
Cos'è uno stampo a iniezione?
Lo stampo a iniezione è uno strumento di precisione utilizzato nel processo di stampaggio a iniezione. In parole semplici, funziona come un "modello di stampaggio": iniettando materiale plastico fuso nella cavità dello stampo e lasciandolo raffreddare e solidificare, si possono ottenere prodotti in plastica con forme che corrispondono esattamente alla cavità.
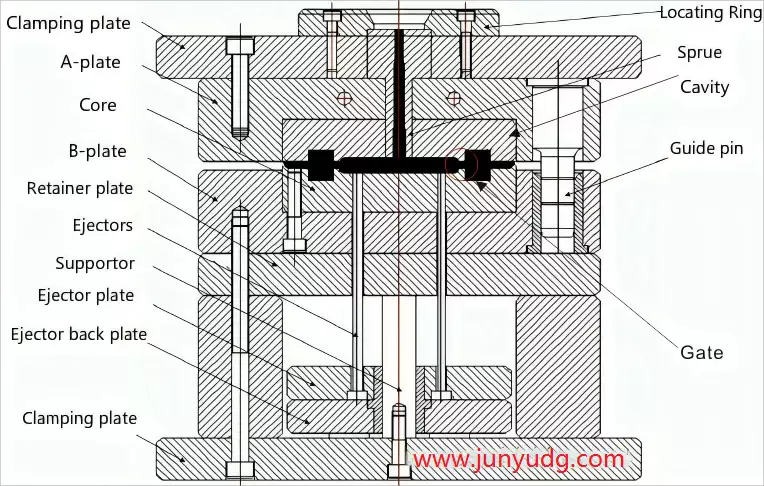
La struttura principale di uno stampo a iniezione comprende uno stampo fisso (montato sulla macchina per lo stampaggio a iniezione) e uno stampo mobile (che si muove per chiudersi con lo stampo fisso formando la cavità). Contiene anche altri componenti chiave come il canale di iniezione (il condotto attraverso cui viene iniettata la plastica), il sistema di raffreddamento (che accelera la solidificazione della plastica) e il sistema di sfiato (che espelle l'aria dalla cavità dello stampo).
Gli stampi a iniezione sono ampiamente utilizzati in settori come automotive, elettronica, dispositivi medici, elettrodomestici e beni di consumo. Prodotti come scocche di telefoni cellulari, cruscotti automobilistici, giocattoli di plastica e componenti di dispositivi medici sono tutti realizzati con stampi a iniezione. La precisione e la progettazione strutturale dello stampo determinano direttamente la qualità, l'efficienza produttiva e il costo dei prodotti finali in plastica.
Officina professionale per la produzione di stampi









La nostra officina per stampi è dotata di una gamma completa di attrezzature avanzate, inclusi centri di lavorazione CNC ad alta velocità, macchine per il taglio a filo di precisione e macchine per elettroerosione a specchio. Queste macchine sono importate da Taiwan, Svizzera e Giappone, garantendo una precisione eccezionale e una qualità costante nella produzione di stampi.
Tutti i processi produttivi vengono completati internamente, riducendo significativamente i tempi di consegna e migliorando la reattività complessiva del progetto.
L'officina è composta da oltre 60 tecnici di stampi altamente qualificati, la maggior parte dei quali ha più di 10 anni di esperienza nella produzione di stampi. Sono esperti in un'ampia gamma di tecniche di lavorazione e sono in grado di ottimizzare costi ed efficienza in ogni fase del processo produttivo.
Supporto tecnico completo per la produzione di stampi
-

