
Hassas Elektrik Boşaltma İşleme (Hassas EDM)
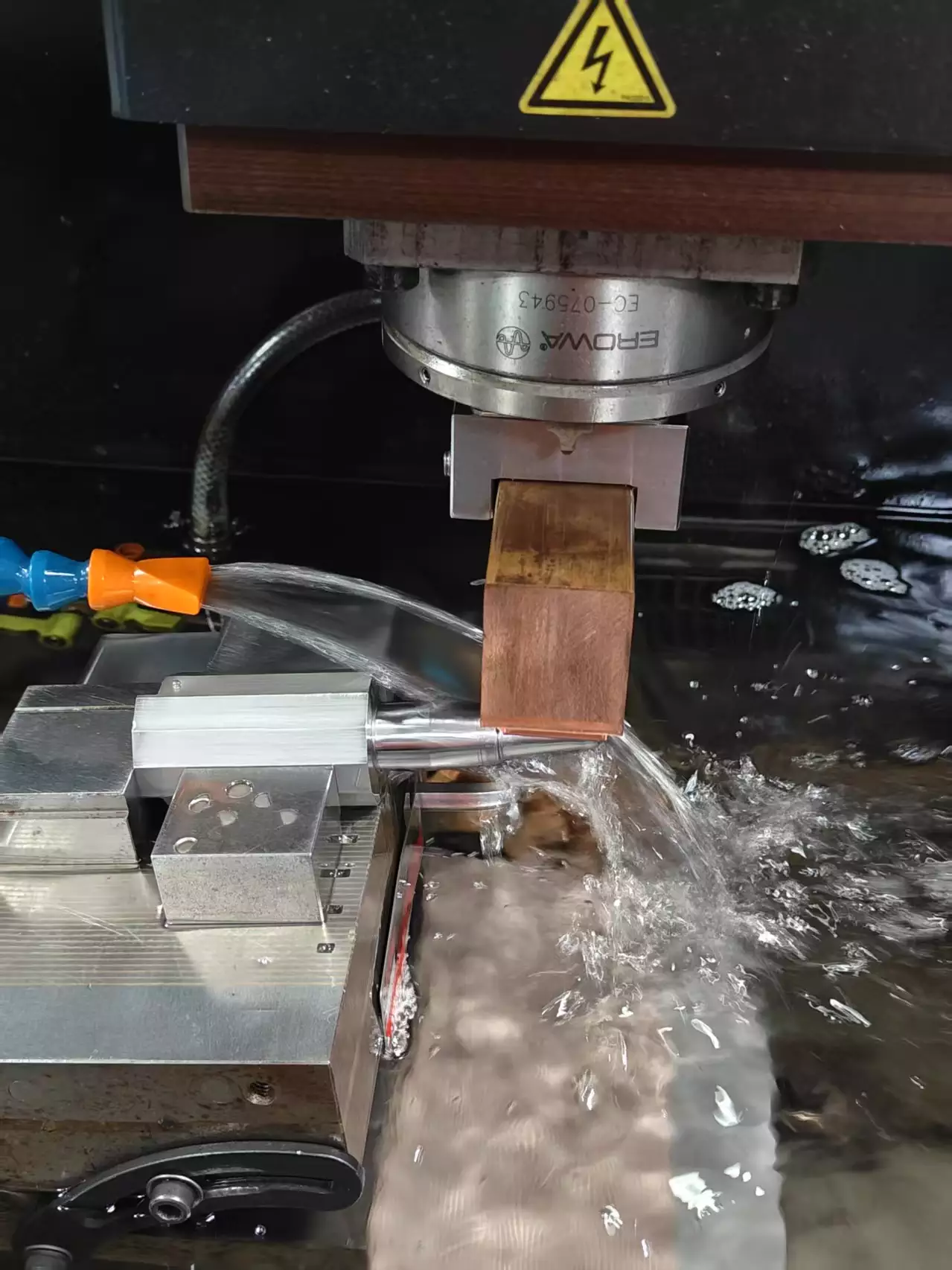
Hassas Elektrik Boşaltma İşleme (Hassas EDM), aynı zamanda Elektrik Boşaltma İşleme (EDM) olarak da bilinir, bir elektrot ile iş parçası arasında darbeli bir boşalma olayının meydana geldiği, yalıtkan bir çalışma sıvısında anlık yüksek sıcaklıklar (10.000°C'nin üzerinde) oluşturan bir işlemdir. Bu, metal malzemenin yerel olarak erimesine veya buharlaşmasına neden olur. Sayısız küçük boşalmanın kümülatif etkisiyle, iş parçasının yüzeyindeki malzeme kademeli olarak uzaklaştırılır ve istenen şekil oluşturulur. Esasen, hassas EDM, elektriksel, termal, mekanik ve malzeme kaldırmanın sinerjik bir sürecidir.
