
Nedir Progresif Damgalama Kalıbı?
Progresif Kalıp (ayrıca Çok İstasyonlu veya Progresif Damgalama Kalıbı olarak da bilinir)Progresif kalıp, sac metal işleme için kullanılan önemli bir damgalama takımıdır. Tek bir kalıp seti içinde birden fazla damgalama işleminin sıralı olarak düzenlendiği çok istasyonlu bir kalıptır. Metal şerit, kalıptan sabit bir adımda sürekli olarak beslenirken, her istasyon her pres strokuyla senkronize olarak belirli bir işlem gerçekleştirir—delme, kesme, bükme, çekme veya kesme gibi. Son istasyonda, bitmiş parça şeritten ayrılır.
Basit bir ifadeyle, progresif bir kalıp, bir
“kalıp içindeki üretim hattı” gibi çalışır.
Birden fazla ayrı kalıp ve işlemler arasında
manuel taşıma kullanmak yerine, tüm işlemleri tek bir takımda birleştirir,
malzeme her istasyon boyunca otomatik ve aşamalı olarak hareket eder.
Bu, süreç sırasında manuel müdahale olmaksızın yüksek verimli, yüksek hacimli
üretim sağlar.
Progresif kalıplar, özellikle küçük ve karmaşık metal parçaların seri üretimi için uygundur ve mükemmel verimlilik, tutarlılık ve maliyet etkinliği sunar.
Progresif Bir Damgalama Kalıbının Tipik Yapısı
Progresif Damgalama Kalıplarının Tipik Yapısı (Progresif Kalıp / Çok İstasyonlu Kalıp)
Progresif bir damgalama kalıbı, çok istasyonlu sıralı şekillendirme konsepti etrafında tasarlanmıştır ve ham şerit malzemenin her aşamada ilerledikçe kademeli olarak bitmiş parçalara dönüştürülmesini sağlar. Kalıp yapısı tipik olarak aşağıdaki temel bileşenlerden oluşur:
1.Üst Kalıp ve Alt Kalıp
Üst Kalıp : Zımbaları barındırır ve pres ramına bağlanır; her pres stroku sırasında aşağıya doğru damgalama işlemlerini gerçekleştirir.
Alt Kalıp : Kalıp insertlerini ve kılavuz bileşenlerini tutar, pres tablasına monte edilir.
2.Zımba ve Kalıp İnsertleri
Her istasyondaki çekirdek şekillendirme elemanları, delme, bükme, kesme gibi işlemlerden sorumludur.
Yüksek sertlikte takım çeliklerinden (ör. DC53, SKD11) yapılır ve tipik olarak aşınma direncini artırmak için ısıl işlem ve yüzey kaplama uygulanır.
3.Şerit Kılavuz Bileşenleri
Kılavuz Plakası : Metal şeridi kalıba düzgün ve tutarlı bir şekilde yönlendirir.
Pilot Pimi : Önceden delinmiş deliklere girerek kritik istasyonlarda yüksek hassasiyetli besleme hizalaması sağlar.
4.İlerleme Adımı ve Düzen Sistemi
Adım : Her strok başına sabit besleme mesafesi (ör. 10mm, 15mm, 25mm), ürün boyutu ve işlem sırası ile uyumlu olmalıdır.
İstasyon Düzeni : Kalıbın kompaktlığını, malzeme kullanım verimliliğini ve süreç entegrasyonunu belirler.
5.Sıyırıcı ve Basınç Pedleri
Sıyırıcı Plaka: Şekillendirme sonrası malzemenin zımbalardan düzgün bir şekilde ayrılmasını sağlayarak malzeme yapışmasını önler.
Basınç Pedi : Şekillendirme sırasında şeridi stabilize ederek bozulma veya yanlış hizalamayı önler; genellikle yaylar veya nitrojen silindirleri tarafından desteklenir.
6.Kılavuz Direk Sistemi
Kılavuz Direkleri ve Burçları : Üst ve alt kalıp arasında hassas hizalamayı korur, zımbanın yüksek hızda bile kalıp boşluğuna doğru ve eş merkezli olarak girmesini sağlar.
Bu, takım ömrü ve boyutsal doğruluk için kritiktir.
7.Artık Boşaltma Sistemi
Delme veya kesme işlemlerinden kaynaklanan artık, slug delikleri aracılığıyla uzaklaştırılır ve bazı tasarımlarda hava üfleyiciler veya otomatik artık sarma mekanizmaları ile desteklenir.
Bu, temiz bir çalışma ortamının korunmasına yardımcı olur ve kesintisiz üretim sağlar.
8.Kalıp Plakaları ve Taban Sistemi
Üst kalıp tabanı, alt kalıp tabanı, zımba tutucu ve kalıp insert plakası gibi bileşenleri içerir.
Sert ve darbeye dayanıklı bir taban sağlar, yapısal bütünlük ve uzun vadeli kalıp stabilitesi için gereklidir.
9.İsteğe Bağlı Yardımcı Mekanizmalar
Yaylar / Nitrojen Silindirleri : Sıyırma veya basınç tutma işlevleri için elastik kuvvet sağlar.
Sensörler ve Güvenlik Cihazları: Özellikle hassas progresif kalıplarda şerit kırılma algılama, yanlış zımba algılama veya yabancı cisim sensörleri gibi.
Progresif Damgalama Kalıplarının Temel Özellikleri