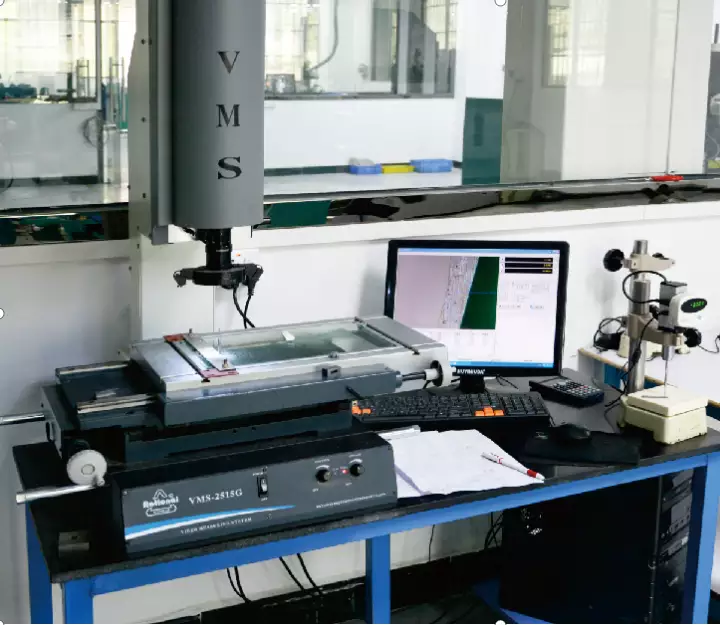
Proiettore di misura 3D Hexagon -

Proiettore di misura 3D Zeiss -

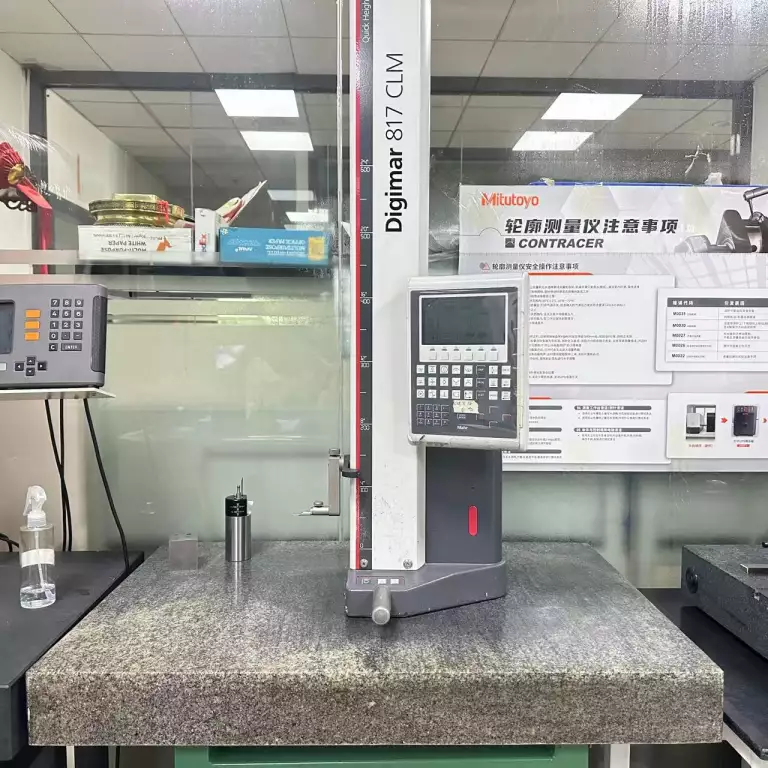
Micro altimetro -

Nikon proiettore -

Microscopio per utensili Nikon -

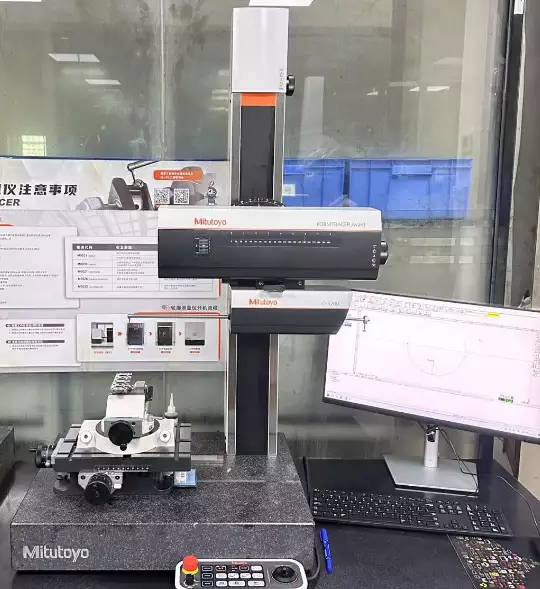
Mitutoyo Contour -

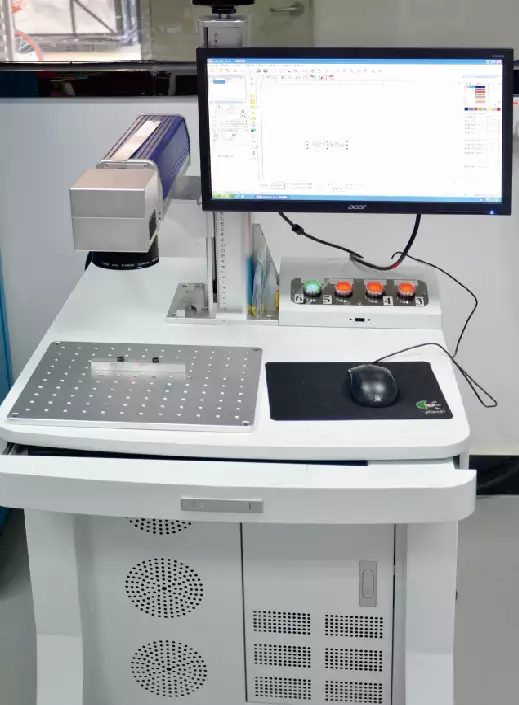
Macchina per marcatura laser -

Nikon altimetro -

Proiettore di misura 2D





In quanto azienda attenta alla qualità, garantiamo la precisione degli stampi e dei componenti attraverso rigorose ispezioni dimensionali e conduciamo tutti i test aggiuntivi necessari sugli stampi. Offriamo un supporto tecnico completo, eseguiamo riparazioni e ricostruzioni secondo necessità e manteniamo registrazioni dettagliate di tutte le attività di manutenzione nella cronologia dello stampo. Con metodi di produzione flessibili e una forte attenzione al servizio clienti, siamo in grado di completare la maggior parte degli stampi entro una o due settimane e fornire servizi accelerati per progetti urgenti. Come azienda professionale, ci impegniamo ad ascoltare le esigenze dei nostri clienti e a fornire soluzioni che migliorino la qualità del prodotto. Per maggiori informazioni sulle nostre capacità di produzione di stampi o per richiedere un preventivo, contattateci direttamente.
Processo di produzione dello stampo a iniezione
Il processo di produzione dello stampo a iniezione è un flusso di lavoro sistematico che va dalla progettazione iniziale alla consegna finale dello stampo. Ogni fase è strettamente collegata e influisce direttamente sulla qualità dello stampo e sull'efficienza della successiva produzione di massa. I passaggi dettagliati sono i seguenti:
1. Progettazione del prodotto e dello stampo
Analisi del prodotto: Sulla base dei disegni del cliente (modelli 3D o progetti 2D), gli ingegneri valutano la struttura del prodotto, le tolleranze dimensionali, le proprietà del materiale (come PP, ABS) e l'ambiente di applicazione previsto. Valutano la fattibilità dello stampo identificando problemi come sottosquadri o spessore irregolare delle pareti.
Progettazione dello stampo: Utilizzando software CAD come UG, AutoCAD, Pro/E o SolidWorks, lo stampo viene modellato in 3D, concentrandosi sui componenti chiave:
① Cavità e anima: Definiscono la geometria del prodotto finale;
② Superficie di separazione : L'interfaccia tra lo stampo fisso e quello mobile, che consente l'estrazione del pezzo;
③ Sistema di canale di iniezione e canali di alimentazione : Canali per il riempimento della cavità con plastica fusa — posizionamento e dimensioni sono ottimizzati per un riempimento uniforme;
④ Sistema di raffreddamento: Canali d'acqua progettati per accelerare il raffreddamento e ridurre i tempi di ciclo;
