
Enjeksiyon Kalıbı Nedir?
Enjeksiyon kalıbı, enjeksiyon kalıplama işleminde kullanılan hassas bir alettir. Basitçe söylemek gerekirse, bir "kalıplama şablonu" gibi işlev görür: erimiş plastik malzemeyi kalıp boşluğuna enjekte ederek ve soğuyup katılaşmasını sağlayarak, boşluğun şekliyle tam olarak eşleşen plastik ürünler oluşturulabilir.
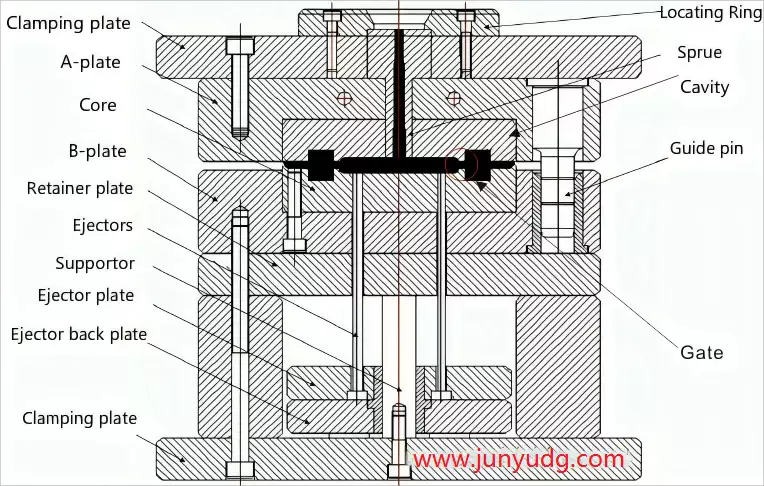
Bir enjeksiyon kalıbının temel yapısı, sabit bir kalıp (enjeksiyon kalıplama makinesine monte edilir) ve hareketli bir kalıptan (boşluğu oluşturmak için sabit kalıpla kapanmak üzere hareket eder) oluşur. Ayrıca yolluk (plastiğin enjekte edildiği kanal), soğutma sistemi (plastiğin katılaşmasını hızlandırır) ve hava tahliye sistemi (kalıp boşluğundaki havayı dışarı atar) gibi diğer önemli bileşenleri de içerir.
Enjeksiyon kalıpları otomotiv, elektronik, tıbbi cihazlar, ev aletleri ve tüketim malları gibi endüstrilerde yaygın olarak kullanılır. Cep telefonu gövdeleri, araba gösterge panelleri, plastik oyuncaklar ve tıbbi cihaz bileşenleri gibi ürünlerin tümü enjeksiyon kalıpları kullanılarak üretilir. Kalıbın hassasiyeti ve yapısal tasarımı, nihai plastik ürünlerin kalitesini, üretim verimliliğini ve maliyetini doğrudan belirler.
Profesyonel Kalıp Üretim Atölyesi