Progresif damgalama kalıplarının (çok istasyonlu veya sıralı kalıplar olarak da bilinir) temel avantajları, sürekli çalışma ve entegre tasarım ilkelerinden kaynaklanır. Bu özellikler, karmaşık metal bileşenlerin yüksek verimli, hassas ve ölçeklenebilir üretimini sağlar. Temel özellikler şunlardır:
1.Integrated
1.Entegre
Multi-Station Layout
Çok İstasyonlu Düzen
Unlike single-operation or compound dies
that require manual repositioning or multiple setups,
progressive dies allow “one-pass complete forming.”
2.High-Speed Continuous Production
Each workstation is arranged in sequence according to the
Her iş istasyonu, şekillendirme prosesine göre sıralı olarak düzenlenmiştir.
forming process. The raw material is gradually shaped within
Hammadde, tanımlanan adım (indeks uzunluğu) boyunca ilerlerken kalıp içinde kademeli olarak şekillendirilir.
the die as it advances through the defined pitch (index
(indeks
length).
uzunluğu).
No manual handling between
stages is needed.
This reduces tooling setups,
transportation time, labor requirements, and associated
costs.
Operations such as piercing, bending, deep
Delme, bükme, derin
drawing, and cutting are integrated into a single die
çekme ve kesme gibi işlemler tek bir kalıp setinde entegre edilmiştir.
set.
.
Their
design and manufacturing involve precision machining (e.g.,
wire EDM, CNC, EDM), heat treatment, and multi-disciplinary
integration including die flow simulation and stress
analysis.
7.Broad Application Scope
With each press stroke, the strip advances one
- Her pres strokunda, şerit bir istasyon ilerler ve
- station, and a corresponding operation is
- karşılık gelen bir işlem gerçekleştirilir—sonuçta son istasyonda bitmiş parça üretilir.
- performed—ultimately producing the finished part at the
- gerçekleştirilir—sonuçta son istasyonda bitmiş parça üretilir.
final station.
.
When parts require
three or more operations (e.g., piercing + bending +
trimming) and annual volumes exceed 100,000 units, the cost
and efficiency benefits of progressive stamping become
significantly superior.
Process Flow of Progressive Die Stamping
Unlike single-operation or compound dies
Tek işlemli veya bileşik kalıpların aksine,
that require manual repositioning or multiple setups,
manuel yeniden konumlandırma veya birden fazla kurulum gerektiren,
progressive dies allow “one-pass complete forming.”
progresif kalıplar "tek geçişte tam şekillendirme" sağlar.
3.Automatic Feeding
A
servo feeder (NC feeder) advances the strip into the die
with high precision, based on the pre-set progression pitch
(e.g., 10mm, 15mm, etc.).
2.High-Speed
2.Yüksek Hızlı
Continuous Production
Sürekli Üretim
5.Multi-Station Stamping
Process
With each press
stroke, the strip progresses through several stations to
sequentially perform operations. The process typically
includes:
One finished part is produced with each stroke of the
Presin her strokunda bir adet bitmiş parça üretilir.
press.
.
Intermediate stations:
Incremental forming operations such as bending, flanging, drawing, or embossing, applied in stages to avoid material cracking from over-forming.
In conjunction with automated feeding systems,
Otomatik besleme sistemleriyle birlikte,
progressive dies can achieve 200–600 strokes per minute, and
progresif kalıplar dakikada 200–600 strok ve hassas mikro bileşenler için daha da yüksek hızlara ulaşabilir.
even higher for precision micro-components.
hassas mikro bileşenler için daha da yüksektir.
Pierced slugs and
edge scrap are discharged through slug holes and can be
removed using air blowers, magnetic conveyors, or scrap
winders.
This ensures a clean die interior and
uninterrupted production.
This results
Bu,
in production efficiencies several times greater than
tek işlemli kalıplardan birkaç kat daha yüksek üretim verimliliği sağlar—özellikle bir milyon adedin üzerindeki seri üretimler için idealdir,
single-operation dies—especially ideal for mass production
elektronik terminaller veya otomotiv braketleri gibi.
of over one million pieces, such as electronic terminals or