⑤ Sistema di sfiato: Rimuove l'aria intrappolata dalla cavità per prevenire difetti come bolle o riempimenti incompleti;
⑥ Meccanismo di espulsione: Spinge il pezzo finito fuori dallo stampo all'apertura.
⑦ Revisione del progetto: Valuta la logica strutturale, l'efficienza dei costi e la fattibilità produttiva. Una volta ottimizzato, vengono generati disegni tecnici dettagliati per la produzione.
2. Selezione e preparazione del materiale dello stampo
Selezione del materiale: In base alla quantità di pezzi, ai requisiti di precisione e al tipo di plastica (ad esempio, resine rinforzate con fibra di vetro o corrosive), vengono selezionati acciai per stampi adeguati:
Per parti in plastica standard: S50C, P20 (adatti per produzioni da basse a medie quantità);
Per esigenze di alta precisione o resistenza all'usura: 718H, NAK80 (buona lucidabilità), S136 (resistente alla corrosione per parti mediche o per uso alimentare).
Pre-trattamento del materiale: Vengono applicati trattamenti termici come ricottura o tempra per migliorare la lavorabilità e la stabilità dimensionale, seguiti dal taglio in grezzi per la lavorazione.
3. Lavorazione dei componenti dello stampo
Una serie di operazioni di lavorazione di precisione vengono utilizzate per modellare i componenti dello stampo dal materiale grezzo. I processi chiave includono:
Fresatura CNC: Macchine CNC a 3 o 5 assi ad alta precisione fresano superfici complesse e caratteristiche del nocciolo, raggiungendo tipicamente una precisione di ±0,005 mm.
EDM (Lavorazione per elettroerosione): Utilizzato per cavità profonde, fessure strette o texture intricate difficili da fresare, offrendo un'elevata fedeltà dei dettagli.
EDM a filo: Ideale per inserti, spigoli vivi e contorni precisi — precisione fino a ±0,002 mm.
Rettifica : Garantisce planarità, perpendicolarità e precisione dimensionale su dime, colonne guida e superfici di accoppiamento per un corretto allineamento dello stampo.
Foratura e maschiatura : Per canali di raffreddamento, fori per viti e raccordi ausiliari.
4. Trattamento termico
Parti critiche come la cavità e il nocciolo vengono sottoposte a trattamento termico (es. tempra, nitrurazione) per aumentare la durezza superficiale (tipicamente HRC50–55) e la resistenza all'usura, prolungando così la durata dello stampo.
5. Montaggio dello stampo
Tutti i componenti lavorati — stampo fisso, stampo mobile, colonne guida, sistema di espulsione, tubi di raffreddamento, ecc. — vengono assemblati secondo i disegni tecnici. Le tolleranze di accoppiamento sono attentamente controllate (es. 0,01–0,02 mm per i componenti di guida).