Kalıp atölyemiz, yüksek hızlı CNC işleme merkezleri, hassas tel erozyon makineleri ve ayna EDM makineleri dahil olmak üzere eksiksiz bir gelişmiş ekipman yelpazesiyle donatılmıştır. Bu makineler Tayvan, İsviçre ve Japonya'dan ithal edilmiş olup, kalıp imalatında olağanüstü hassasiyet ve tutarlı kalite sağlar.
Tüm üretim süreçleri şirket içinde tamamlanarak teslim süreleri önemli ölçüde kısaltılır ve genel proje yanıt verebilirliği artırılır.
Atölyede, çoğu kalıp imalatında 10 yıldan fazla deneyime sahip 60'tan fazla yüksek vasıflı kalıp teknisyeni görev yapmaktadır. Çok çeşitli işleme tekniklerine hakimdirler ve üretim sürecinin her aşamasında maliyet ve verimliliği optimize edebilirler.
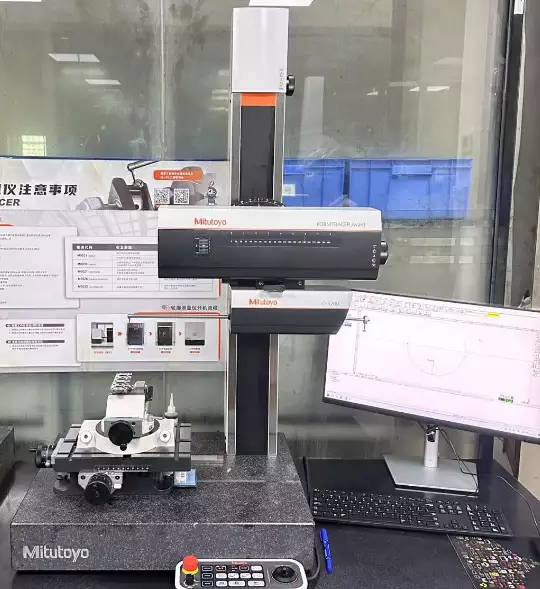
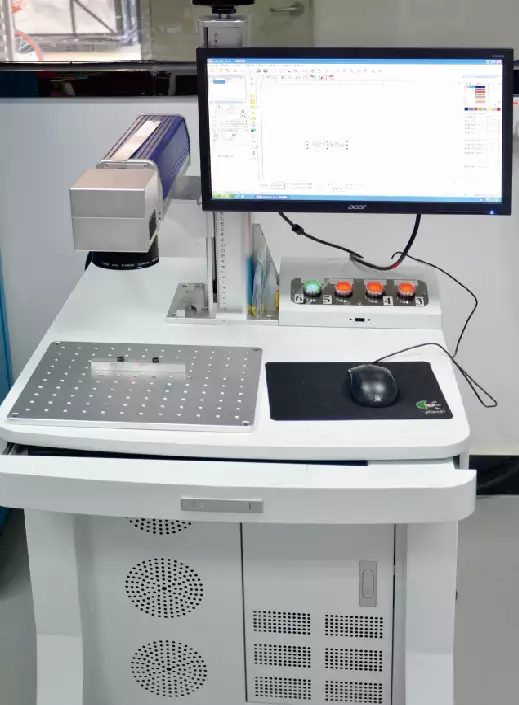
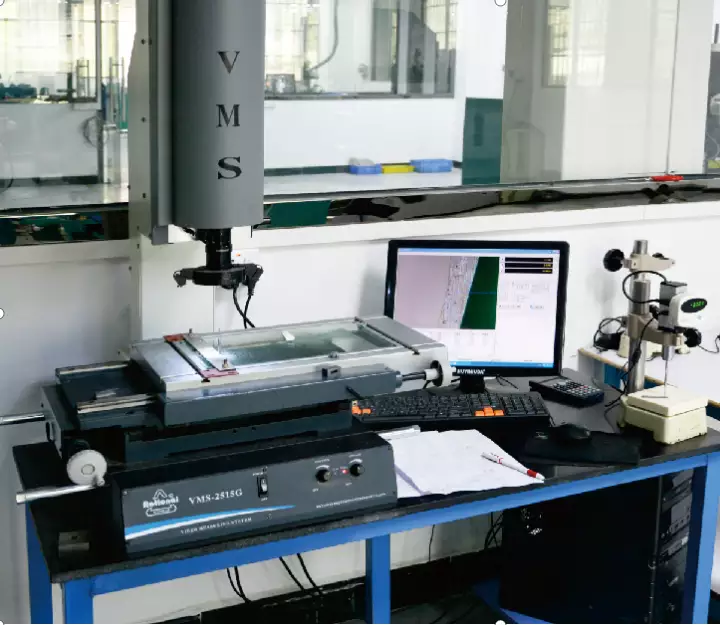
Kapsamlı Kalıp Üretim Teknik Desteği
-