EDM işlemenin avantajları.
EDM (Elektrik Boşaltma İşleme), malzemeyi kaldırmak için darbe boşaltma enerjisi kullanan bir işleme yöntemidir. Avantajları temel olarak aşağıdaki yönlerde kendini gösterir:
1.Yüksek Hassasiyet
Hassasiyet ±0,002mm'ye ulaşabilir ve yüzey pürüzlülüğü yüksektir (Ra < 0,2μm), bu da onu hassas parça işleme için uygun kılar.
2.Sert ve Kırılgan Malzemeler için Uygun
EDM, sertleştirilmiş çelik, titanyum alaşımları, metal seramikler ve karbürler gibi yüksek sertlik veya kırılganlığa sahip malzemelerin işlenmesi için özellikle uygundur. Bu malzemeler genellikle geleneksel kesme yöntemleriyle işlenmesi zor olmakla birlikte, EDM bunları kolaylıkla işleyebilir.
3.Karmaşık Şekil İşleme Yeteneği
EDM, çok karmaşık boşlukları, dar aralıkları, derin delikleri ve ince yapıları (kalıplar için hassas desenler veya türbin kanatları için küçük delikler gibi) işleyebilir. Kalıp imalatı, derin delik işleme ve ince konturlarda mükemmel performans gösterir, bu da onu geleneksel işleme yöntemlerinin başaramayacağı karmaşık geometrileri ve küçük detayları işlemek için ideal kılar.
4.Temassız İşleme
EDM, elektrot ve iş parçası arasındaki elektrik boşalması yoluyla malzemeyi kaldırır, bu nedenle herhangi bir fiziksel kesme kuvveti söz konusu değildir. Bu, onu özellikle kırılgan, deforme olabilen veya düzensiz şekilli iş parçaları için uygun hale getirir ve mekanik işlemenin neden olduğu gerilim veya deformasyonu önler.
5.Yüksek Otomasyon
CNC sistemlerinin entegrasyonu ile EDM programlanabilir hale gelir, bu da onu toplu üretim ve karmaşık yörünge işleme için uygun kılarken manuel müdahaleyi azaltır.
6.Yüksek Yüzey Kalitesi
EDM, iş parçasında pürüzsüz bir yüzey bırakabilir. Özellikle darbe EDM teknolojisi yüzey kalitesini daha da artırabilir. Bazı durumlarda yüzey işlemi için son işlem gerekebilse de, diğer geleneksel işleme yöntemleriyle karşılaştırıldığında EDM genellikle daha iyi yüzey kalitesi sağlar.
7.Mikro İşleme için Uygun
EDM, mikro parçaların işlenmesinde benzersiz avantajlara sahiptir. Mikro EDM, küçük açıklıkları, mikro yapıları ve ince detayları hassas bir şekilde işleyebilir, bu da onu elektronik, tıbbi cihazlar ve havacılık gibi alanlardaki mikro bileşenler için uygun kılar.