Le fasi finali includono l'installazione delle boccole di iniezione, degli anelli di centraggio e la tenuta dei sistemi di raffreddamento, assicurando che i canali di sfiato siano liberi.
6. Prova e messa a punto dello stampo
Lo stampo assemblato viene montato su una macchina per stampaggio a iniezione. Utilizzando plastica di produzione reale, viene eseguita una prova di iniezione: la plastica fusa viene iniettata, raffreddata e il pezzo viene espulso.
Valutazione del prodotto: I pezzi vengono esaminati per precisione dimensionale, finitura superficiale (controllando la presenza di segni di ritiro, bave, bolle) e facilità di espulsione.
Messa a punto dello stampo: Vengono apportate regolazioni in base ai problemi riscontrati — ad esempio, riposizionamento dei punti di iniezione, ottimizzazione della disposizione del raffreddamento, lucidatura delle superfici della cavità. Vengono condotte più prove (T1, T2, ecc.) fino al raggiungimento degli standard di qualità.
7. Accettazione e consegna dello stampo
Dopo prove riuscite, lo stampo viene pulito e trattato con agenti antiruggine. Viene compilata tutta la documentazione — disegni, rapporti di prova, ecc.
Lo stampo viene quindi imballato e preparato per la spedizione o l'installazione in loco presso lo stabilimento di produzione.
8. Supporto alla produzione di massa e manutenzione (Opzionale)
Può essere fornito supporto per la stabilizzazione della produzione;
Vengono offerte linee guida per la manutenzione e programmi di sostituzione dei pezzi di ricambio;
È disponibile assistenza tecnica o revisione dello stampo in caso di usura, perdite o altri guasti.
L'importanza della produzione di stampi a iniezione.
La produzione di stampi a iniezione occupa una posizione insostituibile nella produzione moderna. La sua influenza si estende alla qualità del prodotto, allo sviluppo industriale e all'efficienza economica. L'importanza di questo processo si riflette nei seguenti aspetti:
1. Determina la qualità e le prestazioni dei prodotti in plastica
- La precisione dello stampo — come le dimensioni della cavità e la finitura superficiale — influisce direttamente sulle tolleranze dimensionali, sulla qualità superficiale (es. assenza di bave, segni di ritiro) e sull'integrità strutturale dei pezzi in plastica.
- Una struttura dello stampo ben progettata — inclusi sistemi di raffreddamento e progettazione degli sfiati — garantisce un riempimento uniforme del fuso e un raffreddamento adeguato, prevenendo difetti comuni come bolle o deformazioni. Ciò garantisce le prestazioni funzionali del prodotto finale, inclusa la resistenza meccanica e l'affidabilità della tenuta.
2. Impatto sull'efficienza produttiva e sui costi di produzione