Hexagon 3D Ölçüm Projektörü -

Zeiss 3D Ölçüm Projektörü -

Zeiss 3D Measuring projector -

Mikro Altimetre -

Nikon takım mikroskobu -

Nikon tool microscope -

Lazer markalama makinesi -

Laser marking machine -

2D Ölçüm Projektörü


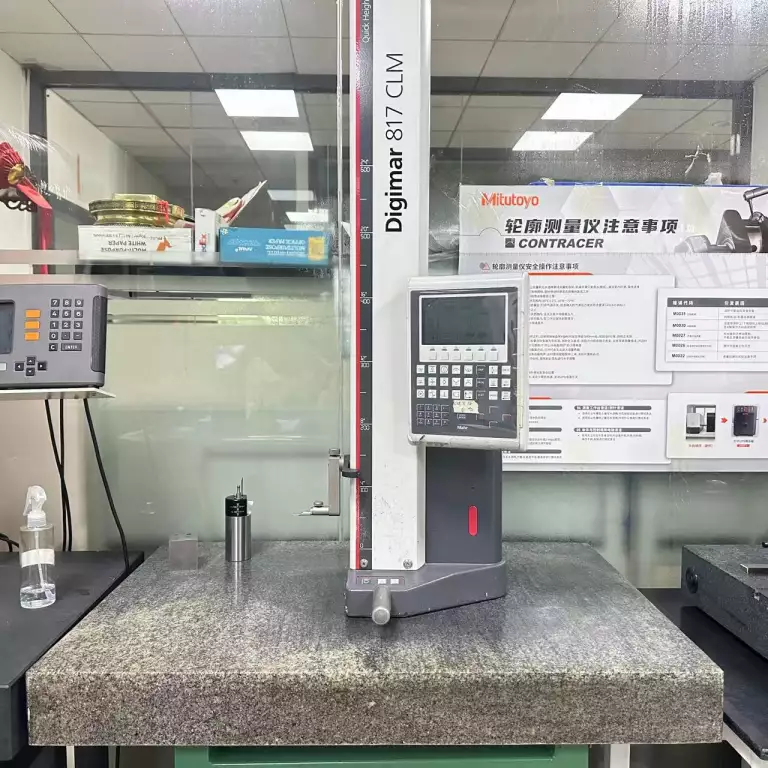



Kalite odaklı bir şirket olarak, titiz boyut denetimleri yoluyla kalıp ve parçaların doğruluğunu sağlıyor ve kalıplar üzerinde gerekli tüm ek testleri gerçekleştiriyoruz. Kapsamlı teknik destek sunuyor, gerektiğinde onarım ve yeniden yapım işlemlerini gerçekleştiriyor ve kalıp geçmişindeki tüm bakım faaliyetlerinin ayrıntılı kayıtlarını tutuyoruz. Esnek üretim yöntemlerimiz ve müşteri hizmetlerine güçlü odaklanmamız sayesinde, çoğu kalıbı bir ila iki hafta içinde tamamlayabiliyor ve acil projeler için hızlı hizmet sağlayabiliyoruz. Profesyonel bir şirket olarak, müşterilerimizin ihtiyaçlarını dinlemeye ve ürün kalitesini artıran çözümler sunmaya kararlıyız. Kalıp üretim yeteneklerimiz hakkında daha fazla bilgi almak veya bir fiyat teklifi talep etmek için lütfen doğrudan bizimle iletişime geçin.
Enjeksiyon Kalıbı Üretim Süreci
Enjeksiyon kalıbı üretim süreci, ilk tasarımdan nihai kalıp teslimatına kadar uzanan sistematik bir iş akışıdır. Her aşama birbiriyle yakından bağlantılıdır ve kalıbın kalitesini ve sonraki seri üretimin verimliliğini doğrudan etkiler. Ayrıntılı adımlar aşağıdaki gibidir:
1. Ürün ve Kalıp Tasarımı
Ürün Analizi: Müşterinin çizimlerine (3D modeller veya 2D teknik resimler) dayanarak mühendisler, ürün yapısını, boyut toleranslarını, malzeme özelliklerini (PP, ABS gibi) ve amaçlanan uygulama ortamını değerlendirir. Alttan kesikler veya dengesiz duvar kalınlığı gibi sorunları belirleyerek kalıbın fizibilitesini değerlendirirler.
Kalıp Tasarımı: UG, AutoCAD, Pro/E veya SolidWorks gibi CAD yazılımları kullanılarak kalıp, temel bileşenlere odaklanılarak 3D olarak modellenir:
① Boşluk ve Çekirdek: Nihai ürünün geometrisini tanımlar;
② Ayırma Yüzeyi : Sabit ve hareketli kalıp arasındaki ara yüz olup parçanın çıkarılmasını sağlar;
③ Yolluk ve Dağıtıcı Sistemi : Erimiş plastiğin boşluğu doldurması için kanallar – yerleşim ve boyutlar, eşit doldurma için optimize edilir;
④ Soğutma Sistemi: Soğutmayı hızlandırmak ve çevrim süresini kısaltmak için tasarlanmış su kanalları;
⑤ Hava Tahliye Sistemi: Boşlukta sıkışan havayı gidererek kabarcık veya eksik dolum gibi kusurları önler;
⑥ Çıkarma Mekanizması: Kalıp açıldığında bitmiş parçayı kalıptan dışarı iter.
⑦ Tasarım İncelemesi: Yapısal mantığı, maliyet etkinliğini ve üretim fizibilitesini değerlendirir. Optimize edildikten sonra, üretim için detaylı teknik çizimler oluşturulur.
2. Kalıp Malzeme Seçimi ve Hazırlığı
Malzeme Seçimi: Parça miktarına, hassasiyet gereksinimlerine ve plastik türüne (örn. cam elyaf takviyeli veya aşındırıcı reçineler) bağlı olarak uygun kalıp çelikleri seçilir:
