Metal damgalama kalıbı yapımı nedir?
Metal damgalama kalıbı imalatı, metal damgalamada kullanılan zımbaları (takımları) tasarlama ve üretme sürecini ifade eder. Bu kalıplar, bir damgalama presi kullanarak sac metali hassas bileşenlere şekillendirmek, kesmek, bükmek veya biçimlendirmek için gereklidir.
Süreç Şunları İçerir:
-
Tasarım
Mühendisler, parça şeklini, toleransları, kesme yerleşimini ve pres tipini dikkate alarak kalıbın 2D/3D modellerini oluşturmak için CAD yazılımı kullanır. -
Malzeme Seçimi
Takım çeliği (SKD11, DC53, D2 gibi) veya karbür, parça malzemesine, miktarına ve aşınma direnci ihtiyaçlarına göre seçilir. -
İşleme
Kalıp bileşenleri CNC işleme, tel erozyon (WEDM), EDM, yüzey taşlama ve bazen ısıl işlem kullanılarak üretilir. -
Montaj
Hassas işlemeden sonra üst ve alt kalıp plakaları, zımbalar, kalıplar, sıyırıcı plakalar ve kılavuz pimler monte edilir. -
Deneme ve Hata Ayıklama
Kalıp, şekillendirme doğruluğunu doğrulamak ve üretim özelliklerini karşıladığından emin olmak için bir damgalama presinde test edilir. Performansı optimize etmek için ince ayar yapılması gerekebilir.
Uygulama Alanları:
- Otomotiv : gövde panelleri, braketler, klipsler
- Elektronik : konnektör pimleri, koruyucu parçalar
- Beyaz Eşyalar : muhafazalar, çerçeveler
- Donanım : aletler, bağlantı elemanları
: pullar, menteşeler, bağlantı elemanları
Metal damgalama kalıpları, metal parçaların yüksek hızlı, yüksek hassasiyetli ve düşük maliyetli seri üretimi için kritik öneme sahiptir. İyi tasarlanmış bir damgalama kalıbı, büyük üretim hacimlerinde boyutsal tutarlılık, uzun kalıp ömrü ve istikrarlı kalite sağlar.
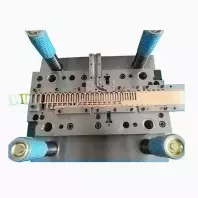
Metal Damgalama Kalıbı Nedir?
Bir metal damgalama kalıbı (aynı zamanda damgalama zımbası olarak da adlandırılır), sac metali kesme, bükme, delme veya şekillendirme yoluyla istenen şekillere dönüştürmek için metal damgalama prosesinde kullanılan hassas bir alettir. Kalıbın tasarımına göre metal levhayı deforme etmek için yüksek basınç uygulayan bir damgalama presine monte edilir.
Temel Özellikler:
- Nihai parçanın geometrisine uyacak şekilde tasarlanmış özel yapım alettir.
- Dayanıklılık ve aşınma direnci için takım çeliği (ör. SKD11, DC53) gibi yüksek mukavemetli malzemelerden yapılır.
- Tek bir strokta tek veya birden çok işlem gerçekleştirebilir (ör. kesme, delme, bükme, çekme).
Temel Bileşenler:
- Zımba – Aşağı doğru hareket eder ve malzemeyi deforme eder.
- Kalıp (Boşluk) – Malzemeyi destekler ve nihai şekli tanımlar.
- Sıyırıcı Plaka Sıyırıcı
- – Damgalamadan sonra iş parçasını zımbadan çıkarır. Kılavuz Pimler
– Zımba ve kalıp arasında hassas hizalama sağlar.
- Otomotiv Yaygın Uygulamalar:
- Elektronik : braketler, çerçeveler, klipsler
- : terminaller, konnektörler Ev Aletleri
- : yapısal paneller, muhafazalar Endüstriyel Donanım
: pullar, menteşeler, bağlantı elemanları
Neden Önemlidir:
Metal damgalama kalıpları, yüksek doğruluk, verimlilik ve maliyet kontrolü ile metal parçaların seri üretimi için gereklidir. Yüksek üretim hızlarında tutarlı, karmaşık parçaların oluşturulmasını sağlarlar.
Metal Damgalama Kalıbı İçin Yaygın Malzemeler
| Malzeme | Doğru kalıp malzemesini seçmek, kalıp ömrü, aşınma direnci ve işleme doğruluğu sağlamak için kritiktir. Aşağıda, metal damgalama kalıplarında yaygın olarak kullanılan bazı malzemeler ve özellikleri bulunmaktadır. | Uygun Uygulamalar | Temel Özellikler |
| Tipik Kullanımlar | Soğuk İş Takım Çeliği | SKD11, D2, Cr12MoV | Yüksek sertlik, aşınma direnci, soğuk şekillendirme için uygundur |
| Zımbalar, kesme ve delme kalıpları | Yüksek Tokluklu Takım Çeliği | DC53, SKD61 | Geliştirilmiş tokluk ve aşınma direnci, çatlama direnci |
| SKD11'den üstün tokluk, çatlama direnci, yüksek aşınma direnci | Karbür | Tungsten Karbür (örn. YG15) | Son derece yüksek sertlik ve aşınma direnci, uzun takım ömrü |
| Yüksek hacimli kesme, hassas zımbalar | M2, M42 | Yüksek Hız Çeliği | İyi tokluk, ısı direnci ve kenar koruma |
| Karmaşık şekillendirme takımları, ince zımbalar | P20, 718 | Önceden Sertleştirilmiş Çelik | İyi işlenebilirlik, orta sertlik, sonradan ısıl işlem gerektirmez |
| Taban plakaları, kalıp tutucular | Alaşımlı Takım Çeliği | H13, 1.2344 (sıcak iş çeliği) | İyi termal yorulma direnci, ısının söz konusu olduğu durumlarda kullanılır |
Sıcak şekillendirme kalıpları, hibrit operasyonlar
- Malzeme Seçim İpuçları:
- Yüksek aşınma koşulları için SKD11 veya Karbür kullanın. DC53 Karmaşık şekillendirme veya bükme için,
- daha iyi tokluk sunar.