8.Esneklik
EDM, geleneksel takım aşınmasına değil, şekil ve boyutu değiştirmek için elektrot seçimine dayanır. Bu, özellikle karmaşık ve özelleştirilmiş parça imalatında, çok çeşitli parça ve malzeme işleme ihtiyaçlarına kolayca uyum sağlamayı mümkün kılar.
9.Daha Küçük Isıdan Etkilenen Bölge
EDM, sürekli ısıtma yerine kısa süreli, yüksek sıcaklıktaki boşalmaları kullandığından, boşalma süresi son derece kısadır (mikrosaniye cinsinden). Isı, yerelleşmiş bir alanda yoğunlaşır ve bu da iş parçasında minimum düzeyde genel termal deformasyona neden olur, bu da onu ince duvarlı, kolayca deforme olabilen parçalar için uygun kılar.
10.Mikro ve Derin Delik İşleme için Uygun
EDM, özellikle mikro delik ve derin delik işleme için uygundur. Diğer yöntemlerle karşılaştırıldığında, EDM, tıkanma veya kalıntı birikimi olmadan, elde edilmesi zor derin delikleri ve küçük açıklıkları verimli bir şekilde işleyebilir.
Elektrik Boşaltma İşlemede (EDM) Hassas Kontrolün Sırları
Hassas Elektrik Boşaltma İşleme (EDM), birkaç kritik faktörün birleşimiyle yüksek hassasiyet elde eder. Bu faktörler, süreci kontrol etmek ve iyileştirmek için birlikte çalışarak olağanüstü doğruluk sağlar. Aşağıda, EDM'de hassas kontrolün temel "sırları" yer almaktadır:
1. Akım ve Darbe Genişliğinin Hassas Kontrolü
EDM'de akım şiddeti ve darbe genişliği, malzeme kaldırma oranını ve hassasiyeti doğrudan etkiler. Daha küçük darbe genişlikleri, daha ince malzeme kaldırmaya olanak tanır ve bu da işleme doğruluğunu artırır.
Akımın kontrolü, aşırı boşalma enerjisini önlemeye yardımcı olur, böylece yüzey pürüzlülüğünü ve elektrot aşınmasını azaltır.
2. Dielektrik Sıvının Rolü
EDM, yalnızca boşalma alanını soğutmakla kalmayıp aynı zamanda işleme sırasında oluşan kalıntıları ve gaz kabarcıklarını da uzaklaştıran yalıtkan bir dielektrik sıvı içinde gerçekleştirilir. Bu, işleme hassasiyetine müdahaleyi önlemeye yardımcı olur.
Dielektrik sıvının sıcaklığı, akış hızı ve temizliği, tutarlı işleme doğruluğu ve yüzey kalitesini korumak için sabit tutulmalıdır.
3. Elektrot Şekli ve Malzemesinin Seçimi
Elektrotun malzemesi ve şekli, işleme hassasiyeti için çok önemlidir. Yaygın elektrot malzemeleri arasında bakır, grafit ve bakır alaşımları bulunur. Elektrotun yüzey kalitesi de nihai sonucu doğrudan etkiler.
Elektrotun şekli, nihai parçanın tam spesifikasyonlara göre oluşturulmasını sağlamak için iş parçası şekline uygun olmalıdır.
4. Servo Kontrol Sistemi
Hassas EDM, işleme sırasında elektrot ile iş parçası arasındaki boşluğu dinamik olarak ayarlamak için yüksek hassasiyetli servo kontrol sistemleri kullanır. Bu, hassasiyeti korumak için gereklidir.
Servo sistemi, elektrot aşınmasını telafi etmek için elektrot pozisyonunu otomatik olarak ayarlayarak süreç boyunca işleme doğruluğunu sağlar.
5. Sıcaklık Kontrolü
EDM sırasında oluşan yüksek sıcaklıklar, özellikle boşalma sırasındaki anlık ısı, iş parçasında boyutsal ve yüzey değişikliklerine neden olabilir. Hassas sıcaklık kontrol sistemleri, iş parçasının termal deformasyonunu önlemeye yardımcı olur.