- Gli stampi di alta qualità consentono una produzione continua, stabile e ad alta velocità, riducendo significativamente i tempi di ciclo (da pochi secondi a pochi minuti per colpo) e migliorando l'efficienza della produzione di massa.
- La durata di uno stampo — determinata da fattori come trattamento termico, durezza e resistenza all'usura — influisce direttamente sulla sua vita utile. Gli stampi standard possono durare decine o centinaia di migliaia di cicli, mentre gli stampi di precisione possono superare il milione di cicli. Ciò riduce al minimo i tempi di fermo dovuti a frequenti manutenzioni o sostituzioni, riducendo così i costi unitari di produzione.
3. Supporta lo sviluppo di molteplici industrie
Gli stampi a iniezione sono ampiamente utilizzati in numerosi settori, tra cui automotive, elettronica, dispositivi medici, elettrodomestici, imballaggi e beni di consumo. Praticamente tutti i componenti in plastica prodotti in serie si basano sullo stampaggio a iniezione. Ad esempio:
- Nel settore automobilistico: cruscotti, paraurti, condotti dell'aria;
- In elettronica: custodie per telefoni, connettori, involucri;
- Nei dispositivi medici: siringhe, set per flebo e materiali di consumo di alta precisione.
Il livello di produzione degli stampi influisce direttamente sulla velocità di innovazione del prodotto e sulla competitività di queste industrie, in particolare nel raggiungimento di geometrie complesse e design leggeri.
4. Riflette il livello tecnologico di un sistema produttivo
La produzione di stampi integra un'ampia gamma di discipline, tra cui progettazione (simulazione CAD/CAE), lavorazione di precisione (CNC, EDM, taglio a filo), ingegneria dei materiali e tecnologia del trattamento termico. La precisione e la complessità degli stampi sono ampiamente considerate come indicatori delle capacità produttive di una nazione o di un'impresa.
Lo sviluppo di stampi di alto livello — come stampi a micro-precisione o stampi a cavità multiple — è essenziale per produrre prodotti ad alto valore aggiunto e superare barriere tecniche.
5. Guida l'iterazione e l'innovazione del prodotto
- La ricerca e sviluppo di nuovi prodotti in plastica dipende fondamentalmente dalla produzione di stampi. Flussi di lavoro efficienti per lo sviluppo degli stampi — come la prototipazione rapida combinata con l'ottimizzazione delle prove — aiutano a ridurre il tempo dal design del prodotto alla produzione di massa, accelerando i cicli di iterazione, specialmente in settori in rapida evoluzione come l'elettronica di consumo.
- La flessibilità degli stampi (es. inserti sostituibili, noccioli modulari) supporta anche la produzione multivariante, soddisfacendo le esigenze di personalizzazione e individualizzazione nei mercati moderni.