bir milyon adedin üzerindeki seri üretimler için idealdir,
automotive brackets.
otomotiv braketleri gibi.
Comprehensive Mold Manufacturing Technical Support
-

Hexagon 3D Measuring projector -

3.Precise -

Zeiss 3D Measuring projector -

Mikro Altimetre -

3.Hassas -

Nikon tool microscope -

Indexing & Consistent Quality -

Laser marking machine -

Adımlama ve Tutarlı Kalite





As a quality-conscious company, we ensure the accuracy of molds and parts through rigorous dimensional inspections and conduct all necessary additional testing on the molds. We offer comprehensive technical support, perform repairs and rebuilds as needed, and maintain detailed records of all maintenance activities in the mold history. With flexible production methods and a strong focus on customer service, we are able to complete most molds within one to two weeks and provide expedited services for urgent projects. As a professional company, we are committed to listening to our customers’ needs and providing solutions that enhance product quality. For more information on our mold manufacturing capabilities or to request a quote, please contact us directly.
Types of Progressive Dies
The combination of pitch control and pilot pin positioning
Adım kontrolü ve kılavuz pim konumlandırmasının kombinasyonu,
- değerli metaller veya ince saclar için özellikle önemlidir. her işlemin hassas konumda gerçekleştirilmesini sağlayarak kümülatif hatayı önler.
- stok. kümülatif hatayı önler.
- This reduces tooling setups, Versatile, relatively short manufacturing lead time, ideal for medium-batch production.
Parts manufactured exhibit
- Feature: excellent dimensional repeatability, making this method
- mükemmel boyutsal tekrarlanabilirlik sergiler; bu yöntemi hassas metal bileşenler için çok uygun hale getirir. well-suited for precision metal components.
- stok. High-efficiency production of electrical and hardware components.
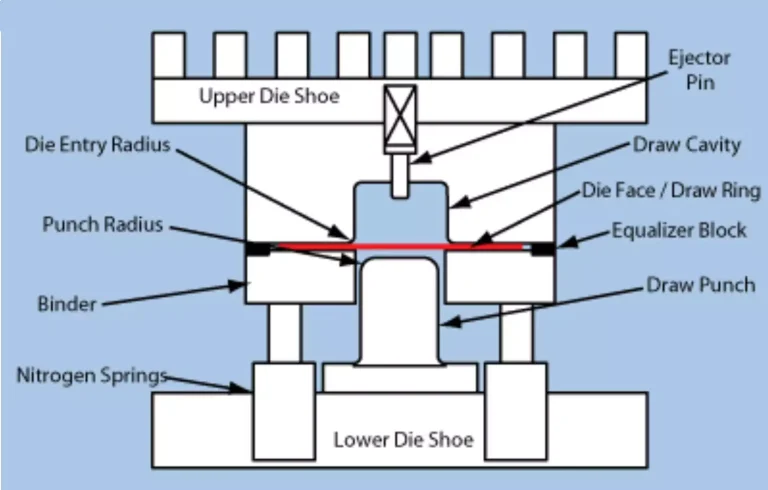
3.Drawing-Type Progressive Die
- değerli metaller veya ince saclar için özellikle önemlidir. 4. Azaltılmış
- Labor & Lower Operational Costs İşgücü ve Düşük Operasyonel Maliyetler
- stok. Used for housings, end caps, battery shells, and other deep-drawn parts
The entire stamping process is fully automated, from material