Sıvı ve gaz soğutma gibi uygun soğutma sistemlerinin kullanılması, sıcaklık dalgalanmalarını en aza indirir ve yüksek hassasiyetli işleme sağlar.
6. İşleme Yolunun Hassas Planlanması
Hassas EDM'de işleme yolunun dikkatli bir şekilde planlanması çok önemlidir. Boşalma sırası ve adım boyutlarını hesaplayarak ve planlayarak, yerelleşmiş alanların aşırı işlenmesini veya dengesiz malzeme kaldırmayı önler, böylece genel doğruluğu artırır.
7. Yüksek Hassasiyetli Ekipman
Hassas EDM, son derece yüksek hassasiyete sahip makineler gerektirir. Modern EDM makineleri, işleme sırasında elektrot hareketi ve boşalma süreci üzerinde hassas kontrol sağlayan gelişmiş konumlandırma sistemleri ve otomatik kontrol teknolojileri ile donatılmıştır.
8. Gerçek Zamanlı İzleme ve Geri Bildirim Kontrol Sistemleri
Gelişmiş EDM makineleri, işleme sürecinden akım, voltaj ve boşluk değişiklikleri gibi verileri toplayan gerçek zamanlı izleme sistemleriyle donatılmıştır. Bu veriler, iş parçasının doğru bir işleme durumunda kalmasını sağlamak için işleme sürecini ayarlamak amacıyla kullanılır.
Geri bildirim kontrol sistemleri, gerçek zamanlı verilere dayanarak işleme parametrelerini otomatik olarak ayarlar ve hassasiyeti daha da artırır.
9. Deneyim ve Süreç Optimizasyonu
Precision
control in EDM also relies heavily on the
experience of the operator. Through multiple
trials and parameter optimization, the
operator can adjust the process to achieve
the best precision for a specific workpiece.
Continuous experience accumulation and data analysis allow for process improvements, enhancing machining stability and precision.
Sonuç:
EDM'de (Elektrik Erozyonla İşleme) hassasiyet
kontrolü, akım ve darbe genişliğinin düzenlenmesi,
dielektrik sıvının kontrolü, elektrot seçimi ve aşınma
telafisi, servo sistemler, sıcaklık kontrolü ve işleme
yolu planlamasını içeren çok yönlü bir süreçtir. Bu
hassas kontrol yöntemleri sayesinde EDM,
yüksek hassasiyetli imalatta, özellikle karmaşık
parçalar, ince delikler ve derin boşluklar için
olağanüstü performans sunabilir.
Kıvılcım Erozyonla İşleme (EDM) Türleri




1. EDM Form Verme
2. Daldırmalı EDM (Ram EDM)
3. Tel Erozyon (Wire EDM)
4. EDM Delme
5. Mikro EDM
6. Atımlı EDM
7. Yüksek Hızlı EDM
EDM ile işlenen parçaların uygulama alanları.
EDM (Elektrik Erozyonla İşleme), temassız olması, yüksek hassasiyeti ve sert ve kırılgan malzemeleri işleme yeteneği ile çeşitli üst düzey imalat sektörlerinde kritik bir rol oynar. Aşağıda temel uygulama alanları ve tipik senaryoları yer almaktadır:
1.Kalıp İmalatı:
Uygulamalar arasında enjeksiyon kalıpları,
döküm kalıpları, pres kalıpları, kalıp çekirdekleri, kalıp
boşlukları ve karmaşık soğutma kanalları bulunur.
2.Havacılık ve Uzay:
Uygulamalar arasında motor parçaları, uzay
aracı yapısal bileşenleri, seramik matris kompozitler
(CMC), tungsten alaşımlı nozul parçaları bulunur.
3.Elektronik ve Yarı İletken
İmalatı:
Uygulamalar arasında yarı iletken paketleme
kalıpları, mikro konektörler, hassas anahtarlar ve
elektronik bileşenlerin hassas işlenmesi bulunur.