Standart plastik parçalar için: S50C, P20 (düşük ila orta hacimli üretim için uygundur);
Yüksek hassasiyetli veya aşınmaya dayanıklı ihtiyaçlar için: 718H, NAK80 (iyi cilalanabilirlik), S136 (tıbbi veya gıda sınıfı parçalar için korozyona dayanıklı).
Malzeme Ön İşlemi: İşlenebilirliği ve boyutsal kararlılığı iyileştirmek için tavlama veya su verme gibi ısıl işlemler uygulanır, ardından işleme için kaba boşluklar halinde kesilir.
3. Kalıp Bileşenlerinin İşlenmesi
Ham malzemeden kalıp bileşenlerini şekillendirmek için bir dizi hassas işleme operasyonu kullanılır. Temel süreçler şunları içerir:
CNC Frezeleme: Yüksek hassasiyetli 3 eksenli veya 5 eksenli CNC makineler, karmaşık yüzeyleri ve çekirdek özelliklerini işler, tipik olarak ±0,005 mm doğruluk elde eder.
EDM (Elektrik Deşarj ile İşleme): Derin boşluklar, dar yuvalar veya frezelenmesi zor olan karmaşık dokular için kullanılır, yüksek detay sadakati sağlar.
Tel Erozyon (Wire Cut EDM): Zımba parçaları, keskin köşeler ve hassas konturlar için idealdir — ±0,002 mm'ye kadar doğruluk.
Taşlama : Mastarlar, kılavuz pimleri ve kalıp hizalaması için hassas referans yüzeylerinde düzlük, diklik ve boyutsal doğruluk sağlar.
Delme ve Kılavuz Çekme : Soğutma kanalları, vida delikleri ve yardımcı bağlantı elemanları için.
4. Isıl İşlem
Boşluk ve çekirdek gibi kritik parçalar, yüzey sertliğini (tipik olarak HRC50–55) ve aşınma direncini artırmak için ısıl işleme (örn. su verme, nitrürleme) tabi tutulur, böylece kalıbın hizmet ömrü uzar.
5. Kalıp Montajı
Tüm işlenmiş bileşenler — sabit kalıp, hareketli kalıp, kılavuz sütunları, itici sistemi, soğutma boruları vb. — teknik çizimlere göre monte edilir. Geçme toleransları dikkatlice kontrol edilir (örn. kılavuz bileşenleri için 0,01–0,02 mm).
Son adımlar, yolluk burçlarının, konumlandırma halkalarının takılması ve soğutma sistemlerinin sızdırmazlığının sağlanmasını, ayrıca havalandırma yollarının açık olduğundan emin olunmasını içerir.
6. Kalıp Denemesi ve Ayarı
Monte edilen kalıp, bir enjeksiyon kalıplama makinesine bağlanır. Gerçek üretim plastiği kullanılarak bir deneme enjeksiyonu yapılır: erimiş plastik enjekte edilir, soğutulur ve parça kalıptan çıkarılır.
Ürün Değerlendirmesi: Parçalar boyutsal doğruluk, yüzey kalitesi (çökme izi, çapak, kabarcık olup olmadığı kontrol edilir) ve kalıptan çıkarma kolaylığı açısından incelenir.
Kalıp Ayarları: Bulunan sorunlara göre ayarlamalar yapılır — örn. yollukların yeniden konumlandırılması, soğutma düzeninin optimize edilmesi, boşluk yüzeylerinin parlatılması. Kalite standartları karşılanana kadar birden fazla deneme (T1, T2 vb.) gerçekleştirilir.
7. Kalıp Kabulü ve Teslimatı
Başarılı deneme çalışmalarının ardından kalıp temizlenir ve pas önleyici maddelerle işlem görür. Tüm dokümantasyon — çizimler, deneme raporları vb. — derlenir.