- Uygun maliyetli takım için, P20 veya 718 kritik olmayan parçalar için uygundur.
Yüksek hacimli damgalama için Karbür, uzun vadeli boyutsal kararlılık sağlar.
| Malzeme | Metal Damgalama Kalıp Malzemeleri ve Uygun Uygulamaları | Uygun Uygulamalar |
| Temel Özellikler | SKD11 / D2 | Karbon çeliği ve paslanmaz çelik için hassas kesme, delme ve düzeltme kalıpları |
| DC53 | Yüksek sertlik, mükemmel aşınma direnci, iyi boyutsal kararlılık | Karmaşık şekiller için yüksek mukavemetli şekillendirme, bükme ve bileşik kalıplar |
| SKD11'den üstün tokluk, çatlama direnci, yüksek aşınma direnci | Karbür | Yüksek hacimli kesme, ince delme (örn. motor laminasyonları, silisyum çeliği) |
| Ultra yüksek sertlik ve aşınma direnci, uzun ömürlü kalıplar için idealdir | M2 / M42 (YHÇ) | Mikro zımbalar, karmaşık ve küçük delme kalıpları |
| P20 / 718 | Keskin kesme kenarı, mükemmel ısı direnci, sürekli damgalama için uygundur | Kalıp tabanları, destek plakaları ve şekillendirme dışı bileşenler |
| İyi işlenebilirlik, uygun maliyetli, ısıl işlem gerektirmez | SKD61 / H13 | Sıcak şekillendirme kalıpları veya hafif hizmet sıcak damgalama uygulamaları |
| Mükemmel termal yorulma direnci ve tokluk, termal operasyonlarda kullanılır | Cr12MoV / 1.2379 | Orta yük koşullarında kesme ve delme |
Güçlü aşınma direnci, minimum ısıl işlem deformasyonu, uygun maliyetli :
- Malzeme Seçim İpuçları
- Yüksek aşınma koşulları için SKD11 veya Karbür tercih edin.
- Karmaşık şekiller veya yüksek tokluk gereksinimleri için DC53 önerilir.
- Uzun ömürlü ve yüksek hızlı damgalama için Karbür veya HSS (M2/M42) kullanın.
- Çalışmayan kalıp bileşenleri için P20 veya 718 ekonomik bir çözüm sunar.
Sıcak veya termal damgalama için SKD61 veya H13 idealdir.
Metal Damgalama Kalıplarının Sınıflandırılması
Metal damgalama kalıpları işlevlerine, yapılarına ve kılavuzlama yöntemlerine göre sınıflandırılabilir. Aşağıda yaygın türlere genel bir bakış yer almaktadır:
| Kalıp Tipi | Açıklama |
| 1. Damgalama İşlevine Göre | Kesme Kalıbı |
| Düz sac metali belirli bir dış şekle veya profile keser. | Delme Kalıbı |
| Sac metalde delikler veya kesikler açar. | Bükme Kalıbı |
| Sac metali düz veya kavisli çizgiler boyunca büker. | Çekme Kalıbı |
| Düz metal levhaları içi boş veya derin çekilmiş parçalara şekillendirir. | Şekillendirme Kalıbı |
| Parçayı iyileştirmek için ek şekillendirme, düzleştirme veya kenar bitirme işlemleri yapar. | Kırpma Kalıbı |
| Derin çekilmiş veya şekillendirilmiş parçalardan fazla malzemeyi kırpar. | Bileşik Kalıp |
| Bir strokta birden fazla işlem gerçekleştirir; verimliliği artırır. | Aşamalı Kalıp |
Şerit malzeme kalıp boyunca ilerlerken her pres strokunda birden fazla istasyonda bir dizi damgalama işlemi gerçekleştirir.
| Kalıp Tipi | Açıklama |
| 2. Yapısal Biçime Göre | Tek İşlemli Kalıp |
| Pres stroku başına yalnızca bir işlem gerçekleştirir; basit yapı. | Bileşik/Çoklu Kalıp |
| Bir strokta birden fazla işlem gerçekleştirir; verimliliği artırır. | Aşamalı Kalıp |
| Çok aşamalı kalıp; malzeme, çeşitli işlemleri sürekli olarak tamamlamak için istasyon istasyon hareket eder. | Transfer Kalıbı |
İş parçası, mekanik kollar kullanılarak istasyonlar arasında transfer edilir; büyük ve karmaşık parçalar için idealdir.
| Kalıp Tipi | Açıklama |
| 3. Kılavuzlama Yöntemine Göre | Kılavuzsuz Kalıp |
| Dahili kılavuzlama sistemi yoktur; pres hizalamasına dayanır. | Kılavuzlu Kalıp |
Üst ve alt kalıp yarımları arasında hassas hizalama için kılavuz direkleri ve burçları kullanır; daha yüksek doğruluk sağlar.
Özet
- Her damgalama kalıbı türü farklı üretim ihtiyaçlarına hizmet eder.
- Aşamalı kalıplar, yüksek hacimli, yüksek verimli üretim için idealdir.
- Bileşik kalıplar yerden tasarruf sağlar ve birden fazla işlemi tek bir strokta birleştirir.