Vantaggi e caratteristiche chiave della produzione di stampi a iniezione
Come uno dei processi più fondamentali nella produzione moderna, la produzione di stampi a iniezione offre notevoli vantaggi come elevata efficienza di formatura, qualità del prodotto costante e ampia adattabilità dei materiali. I suoi metodi di lavorazione e le caratteristiche tecniche ne fanno la soluzione dominante per la produzione in serie di componenti in plastica di alta precisione. I vantaggi e le caratteristiche principali sono descritti di seguito:
Principali vantaggi
1. Alta Efficienza per la Produzione di Massa
Una volta che lo stampo è adeguatamente calibrato, è possibile ottenere una produzione continua automatizzata utilizzando macchine per stampaggio a iniezione. Il tempo di ciclo per ogni iniezione è breve (da pochi secondi a pochi minuti), consentendo una risposta rapida alle richieste di produzione su larga scala. Maggiore è la produzione, minore è il costo dello stampo per unità, con conseguenti significativi benefici economici.
2. Eccellente Coerenza e Alta Precisione
La tolleranza dimensionale delle cavità dello stampo può raggiungere ±0,005 mm, garantendo che tutte le parti prodotte dallo stesso stampo siano altamente coerenti in dimensioni, forma e prestazioni fisiche. Ciò elimina le variazioni tipicamente riscontrate nella lavorazione manuale ed è particolarmente adatto per settori che richiedono tolleranze strette, come elettronica di precisione, dispositivi medici e componenti ottici.
3. Capacità per Elevata Complessità Strutturale
Progetti di stampi complessi che coinvolgono configurazioni a cavità multiple, slitte, sollevatori e inserti possono facilmente accogliere forme intricate, canali interni e multiple estrazioni laterali del nucleo.
Il design integrato è supportato, consentendo di formare più componenti come un'unica unità, riducendo così i costi di assemblaggio e i tassi di guasto.
4. Ampia Compatibilità dei Materiali
Gli stampi a iniezione sono adatti a un'ampia gamma di termoplastici (es. ABS, PP, PC, PA, POM) oltre a determinati materiali termoindurenti e resine ingegneristiche ad alte prestazioni.
Geometrie complesse e strutture fini possono essere stampate, incluse superfici curve, sottosquadri, parti incapsulate e filettature, coprendo settori come automotive, elettrodomestici, medicale, elettronica e beni di consumo.
Le strutture dello stampo e i trattamenti superficiali possono essere personalizzati in base alle proprietà del materiale (es. resistenza all'usura, resistenza alla corrosione, resistenza alle alte temperature).