Kalıp daha sonra paketlenir ve üretim tesisine sevkiyata veya yerinde kuruluma hazır hale getirilir.
8. Seri Üretim Desteği ve Bakımı (İsteğe Bağlı)
Üretim stabilizasyonu için destek sağlanabilir;
Bakım yönergeleri ve yedek parça değişim takvimleri sunulur;
Aşınma, sızıntı veya diğer arızalar durumunda teknik yardım veya kalıp yenileme hizmeti mevcuttur.
Enjeksiyon kalıp imalatının önemi.
Enjeksiyon kalıp imalatı, modern imalatta yeri doldurulamaz bir konuma sahiptir. Etkisi ürün kalitesi, endüstriyel gelişim ve ekonomik verimlilik alanlarına yayılır. Bu sürecin önemi aşağıdaki yönlerden kendini gösterir:
1. Plastik Ürünlerin Kalitesini ve Performansını Belirler
- Kalıbın hassasiyeti — boşluk boyutları ve yüzey kalitesi gibi — plastik parçaların boyutsal toleranslarını, yüzey kalitesini (örn. çapak, çökme izi olmaması) ve yapısal bütünlüğünü doğrudan etkiler.
- İyi tasarlanmış bir kalıp yapısı — soğutma sistemleri ve havalandırma tasarımı dahil — eriyik dolumunun homojen olmasını ve yeterli soğutmayı sağlayarak kabarcık veya eğrilme gibi yaygın kusurları önler. Bu, mekanik dayanım ve sızdırmazlık güvenilirliği dahil olmak üzere nihai ürünün işlevsel performansını garanti eder.
2. Üretim Verimliliğini ve İmalat Maliyetlerini Etkiler
- Yüksek kaliteli kalıplar, yüksek hızlı, kararlı, sürekli üretim sağlayarak çevrim süresini önemli ölçüde azaltır (atış başına birkaç saniyeden birkaç dakikaya kadar değişir) ve seri üretim verimliliğini artırır.
- Bir kalıbın dayanıklılığı — ısıl işlem, sertlik ve aşınma direnci gibi faktörlerle belirlenir — hizmet ömrünü doğrudan etkiler. Standart kalıplar on veya yüz binlerce çevrime dayanabilirken, hassas kalıplar bir milyon çevrimi aşabilir. Bu, sık bakım veya değiştirme nedeniyle oluşan duruş sürelerini en aza indirir, böylece birim üretim maliyetlerini düşürür.
3. Birden Çok Endüstrinin Gelişimini Destekler
Enjeksiyon kalıpları, otomotiv, elektronik, tıbbi cihazlar, ev aletleri, ambalaj ve tüketim malları dahil olmak üzere birçok sektörde yaygın olarak kullanılır. Neredeyse tüm seri üretilen plastik bileşenler enjeksiyon kalıplamaya dayanır. Örneğin:
- Otomotiv endüstrisinde: gösterge panelleri, tamponlar, hava kanalları;
- Elektronikte: cep telefonu kasaları, konektörler, muhafazalar;
- Tıbbi cihazlarda: şırıngalar, intravenöz setler ve yüksek hassasiyetli sarf malzemeleri.
Kalıp imalat seviyesi, ürün yenilik hızını ve bu endüstrilerin rekabet gücünü doğrudan etkiler — özellikle karmaşık geometriler ve hafif tasarımlar elde etmede.
4. Bir İmalat Sisteminin Teknolojik Seviyesini Yansıtır
Kalıp imalatı, tasarım (CAD/CAE simülasyonu), hassas işleme (CNC, EDM, tel erozyon), malzeme mühendisliği ve ısıl işlem teknolojisi dahil olmak üzere geniş bir disiplin yelpazesini entegre eder. Kalıpların doğruluğu ve karmaşıklığı, bir ülkenin veya işletmenin imalat yeteneklerinin göstergeleri olarak kabul edilir.
