra elettrodo e pezzo. Se è troppo
elevata, può causare cortocircuiti; se troppo bassa, l'efficienza
diminuisce.
Unit: Microseconds
(μs)
9. Gap di Scarica (Sparking Gap)
Unità: Millimetri (mm)
Funzione: Il gap di scarica tra elettrodo e pezzo determina la
stabilità della scarica e l'efficienza di rimozione del materiale.
Se il gap è troppo grande, la scarica può diventare instabile,
influenzando la precisione di lavorazione; se troppo piccolo, può
causare cortocircuiti o surriscaldamento di elettrodo e pezzo.
Tabella Comparativa delle Caratteristiche tra Elettroerosione Tradizionale e Elettroerosione di Precisione
Caratteristiche
EDM Tradizionale
EDM di Precisione
Accuratezza di Lavorazione
Alta precisione ±0,002 – 0,01 mm, fino a ±0,001 mm
Solitamente ±0,01 – ±0,05 mm
Rugosità Superficiale (Ra)
0,1 – 0,8 μm; la lavorazione a specchio può raggiungere meno di 0,08 μm
Unit: Microseconds
(μs)
Function: Pulse interval is the time between two
discharge pulses. A smaller pulse interval results in a
higher discharge frequency, improving machining efficiency,
but causes poorer electrode heat dissipation and higher
wear; a larger pulse interval improves electrode heat
dissipation and reduces wear but decreases efficiency.
3.Peak Current
Unit: Amperes
(A)
Function: Peak current determines the energy of each
discharge. The higher the current, the higher the material
removal rate, but surface roughness increases, and electrode
wear rises; lower currents improve precision but reduce
efficiency.
4.Discharge Voltage
Unit: Volts
(V)
Function: Discharge voltage influences the discharge
gap between the electrode and the workpiece. Higher voltage
increases the discharge gap, which is suitable for rough
machining and better chip removal; lower voltage enhances
precision and surface quality but makes chip removal more
difficult, which is ideal for finishing operations.
5.Electrode Material and Wear
Material
Selection:
Copper: Suitable for precision machining, with
lower wear and high accuracy, ideal for medium and small
parts or finishing operations.
Graphite: Resistant to
high temperatures and low wear, suitable for high current
rough machining or large parts.
Electrode Wear Control:
Higher current and pulse duration lead to greater electrode
wear, so optimal parameter settings are necessary to extend
the life of electrodes.
6.Dielectric Fluid
Type: Specialized EDM
dielectric fluid
Function: Cooling, chip removal, and
insulation. If the fluid’s purity is insufficient or its
flow rate is too low, it can lead to poor chip removal,
short circuits, or degraded surface quality.
7.Feed Rate
Unit: Millimeters per minute
(mm/min)
Function: The feed rate of the electrode
determines the rate at which the gap between the electrode
and the workpiece changes. If the feed rate is too fast, it
may cause short circuits; if too slow, the efficiency
decreases.
8.Discharge Energy
Unit: Determined by
current and pulse duration
Function: Discharge energy is
the primary factor determining the energy of each discharge.
Higher discharge energy helps increase material removal rate
but may negatively affect surface quality. Lower discharge
energy improves surface quality but lowers removal rate.
9.Spark Gap
Unit: Millimeters
(mm)
Function: The spark gap between the electrode and
the workpiece determines the stability of the discharge and
the material removal efficiency. If the gap is too large,
the discharge may become unstable, affecting machining
precision; if too small, it may cause short circuits or
overheating of the electrode and workpiece.
Comparison Table of Characteristics Between Traditional Electrical Discharge Machining and Precision Electrical Discharge Machining
| Characteristics | Altre finiture superficiali | Traditional EDM |
| Machining Accuracy | High precision ±0.002 – 0.01mm, even up to ±0.001mm | Usually ±0.01 – ±0.05mm |
| Surface Roughness (Ra) | 0.1 – 0.8μm; mirror – finish machining can reach below 0.08渭m | 1.6 – 3.2μm |
| Velocità di usura dell'elettrodo | Relativamente bassa; il controllo intelligente degli impulsi riduce l'usura e prolunga la vita utile dell'elettrodo | Relativamente alta; gli elettrodi devono essere sostituiti frequentemente |
| Efficienza di lavorazione | Efficienza relativamente bassa; è necessario un controllo preciso dei parametri per garantire la precisione | Alta efficienza nella sgrossatura, adatta per la rimozione di grandi volumi di materiale |
| Sistema di controllo dell'attrezzatura | Sistema CNC ad alta precisione con controllo a feedback e regolazione intelligente | Sistema di controllo semplice; molto aggiustamento manuale necessario, basso livello di automazione |
| Tecnologia di alimentazione a impulsi | Controlla con precisione larghezza, corrente e intervallo degli impulsi, adatta per lavorazioni ad alta precisione | Controllo degli impulsi relativamente semplice, adatto per la sgrossatura |
| Trattamento del fluido di lavoro | Fluido di lavoro per macchine EDM con un sistema di filtrazione ad alta precisione | Fluido di lavoro per macchine EDM |
| Scenari applicativi | Stampi di precisione (es. stampi per packaging di semiconduttori, stampi ottici), parti di precisione per aerospace, dispositivi medici, ecc. | Sgrossatura di stampi ordinari, formatura grezza di parti |
| Costo dell'attrezzatura | Relativamente alto; le attrezzature importate possono costare diversi milioni di yuan | Relativamente basso, adatto per sgrossatura e produzione su larga scala |


RISORSE
Qual è la precisione di lavorazione dell'elettroerosione (EDM)?
La precisione dell'elettroerosione (EDM) è tipicamente a livello
micrometrico e può generalmente essere controllata entro
±0,001 mm e ±0,005 mm.
Ad esempio, la macchina per EDM di precisione di Mitsubishi può raggiungere una precisione di lavorazione di ±0,001 mm. Le macchine per EDM ad alta velocità di Sodick hanno una precisione di spaziatura di ±0,002 mm e una precisione di profondità di ±0,001 mm. D'altra parte, alcune macchine EDM standard possono avere una precisione leggermente inferiore, con un'accuratezza che varia da ±0,01 mm a ±0,05 mm.
Come viene calcolato il costo della lavorazione EDM?
La formula semplificata per il calcolo del costo della lavorazione EDM:
Costo totale ≈ (Costo energetico dell'attrezzatura
+ Costo dei consumabili + Costo orario della manodopera) ×
Tempo di lavorazione + Altri costi vari
È possibile fornire lavorazioni campione?
Sì, possiamo
fornire servizi di lavorazione campione. I clienti possono fornire
i disegni insieme alle loro richieste e noi li elaboreremo
secondo le vostre esigenze, garantendo precisione di lavorazione
e qualità.
Prova BOS Ora In Pochi Passi
Carica i tuoi file 2D/3D
Carica semplicemente i tuoi file di progetto – il nostro team di ingegneri li esaminerà e fornirà prontamente una soluzione personalizzata.
Il tuo ordine prende il via
Non appena riceviamo la tua conferma, avvieremo immediatamente il tuo progetto.
Ricevi il tuo ordine
Le tue parti lavorate su misura verranno consegnate direttamente a casa tua.
Pronto per effettuare un ordine? Compila il modulo sottostante per metterti in contatto con noi!