4.Tıbbi Cihazlar ve
Biyomalzeme Üretimi:
Uygulamalar arasında implante edilebilir
cihazlar, tıbbi kalıp aletleri, cerrahi aletler, diş
ekipmanları, implantlar, hassas iğneler, mikro bileşenler
vb. bulunur.
5.Otomotiv ve Yeni Enerji
Sektörleri:
Uygulamalar arasında otomotiv bileşenleri,
lityum pil elektrot kalıpları, hidrojen yakıt hücresi
plakaları bulunur.
6.Optik ve Hassas
Aletler:
Uygulamalar arasında lens kalıpları, sensör
muhafazaları, jiroskop çerçeveleri ve prizma işleme
bulunur.
7.Diğer Üst Düzey İmalat
Sektörleri:
Uygulamalar arasında mücevher, takım
imalatı bulunur.
8.Özel Parça
İmalatı:
Uygulamalar arasında yüksek hassasiyetli küçük
delikler, yüksek hassasiyetli mikro parçalar, karmaşık iç
boşluklar ve derin boşluk bileşenleri, mikro dişliler vb.
bulunur.
-

Kalıp İmalatı -
Tıbbi Cihazlar ve Biyomalzeme Üretimi -

Havacılık -
Elektronik ve Yarı İletken İmalatı -

Diğer Üst Düzey İmalat Sektörleri -
Özel Parça İmalatı -

Otomotiv ve Yeni Enerji Sektörleri -
Optik ve Hassas Aletler







EDM İşlemenin Zorlukları ve Sınırlamaları
1.Düşük İşleme Verimliliği ve Yavaş
Hız
Geleneksel kesme yöntemleriyle karşılaştırıldığında,
EDM, elektro-erozyon prensibine dayanır ve bu da daha düşük
bir malzeme kaldırma oranına yol açar. Bu nedenle, büyük
ölçekli üretimde verimliliği daha düşüktür. Özellikle
karmaşık şekilleri ve büyük iş parçalarını işlerken süreç
daha uzun sürer.
2.Yüksek İşleme Maliyetleri
Elektrot
Aşınması ve Değişimi:
Bakır ve grafit gibi malzemelerden yapılan
elektrotlar, EDM işlemi sırasında sürekli olarak aşınır.
Elektrotların aşınması, iş parçasının doğruluğunu
etkileyerek sık kalibrasyon veya değişim gerektirir, bu da
işleme maliyetlerini ve bakım işini artırır. Ayrıca,
karmaşık parçalar birden fazla elektrot seti veya sık
düzeltmeler gerektirebilir, bu da sarf malzemesi
maliyetlerini daha da artırır.
EDM Ekipman ve Bakım Maliyetleri: CNC-EDM ekipmanı pahalıdır ve özel EDM işleme sıvıları ve soğutma sistemleri gerektirir, bu da yüksek bakım maliyetlerine katkıda bulunur.
Atık Sıvı Arıtma Maliyetleri: Uzun süreli kullanımdan sonra, işleme sıvısında metal döküntüleri ve karbürler birikir; bunların çevre standartlarını karşılamak için profesyonelce arıtılması gerekir, bu da maliyetleri artırır.
3.Malzeme Uyarlanabilirlik
Sınırlamaları
İletken Malzemelerle Sınırlı:
EDM yalnızca iletken malzemeleri işleyebilir, yani
plastikler, cam ve saf seramikler gibi iletken olmayan
malzemeler doğrudan işlenemez. EDM işleme için iletken hale
gelmeleri amacıyla ek işlemlerden (örn. kaplama)
geçirilmeleri gerekir.
Yüksek Erime Noktalı Malzemelerde Düşük
Verimlilik: Tungsten ve molibden gibi son derece yüksek
erime noktasına sahip metaller için, deşarj enerjisinin
önemli ölçüde artırılması gerekir, bu da daha fazla
elektrot aşınmasına yol açar ve işleme verimliliğini daha
da düşürür.