Yüksek katma değerli ürünler üretmek ve teknik engelleri aşmak için yüksek uç kalıpların — mikro hassas kalıplar veya çok gözlü kalıplar gibi — geliştirilmesi esastır.
5. Ürün Yinelemesini ve İnovasyonu Yönlendirir
- Yeni plastik ürünlerin Ar-Ge'si temel olarak kalıp imalatına bağlıdır. Verimli kalıp geliştirme iş akışları — örneğin hızlı prototiplemenin deneme optimizasyonu ile birleştirilmesi — ürün tasarımından seri üretime kadar geçen süreyi kısaltmaya yardımcı olur, özellikle tüketici elektroniği gibi hızla değişen sektörlerde yineleme döngülerini hızlandırır.
- Kalıpların esnekliği (örn. değiştirilebilir zımba parçaları, modüler çekirdekler) ayrıca modern pazarlarda özelleştirme ve kişiselleştirme taleplerini karşılayarak çok varyantlı üretimi destekler.
Enjeksiyon Kalıp İmalatının Avantajları ve Temel Özellikleri
Modern imalatın en temel süreçlerinden biri olan enjeksiyon kalıp imalatı, yüksek şekillendirme verimliliği, tutarlı ürün kalitesi ve geniş malzeme uyarlanabilirliği gibi dikkate değer avantajlar sunar. İşleme yöntemleri ve teknik özellikleri, onu yüksek hassasiyetli plastik bileşenlerin seri üretimi için baskın çözüm haline getirir. Temel avantajlar ve özellikler aşağıda özetlenmiştir:
Ana Avantajlar
1. Seri Üretim için Yüksek Verimlilik
Kalıp uygun şekilde ayarlandıktan sonra, otomatik sürekli üretim enjeksiyon kalıplama makineleri kullanılarak sağlanabilir. Her atışın çevrim süresi kısadır (birkaç saniyeden birkaç dakikaya kadar değişir), bu da büyük ölçekli üretim taleplerine hızlı yanıt verilmesini sağlar. Çıktı ne kadar büyük olursa, birim başına kalıp maliyeti o kadar düşer ve bu da önemli ekonomik faydalar sağlar.
2. Mükemmel Tutarlılık ve Yüksek Hassasiyet
Kalıp boşluklarının boyutsal toleransı ±0,005 mm'ye ulaşabilir, bu da aynı kalıptan üretilen tüm parçaların boyut, şekil ve fiziksel performans açısından son derece tutarlı olmasını sağlar. Bu, manuel işlemede tipik olarak bulunan varyasyonları ortadan kaldırır ve hassas elektronik, tıbbi cihazlar ve optik bileşenler gibi sıkı tolerans gerektiren sektörler için özellikle uygundur.
3. Yüksek Yapısal Karmaşıklık Yeteneği
Çok boşluklu düzenler, sürgüler, kaldırıcılar ve ek parçalar içeren karmaşık kalıp tasarımları, karmaşık şekilleri, iç kanalları ve birden çok yan çekirdek çekimini kolayca barındırabilir.
Entegre tasarım desteklenir, birden çok bileşenin tek bir birim olarak oluşturulmasına olanak tanır, böylece montaj maliyetlerini ve arıza oranlarını azaltır.
4. Geniş Malzeme Uyumluluğu
Enjeksiyon kalıpları, geniş bir termoplastik yelpazesi (ör. ABS, PP, PC, PA, POM) ile belirli termoset plastikler ve yüksek performanslı mühendislik reçineleri için uygundur.