- Tüm presleme prosesi, malzeme beslemeden parça çıkışına kadar tam otomatiktir. feeding to part ejection.
- parça çıkışına kadar tam otomatiktir. Includes high-rigidity guide posts and in-die sensors (pneumatic or optical).
- stok. No manual handling between
- Feature: stages is needed.
gerekmez.
- değerli metaller veya ince saclar için özellikle önemlidir. Processes two metal strips simultaneously in left-right symmetry.
- This reduces tooling setups, Bu, takım kurulumlarını,
- stok. taşıma süresini, işgücü gereksinimlerini ve ilgili maliyetleri azaltır.
costs.
- Feature: The material strip undergoes reverse feeding or operations in reverse direction.
- Challenge: 5.Optimized
- stok. Material Usage
Malzeme Kullanımı
- Feature: Capable of producing 2 to 4 different components simultaneously in a single die.
- Through optimized nesting layouts (e.g., staggered or nested Optimize edilmiş yuvalama düzenleri (örneğin, kademeli veya iç içe yerleşimler) sayesinde malzeme kullanımı maksimize edilir ve hurda minimize edilir—özellikle değerli metaller veya ince saclar için önemlidir.
- stok. malzeme kullanımı maksimize edilir ve hurda minimize edilir—özellikle değerli metaller veya ince saclar için önemlidir.
minimized—especially important for precious metals or thin
- değerli metaller veya ince saclar için özellikle önemlidir. stock.
- stok. Automotive reinforcement components and aerospace-grade parts.
- Challenge: Additionally, progressive dies avoid the repeated
Ayrıca, progresif kalıplar, tek istasyonlu işlemlerde bulunan tekrarlanan sıkıştırma kayıplarını önleyerek atığı daha da azaltır.
-

electronics and telecommunication industry -
bulunan tekrarlanan sıkıştırma kayıplarını önleyerek atığı daha da azaltır. -
reducing waste. -
azaltır. -
new energy and photovoltaic industry -
electronics and telecommunication industry -
Scrap is discharged in a controlled -
Hurda kontrollü bir şekilde boşaltılır, merkezi taşıma veya geri dönüşümü kolaylaştırır.








SSS
manner, facilitating centralized handling or recycling.
geri dönüşümü kolaylaştırır.
How long will the shipping take?
If
shipped by sea, the transportation time may exceed one
month. If you need the mold urgently, we recommend choosing
air transport to shorten delivery time.
6.High Design
6. Yüksek Tasarım
Complexity & Technical Demands
Karmaşıklığı ve Teknik Gereksinimler