4. Yüzey Pürüzlülüğü
EDM nispeten pürüzsüz bir yüzey sağlayabilse de, boşalma sırasında oluşan yüksek sıcaklıklar iş parçası yüzeyinde mikro çatlaklara veya sertleşmiş bir tabakaya neden olarak bir ısıdan etkilenen bölge oluşturabilir. Havacılık gibi yüksek hassasiyetli alanlarda, bu etkileri ortadan kaldırmak için işlem sonrası ısıl işlem gereklidir.
5. İşleme Derinliği ve Karmaşık Yapı Sınırlamaları
Derinlik/Çap Oranı Sınırlaması: Derin delikler veya dar yuvalar işlenirken, elektrotun rijitliği yeterli olmayabilir, bu da sapmaya yol açar ve talaş tahliyesi zorlaşarak dengesiz boşalmalara neden olabilir.
İnce Duvarlı Parça Deformasyonu Riski: EDM kesme kuvvetleri içermese de, uzun süreli boşalma ısı etkisi ince duvarlı parçaları deforme edebilir. Proses parametrelerinin sıkı kontrolü gereklidir.
6. Uzmanlaşmış Operasyonel Becerilere Duyulan İhtiyaç
EDM işleme, operatörlerin özellikle uygun elektrotların seçimi, boşalma parametrelerinin ayarlanması ve elektrot aşınmasıyla başa çıkma konularında yüksek düzeyde beceri ve deneyime sahip olmasını gerektirir. Deneyimsiz operatörler EDM ekipmanının potansiyelini tam olarak kullanamayabilir.
7. Yüksek Çevresel Gereksinimler
EDM, istikrarlı bir güç kaynağı, temiz dielektrik sıvı ve uygun bir sıcaklık ortamı gerektirir, aksi takdirde işleme hassasiyeti ve yüzey kalitesi etkilenebilir. Ayrıca, proses kıvılcım ve yüksek sıcaklıklar ürettiğinden, iyi güvenlik önlemleri ve uygun bir çalışma ortamı gerektirir.
Özet:
EDM yüksek hassasiyet ve karmaşık şekilleri ve sert, kırılgan malzemeleri işleme yeteneği gibi birçok avantaj sunarken, yavaş işleme hızı, elektrot aşınması ve yüksek maliyetler gibi zorluklarla da karşı karşıyadır. Belirli uygulamalar için faydalarını en üst düzeye çıkarmak amacıyla, uygun malzemelerin seçilmesi, proses parametrelerinin optimize edilmesi, ekipmanın bakımı ve operasyonel becerilerin geliştirilmesi, bu sınırlamaların üstesinden gelmede kilit faktörlerdir.
EDM işlemenin proses parametreleri.
EDM (Elektriksel Boşalma ile İşleme) proses parametreleri, işleme kalitesini ve verimliliğini kontrol etmede anahtardır. Bu parametrelerin doğru ayarlanması işleme sonuçlarını optimize edebilir. Aşağıda bazı yaygın EDM proses parametreleri verilmiştir:
1. Darbe Süresi
Birim: Mikrosaniye (μs)
İşlev: Darbe süresi, her bir boşalmanın süresidir ve boşalma enerjisini doğrudan belirler. Daha büyük bir darbe süresi malzeme kaldırma oranını artırır, ancak düşük yüzey kalitesine ve daha yüksek elektrot aşınmasına yol açabilir; daha küçük bir darbe süresi hassasiyeti ve yüzey kalitesini iyileştirmeye yardımcı olur ancak verimliliği düşürür.
2. Darbe Aralığı
Birim: Mikrosaniye (μs)
İşlev: Darbe aralığı, iki boşalma darbesi arasındaki süredir. Daha küçük bir darbe aralığı, daha yüksek bir boşalma frekansına neden olarak işleme verimliliğini artırır, ancak elektrot ısı dağılımını kötüleştirir ve aşınmayı artırır; daha büyük bir darbe aralığı elektrot ısı dağılımını iyileştirir ve aşınmayı azaltır ancak verimliliği düşürür.