Karmaşık geometriler ve ince yapılar kalıplanabilir, kavisli yüzeyler, alttan kesikler, gömülü parçalar ve dişli özellikler dahil olmak üzere otomotiv, ev aletleri, tıp, elektronik ve tüketim malları gibi endüstrileri kapsar.
Kalıp yapıları ve yüzey işlemleri, malzeme özelliklerine (ör. aşınma direnci, korozyon direnci, yüksek sıcaklık direnci) uyacak şekilde özelleştirilebilir.
Yüksek malzeme kullanımı: Üretim sırasında oluşan yolluklar ve besleme kanalları geri dönüştürülebilir, kırılabilir ve yeniden kullanılabilir, bu da hammadde israfını ve genel üretim maliyetini azaltır.
5. Üstün Yüzey Kalitesi ve Estetik Yetenek
Yüksek hassasiyetli işleme teknikleri (ayna yüzeyli EDM ve ince parlatma gibi) sayesinde kalıplar, ikincil yüzey işlemi gerektirmeyen optik kalitede yüzey kaplamalarına sahip parçalar üretebilir.
Kimyasal aşındırma, deri doku desenleri ve lazer gravür gibi dokulandırma işlemleri kalıba entegre edilebilir, bu da nihai ürünün dekoratif çekiciliğini ve dokunsal kalitesini artırır.
Ana Özellikler
1.Yüksek Düzeyde Teknik Entegrasyon
Enjeksiyon kalıbı
üretimi, CAD/CAE tasarımı, CNC frezeleme, EDM (Elektrik
Deşarjlı İşleme) ve tel kesme dahil olmak üzere birden çok
ileri teknolojinin entegrasyonunu ve ayrıca malzeme seçimi
(kalıp çeliği gibi) ve ısıl işlem süreçlerini içerir.
İşleme doğruluğunu ve güvenilirliğini sağlamak için yüksek
hassasiyetli ekipman ve deneyimli teknik personel
gerektirir.
2
.Yüksek Başlangıç Yatırımı ve Uzun Teslim Süresi
Kalıp tasarımı ve
imalatı, özellikle karmaşık veya çok boşluklu kalıplar için
önemli başlangıç maliyetleri gerektirir. Tipik teslim süresi,
karmaşıklığa bağlı olarak 30 ila 90 gün arasında değişir.
Ancak uzun vadeli seri üretim için kalıp maliyeti
amorti edilebilir, bu da onu uzun yaşam döngüsüne sahip
ürünler için oldukça ekonomik hale getirir.
3
.Kalıp Kalitesine Güçlü Bağımlılık
Kalıp yapısının rasyonalitesi,
işleme doğruluğu ve aşınma direnci, yüzey kaplaması,
boyutsal kararlılık ve üretim verimliliği gibi ürün
sonuçlarını doğrudan etkiler. Kötü kalıp kalitesi, sık
arızalara ve bakıma yol açar. Bu nedenle, her üretim
aşamasında sıkı kalite kontrolü esastır.
4
.Karmaşık, Entegre Şekillendirmeyi Destekler
Enjeksiyon kalıpları,
klipsler, nervürler, geçmeli bağlantılar veya gömülü yapılar
gibi birden çok entegre özelliğe sahip parçalar dahil olmak
üzere, tek bir çevrimde karmaşık bileşenleri şekillendirme
kapasitesine sahiptir. Bu, ikincil montaj süreçlerini önemli
ölçüde azaltır, verimliliği artırır ve ürün tutarlılığını
sağlar.
Bu özellikler, enjeksiyon kalıbı imalatını modern endüstride vazgeçilmez ve yeri doldurulamaz bir süreç haline getirir; özellikle karmaşık plastik bileşenlerin seri üretiminde merkezi ve stratejik bir rol oynar.
Plastik Kalıplama Türleri
Enjeksiyon Kalıplama