Elevato utilizzo del materiale: le materozze e i punti di iniezione generati durante la produzione possono essere riciclati, triturati e riutilizzati, riducendo gli sprechi di materia prima e il costo complessivo di produzione.
5. Qualità Superficiale Superiore e Capacità Estetica
Attraverso tecniche di lavorazione ad alta precisione, come l'elettroerosione a finitura speculare e la lucidatura fine, gli stampi possono produrre parti con finiture superficiali di qualità ottica che non richiedono trattamenti superficiali secondari.
Processi di texturizzazione come incisione chimica, motivi a grana di cuoio e incisione laser possono essere integrati nello stampo, migliorando l'aspetto decorativo e la qualità tattile del prodotto finale.
Caratteristiche Chiave
1. Alto Livello di Integrazione Tecnica
La produzione di stampi a iniezione coinvolge l'integrazione di molteplici tecnologie avanzate, tra cui progettazione CAD/CAE, fresatura CNC, elettroerosione (EDM) e taglio a filo, insieme alla selezione dei materiali (come l'acciaio per stampi) e ai processi di trattamento termico. Richiede attrezzature di alta precisione e personale tecnico esperto per garantire precisione e affidabilità della lavorazione.
2
2. Elevato Investimento Iniziale e Tempi di Consegna Lunghi
La progettazione e la fabbricazione dello stampo comportano costi iniziali significativi, specialmente per stampi complessi o a cavità multiple. Il tempo di consegna tipico varia da 30 a 90 giorni, a seconda della complessità. Tuttavia, per la produzione di massa a lungo termine, il costo dello stampo può essere ammortizzato, rendendolo altamente economico per prodotti con cicli di vita lunghi.
3
3. Forte Dipendenza dalla Qualità dello Stampo
La razionalità della struttura dello stampo, la precisione di lavorazione e la resistenza all'usura influenzano direttamente i risultati del prodotto, come la finitura superficiale, la stabilità dimensionale e l'efficienza produttiva. Una scarsa qualità dello stampo porta a frequenti guasti e manutenzione. Pertanto, un rigoroso controllo qualità è essenziale in ogni fase della produzione.
4
4. Supporta la Formatura Integrata Complessa
Gli stampi a iniezione sono in grado di formare componenti complessi in un singolo ciclo, inclusi pezzi con caratteristiche integrate multiple come clip, nervature, incastri a scatto o strutture incapsulate. Ciò riduce significativamente i processi di assemblaggio secondari, migliora l'efficienza e garantisce la coerenza del prodotto.
Queste caratteristiche rendono la produzione di stampi a iniezione un processo indispensabile e insostituibile nell'industria moderna, in particolare nella produzione di massa di componenti plastici complessi, dove svolge un ruolo centrale e strategico.
Tipi di Stampaggio della Plastica
Servizi di rivestimento PVD