3. Tepe Akımı
Birim: Amper (A)
İşlev: Tepe akımı, her bir boşalmanın enerjisini belirler. Akım ne kadar yüksekse, malzeme kaldırma oranı o kadar yüksek olur, ancak yüzey pürüzlülüğü artar ve elektrot aşınması yükselir; daha düşük akımlar hassasiyeti iyileştirir ancak verimliliği düşürür.
4. Boşalma Gerilimi
Birim: Volt (V)
İşlev: Boşalma gerilimi, elektrot ile iş parçası arasındaki boşalma aralığını etkiler. Daha yüksek gerilim boşalma aralığını artırır, kaba işleme ve daha iyi talaş tahliyesi için uygundur; daha düşük gerilim hassasiyeti ve yüzey kalitesini artırır ancak talaş tahliyesini zorlaştırır, bu da ince işleme işlemleri için idealdir.
5. Elektrot Malzemesi ve Aşınması
Malzeme Seçimi:
Bakır: Hassas işleme için uygundur, düşük aşınma ve yüksek doğruluk sağlar, orta ve küçük parçalar veya ince işleme işlemleri için idealdir.
Grafit: Yüksek sıcaklıklara dayanıklı ve düşük aşınmalıdır, yüksek akımlı kaba işleme veya büyük parçalar için uygundur.
Elektrot Aşınma Kontrolü: Daha yüksek akım ve darbe süresi daha fazla elektrot aşınmasına yol açar, bu nedenle elektrotların ömrünü uzatmak için optimum parametre ayarları gereklidir.
6. Dielektrik Sıvı
Tür: Özel EDM dielektrik sıvısı
İşlev: Soğutma, talaş tahliyesi ve yalıtım. Sıvının saflığı yetersizse veya akış hızı çok düşükse, bu durum zayıf talaş tahliyesine, kısa devrelere veya bozulmuş yüzey kalitesine yol açabilir.
7. İlerleme Hızı
Birim: Dakikada milimetre (mm/dak)
İşlev: Elektrotun ilerleme hızı, elektrot ile iş parçası arasındaki boşluğun değişme oranını belirler. İlerleme hızı çok hızlıysa kısa devrelere neden olabilir; çok yavaşsa verimlilik düşer.
8. Boşalma Enerjisi
Birim: Akım ve darbe süresi tarafından belirlenir
İşlev: Boşalma enerjisi, her bir boşalmanın enerjisini belirleyen birincil faktördür. Daha yüksek boşalma enerjisi malzeme kaldırma oranını artırmaya yardımcı olur ancak yüzey kalitesini olumsuz etkileyebilir. Daha düşük boşalma enerjisi yüzey kalitesini iyileştirir ancak kaldırma oranını düşürür.
9. Kıvılcım Aralığı
Birim: Milimetre (mm)
İşlev: Elektrot ile iş parçası arasındaki kıvılcım aralığı, boşalmanın stabilitesini ve malzeme kaldırma verimliliğini belirler. Aralık çok büyükse boşalma dengesiz hale gelebilir ve işleme hassasiyetini etkileyebilir; çok küçükse kısa devrelere veya elektrot ve iş parçasının aşırı ısınmasına neden olabilir.