Şişirme Kalıplama

Sıkıştırma Kalıplama
Ekstrüzyon Kalıplama
Döner Kalıplama

Termoform
Plastik Kalıplama Çeşitleri
Sınıflandırma Plastik Kalıpların
Plastik kalıplar öncelikle termoplastik malzemeleri şekillendirmek için kullanılır. Uygulama gereksinimleri, yapısal konfigürasyonlar ve kalıplama süreçlerindeki farklılıklar nedeniyle plastik kalıplar çeşitli şekillerde kategorize edilebilir. En yaygın sınıflandırmalar şunlardır:
1. Kalıplama Sürecine Göre Sınıflandırma
Enjeksiyon Kalıpları
En yaygın kullanılan
tiptir. Eritilmiş plastik, bir enjeksiyon kalıplama makinesi
aracılığıyla kalıp boşluğuna enjekte edilir ve soğutma
sırasında katılaşır. Yaygın ürünler arasında plastik
oyuncaklar, ev aletleri gövdeleri vb. bulunur.
Ekstrüzyon Kalıpları
Sabit kesit profiline sahip plastik ürünlerin sürekli
üretimi için kullanılır; plastik borular, levhalar ve
profiller gibi.
Şişirme Kalıpları
Ekstrüzyon şişirme kalıplama ve gerdirme şişirme kalıplamayı
içerir. Esas olarak şişeler, kaplar ve tanklar gibi içi boş
plastik ürünler için kullanılır.
Termoform Kalıpları
Isıtılmış ve yumuşatılmış
plastik levhalar, vakum emişi kullanılarak kalıp yüzeyine
çekilir. Genellikle paketleme tepsileri, blister paketler
ve kabuk kutular için kullanılır.
2. Kalıp Yapısına Göre Sınıflandırma
Tek Ayırma Yüzeyli Kalıp (İki Plakalı
Kalıp)
Sadece bir ayırma hattına sahiptir, besleme kanalı
ayırma yüzeyinde bulunur. Basit bir yapıya ve düşük
üretim maliyetine sahiptir, çoğu plastik ürün için
uygundur. Bu, en temel enjeksiyon kalıbı türüdür.
Çift Ayırma Yüzeyli Kalıp (Üç Plakalı
Kalıp)
Akış plakası ekleyerek ikincil bir ayırma yüzeyi
içerir, nokta besleme enjeksiyonuna olanak tanır.
Daha iyi besleme kanalı konumlandırması (ör. merkezde
veya kenarda) sağlar, daha temiz görünümlü parçalar
üretir. Merkezi delikleri olan veya hassas besleme
gerektiren ürünler için idealdir.
İstif Kalıbı
Birden çok katmanlı boşluklarla (dikey olarak istiflenmiş)
tasarlanmıştır, aynı kalıp stroku içinde daha yüksek
çıktıya olanak tanır. Paketleme ürünleri gibi küçük
parçaların yüksek hacimli üretimi için uygundur.
Sıcak Yolluk Kalıbı
Isıtma elemanları ile donatılmış, besleme sistemini erimiş halde tutarak malzeme israfını ortadan kaldırır (yolluk veya soğuk akış kanalı yoktur). Kısa çevrim süreleri ve yüksek malzeme kullanımı sunar. Ancak karmaşık bir yapıya ve daha yüksek maliyete sahiptir; büyük ölçekli, üst düzey üretim için idealdir.
3. Göz Sayısına Göre Sınıflandırma
Tek Gözlü Kalıp
Yalnızca bir göz içerir ve her çevrimde bir parça üretir. Büyük veya yüksek hassasiyetli parçalar için uygundur.
Çok Gözlü Kalıp
Aynı kalıp içinde birden fazla özdeş göz bulundurur ve her çevrimde aynı anda birden fazla parça üretilmesini sağlar. Verimliliği artırır ve küçük plastik parçaların seri üretiminde yaygın olarak kullanılır.
4. Fırlatma Mekanizmasına Göre Sınıflandırma
Standart İtici Pimli Kalıp
Parçayı itmek için itici pimler kullanılır. Bu en yaygın kullanılan ve en basit fırlatma yöntemidir.
Açılı Pimli Kalıp (Kaldırıcı Kalıp)
Yan çıkıntıları veya alt kesikleri olan parçalar için uygundur; parçayı fırlatmak için eğimli kaldırıcılar kullanır.
Sürgülü Kalıp
Yan çekirdek çekme ve diş sıyırma gibi özellikleri elde etmek için mekanik sürgüler kullanır.
Pnömatik veya Hidrolik Çekirdek Çekmeli Kalıp
Karmaşık iç yapılar veya derin delik sıyırma için kullanılır; genellikle büyük endüstriyel parçalarda bulunur.
5. Diğer Yaygın Sınıflandırma Yöntemleri
Endüstri Uygulamasına Göre: Otomotiv kalıpları, tıbbi kalıplar, elektronik kalıpları, ambalaj kalıpları, optik kalıplar vb.
Kalıp Montaj Yönüne Göre: Dikey kalıplar, yatay kalıplar
Malzeme Akış Yönüne Göre: Kenar yolluklu kalıplar, merkez yolluklu kalıplar, halka yolluklu kalıplar vb.
Hizmet Verdiğimiz Sektörler
-

Günlük ihtiyaç alanı -
Elektronik ve elektrikli ev aletleri alanı -
Otomotiv endüstrisi alanı -
Tıbbi cihaz alanı -
Ambalaj alanı -
Oyuncak alanı






Kalıp Yapımı SSS
Kalıbın teslimi ne kadar sürer?
Teslim süresi, kalıbın karmaşıklığına bağlıdır; genellikle 15 gün ile birkaç ay arasında değişir.
Nakliye ne kadar sürer?
Deniz yoluyla gönderilirse nakliye süresi bir ayı aşabilir. Kalıba acil ihtiyacınız varsa, teslimat süresini kısaltmak için hava yolu taşımacılığını tercih etmenizi öneririz.
Tasarımımı yüklemeden önce bir Gizlilik Sözleşmesi (NDA) imzalayabilir miyiz?
Elbette, tasarımınızın gizliliğine çok önem veriyoruz.
Bir kalıp tasarlarken nelere dikkat etmeliyim?
Ürün yapısı ve işlevsellik uyumu, hassasiyet ve tolerans kontrolü, malzeme seçimi ve ısıl işlem, yolluk ve soğutma sistemi tasarımı, bakım kolaylığı ve maliyet kontrolü ile üretim verimliliği ve otomasyon uyumu gibi faktörlere dikkat edin.