Stampaggio per Soffiatura

Stampaggio per Compressione
Stampaggio per Estrusione
Stampaggio Rotazionale

Termoformatura
Tipi di Stampaggio della Plastica
Classificazione degli Stampi per Plastica
Gli stampi per plastica sono utilizzati principalmente per modellare materiali termoplastici. A causa delle variazioni nei requisiti applicativi, nelle configurazioni strutturali e nei processi di stampaggio, gli stampi per plastica possono essere categorizzati in diversi modi. Le classificazioni più comuni sono le seguenti:
1. Classificazione per Processo di Stampaggio
Stampi a iniezione
Il tipo più ampiamente utilizzato. La plastica fusa viene iniettata nella cavità dello stampo tramite una macchina per stampaggio a iniezione e solidificata mediante raffreddamento. I prodotti comuni includono giocattoli di plastica, involucri di elettrodomestici, ecc.
Stampi per Estrusione
Utilizzati per la produzione continua di prodotti plastici con un profilo a sezione trasversale fissa, come tubi, lastre e profilati di plastica.
Stampi per Soffiatura
Includono lo stampaggio per soffiatura con estrusione e lo stampaggio per soffiatura con stiro. Utilizzati principalmente per prodotti plastici cavi come bottiglie, contenitori e serbatoi.
Stampi per Termoformatura
Fogli di plastica riscaldati e ammorbiditi vengono tirati sulla superficie dello stampo mediante aspirazione sotto vuoto. Comunemente utilizzati per vassoi da imballaggio, blister e contenitori a conchiglia.
2. Classificazione per Struttura dello Stampo
Stampo a Singola Superficie di Separazione (Stampo a Due Piastre)
Presenta una sola linea di separazione, con il punto di iniezione situato sulla superficie di separazione. Ha una struttura semplice e un costo di produzione basso, adatto per la maggior parte dei prodotti plastici. Questo è il tipo più basilare di stampo a iniezione.
Stampo a Doppia Superficie di Separazione (Stampo a Tre Piastre)
Include una superficie di separazione secondaria aggiungendo una piastra per i canali di colata, consentendo l'iniezione a punto preciso. Permette un migliore posizionamento del punto di iniezione (es. al centro o sul bordo), producendo parti con un aspetto più pulito. Ideale per prodotti con fori centrali o che richiedono iniezione puntiforme.
Stampo Impilato
Progettato con più strati di cavità (impilati verticalmente), consentendo una produzione maggiore all'interno della stessa corsa dello stampo. Adatto per la produzione ad alto volume di piccole parti come articoli da imballaggio.
Stampo a Canale Caldo
Dotato di elementi riscaldanti per mantenere fuso il sistema di canali, eliminando lo spreco di materiale (nessun canale di colata o canale freddo). Offre tempi di ciclo brevi e un elevato utilizzo del materiale. Tuttavia, ha una struttura complessa e un costo maggiore, ideale per produzioni su larga scala e di alta qualità.
3. Classificazione in base al numero di cavità
Stampo a cavità singola
Contiene una sola cavità, producendo un pezzo per ciclo. Adatto per pezzi grandi o ad alta precisione.
Stampo a cavità multiple
Contiene più cavità identiche all'interno dello stesso stampo, consentendo la produzione simultanea di più pezzi per ciclo. Aumenta la produttività ed è comunemente utilizzato per la produzione in serie di piccoli pezzi in plastica.
4. Classificazione in base al meccanismo di espulsione
Stampo con perno di espulsione standard
I perni di espulsione vengono utilizzati per spingere fuori il pezzo. Questo è il metodo di espulsione più comune e semplice.
Stampo con perno inclinato (stampo a sollevatore)
Adatto per pezzi con protuberanze laterali o sottosquadri, utilizza sollevatori inclinati per espellere il pezzo.
Stampo a slitta
Utilizza slitte meccaniche per ottenere lo sfilaggio laterale del nucleo e funzioni come la sformatura di filettature.
Stampo con estrazione del nucleo pneumatica o idraulica
Impiegato per strutture interne complesse o sformatura di fori profondi, comunemente presente in grandi pezzi industriali.
5. Altri metodi di classificazione comuni
Per applicazione industriale: Stampi per automotive, stampi medicali, stampi per elettronica, stampi per imballaggi, stampi ottici, ecc.
Per orientamento di installazione dello stampo: Stampi verticali, stampi orizzontali
Per direzione del flusso del materiale: Stampi con punto di iniezione sul bordo, stampi con punto di iniezione centrale, stampi con punto di iniezione anulare, ecc.
Settori che serviamo
-

Settore dei beni di consumo quotidiano -
Settore degli apparecchi elettrici ed elettronici -
Settore dell'industria automobilistica -
Settore dei dispositivi medici -
Settore dell'imballaggio -
Settore dei giocattoli






FAQ sulla realizzazione di stampi
Quanto tempo ci vuole per consegnare lo stampo?
Il tempo di consegna dipende dalla complessità dello stampo, in genere varia da 15 giorni a diversi mesi.
Quanto tempo impiega la spedizione?
Se spedito via mare, il tempo di trasporto può superare un mese. Se hai urgente bisogno dello stampo, ti consigliamo di scegliere il trasporto aereo per abbreviare i tempi di consegna.
Possiamo firmare un NDA prima di caricare il mio progetto?
Certamente, prendiamo molto seriamente la riservatezza del tuo progetto.
A cosa devo prestare attenzione quando progetto uno stampo?
Presta attenzione a fattori come la compatibilità tra struttura del prodotto e funzionalità, il controllo della precisione e delle tolleranze, la selezione dei materiali e il trattamento termico, la progettazione del sistema di canali e di raffreddamento, la manutenibilità e il controllo dei costi, nonché l'efficienza produttiva e la compatibilità con l'automazione.