Geleneksel Elektriksel Boşalma ile İşleme ve Hassas Elektriksel Boşalma ile İşleme Arasındaki Özellik Karşılaştırma Tablosu
| Özellikler | Hassas Erozyon | Geleneksel EDM |
| İşleme Hassasiyeti | Yüksek hassasiyet ±0,002 – 0,01mm, hatta ±0,001mm'ye kadar | Genellikle ±0,01 – ±0,05mm |
| Yüzey Pürüzlülüğü (Ra) | 0,1 – 0,8μm; ayna yüzey işleme 0,08μm'nin altına ulaşabilir | 1,6 – 3,2 μm |
| Elektrot Aşınma Oranı | Nispeten düşük; akıllı darbe kontrolü aşınmayı azaltır ve elektrot kullanım ömrünü uzatır | Nispeten yüksek; elektrotların sık sık değiştirilmesi gerekir |
| İşleme Verimliliği | Nispeten düşük verimlilik; doğruluğu sağlamak için hassas parametre kontrolü gerekir | Kaba işlemede yüksek verimlilik, geniş alanlı malzeme çıkarma için uygundur |
| Ekipman Kontrol Sistemi | Geri bildirim kontrollü ve akıllı ayarlamalı yüksek hassasiyetli CNC sistemi | Basit kontrol sistemi; çok sayıda manuel ayar gerektirir, düşük otomasyon seviyesi |
| Darbe Güç Teknolojisi | Darbe genişliğini, akımı ve darbe aralığını hassas bir şekilde kontrol eder, yüksek hassasiyetli işleme için uygundur | Nispeten basit darbe kontrolü, kaba işleme için uygundur |
| Çalışma Sıvısı İşleme | Yüksek hassasiyetli filtreleme sistemine sahip EDM makineleri için çalışma sıvısı | EDM makineleri için çalışma sıvısı |
| Uygulama Senaryoları | Hassas kalıplar (örn. yarı iletken paketleme kalıpları, optik kalıplar), havacılık, tıbbi cihazlar vb. için hassas parçalar | Sıradan kalıpların kaba işlenmesi, parçaların boş şekillendirilmesi |
| Ekipman Maliyeti | Nispeten yüksek; ithal ekipman birkaç milyon yuan'a mal olabilir | Nispeten düşük, kaba işleme ve büyük ölçekli üretim için uygundur |


SSS
Elektrik boşaltma işlemenin (EDM) işleme hassasiyeti nedir?
Elektrik boşaltma işlemenin (EDM) hassasiyeti tipik olarak mikrometre seviyesindedir ve genellikle ±0,001mm ile ±0,005mm arasında kontrol edilebilir.
Örneğin, Mitsubishi'nin hassas EDM makinesi ±0,001mm işleme doğruluğuna ulaşabilir. Sodick'in yüksek hızlı EDM makineleri ±0,002mm aralık doğruluğuna ve ±0,001mm derinlik doğruluğuna sahiptir. Öte yandan, bazı standart EDM makineleri ±0,01mm ila ±0,05mm arasında değişen doğrulukla biraz daha düşük hassasiyete sahip olabilir.
EDM işleme maliyeti nasıl hesaplanır?
EDM işleme için basitleştirilmiş maliyet hesaplama formülü:
Toplam Maliyet ≈ (Ekipman Enerji Maliyeti + Sarf Malzemesi Maliyeti + İşçilik Saatlik Maliyeti) × İşleme Süresi + Diğer Çeşitli Maliyetler
Numune işleme sağlanabilir mi?
Evet, numune işleme hizmeti sağlayabiliriz. Müşteriler, çizimleri gereksinimleriyle birlikte sağlayabilir ve biz de ihtiyaçlarınıza göre işleyerek işleme doğruluğunu ve kalitesini garanti ederiz.
BOS'u Şimdi Sadece Birkaç Adımda Deneyin
2D/3D dosyalarınızı yükleyin
Proje dosyalarınızı kolayca yükleyin; mühendislik ekibimiz bunları inceleyecek ve size özel bir çözümü hızlıca sunacaktır.
Siparişiniz Başlatılsın
Onayınızı alır almaz projenize hemen başlayacağız.
Siparişinizi Alın
Özel işlenmiş parçalarınız doğrudan kapınıza teslim edilecektir.
Sipariş vermeye hazır mısınız? Bizimle iletişime geçmek için aşağıdaki formu doldurun!
