
Что такое штамп последовательного действия?
Штамп последовательного действия (также известный как многопозиционный или прогрессивный штамп) — это ключевой тип штамповочного инструмента, используемого для обработки листового металла. Это многопозиционный штамп, в котором несколько операций штамповки последовательно расположены в одном штамповочном блоке. По мере того как металлическая полоса непрерывно подается через штамп с фиксированным шагом, каждая позиция выполняет определенную операцию — такую как пробивка, вырубка, гибка, вытяжка или отрезка — синхронно с каждым ходом пресса. На последней позиции готовое изделие отделяется от полосы.
Простыми словами, штамп последовательного действия функционирует как «производственная линия внутри штампа».
Вместо использования
нескольких отдельных штампов и ручной обработки между процессами, он объединяет все операции в одном инструменте, при этом материал автоматически и последовательно перемещается через каждую позицию. Это обеспечивает высокоэффективное, высокообъемное производство без ручного вмешательства в процессе.
Штампы последовательного действия особенно подходят для массового производства мелких и сложных металлических деталей, обеспечивая отличную производительность, стабильность и экономическую эффективность.
Типичная структура штампа последовательного действия
Типичная структура штампов последовательного действия (прогрессивный штамп / многопозиционный штамп)
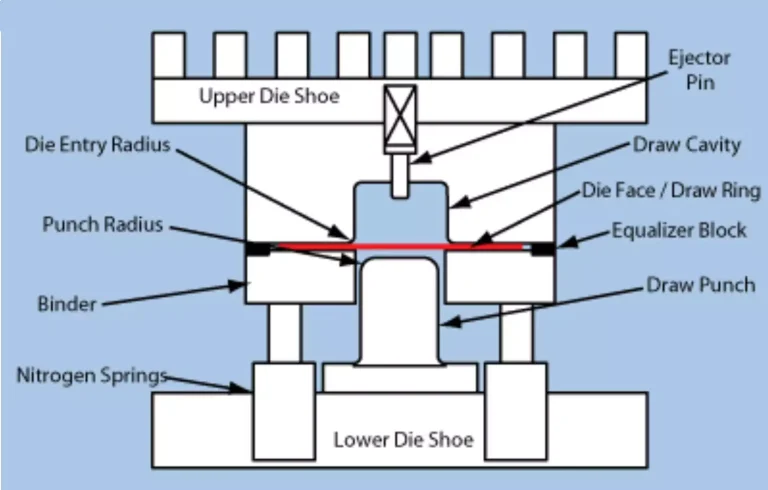
Штамп последовательного действия разработан на основе концепции многопозиционного последовательного формования, позволяя сырой полосе материала постепенно превращаться в готовые детали по мере ее продвижения через каждую стадию. Структура штампа обычно включает следующие ключевые компоненты:
1.Верхний штамп и Нижний штамп
Верхний штамп : Содержит пуансоны и соединяется с ползуном пресса; он выполняет нисходящие штамповочные действия при каждом ходе пресса.
Нижний штамп : Содержит матричные вставки и направляющие компоненты, установленные на столе пресса.
2.Пуансоны и матричные вставки
Основные формообразующие элементы на каждой позиции, отвечающие за операции, такие как пробивка, гибка, вырубка и т. д.
Изготавливаются из высокотвердых инструментальных сталей (например, DC53, SKD11) и обычно подвергаются термической обработке и поверхностному покрытию для повышения износостойкости.
3.Компоненты направления полосы
Направляющая плита : Направляет металлическую полосу в штамп плавно и постоянно.
Направляющий штифт : Входит в предварительно пробитые отверстия в полосе, чтобы обеспечить высокоточное выравнивание подачи на критических позициях.
4.Система шага подачи и компоновки
Шаг : Фиксированное расстояние подачи за один ход (например, 10 мм, 15 мм, 25 мм), которое должно соответствовать размеру изделия и последовательности операций.
Компоновка позиций : Определяет компактность штампа, эффективность использования материала и интеграцию операций.
5.Съемник и прижимные прокладки
Съемная плита: Обеспечивает правильное отделение материала от пуансонов после формовки, предотвращая прилипание материала.
Прижимная прокладка : Стабилизирует полосу во время формовки, предотвращая деформацию или смещение; часто поддерживается пружинами или азотными цилиндрами.
6.Система направляющих колонок
Направляющие колонки и втулки : Поддерживают точное выравнивание между верхним и нижним штампами, обеспечивая точное и концентрическое вхождение пуансона в матричную полость даже на высокой скорости.
Это критически важно для срока службы инструмента и точности размеров.
7.Система удаления отходов
Отходы, образующиеся при пробивке или вырубке, удаляются через отверстия для выталкивания, а в некоторых конструкциях дополнительно используются воздуходувки или автоматические механизмы сматывания отходов.
Это помогает поддерживать чистую рабочую среду и обеспечивает бесперебойное производство.
8.Система плит и основания штампа
Включает такие компоненты, как верхняя плита штампа, нижняя плита штампа, держатель пуансона и плита матричных вставок.
Обеспечивает жесткое и ударопрочное основание, необходимое для структурной целостности и долговременной стабильности штампа.
9.Дополнительные вспомогательные механизмы
Пружины / Азотные цилиндры : Обеспечивают упругую силу для съема или прижимных функций.
Датчики и устройства безопасности: Такие как датчик обрыва полосы, датчик пропуска удара или датчик посторонних предметов, особенно в прецизионных штампах последовательного действия
Основные особенности штампов последовательного действия
Основные преимущества штампов последовательного действия (также известных как многопозиционные или последовательные штампы) проистекают из их принципов непрерывной работы и интегрированного дизайна. Эти особенности обеспечивают высокоэффективное, точное и масштабируемое производство сложных металлических компонентов. Ключевые особенности включают:
1. Интегрированная многопозиционная компоновка
Каждая рабочая позиция расположена последовательно в соответствии с
технологическим процессом формовки. Исходный материал постепенно формуется
в штампе по мере продвижения через заданный шаг (длину индексации).
Такие операции, как пробивка, гибка, глубокая
вытяжка и отрезка, интегрированы в единый
штамповый комплект.
С каждым ходом пресса лента перемещается на одну
позицию, и выполняется соответствующая операция —
в конечном итоге готовая деталь изготавливается на
последней позиции.
В отличие от однооперационных или совмещённых штампов,
требующих ручного перебазирования или нескольких переналадок,
прогрессивные штампы позволяют выполнять «формовку за один проход».
2. Высокоскоростное непрерывное производство
С каждым ходом пресса производится одна готовая деталь.
В сочетании с автоматизированными системами подачи
прогрессивные штампы могут достигать 200–600 ходов в минуту,
а для точных микрокомпонентов — ещё выше.
Это обеспечивает
производительность в несколько раз выше, чем у однооперационных
штампов, что особенно выгодно для массового производства
свыше миллиона деталей, таких как электронные клеммы или
автомобильные кронштейны.
3. Точная индексация и стабильное качество
Сочетание контроля шага и позиционирования направляющими штифтами
гарантирует выполнение каждой операции в точном месте,
исключая накопление погрешности.
Изготавливаемые детали
обладают отличной повторяемостью размеров, что делает этот метод
хорошо подходящим для точных металлических компонентов.
4. Снижение трудозатрат и эксплуатационных расходов
Весь процесс штамповки полностью автоматизирован: от подачи материала
до выброса детали.
Не требуется ручного перемещения между
этапами.
Это сокращает количество переналадок оснастки,
транспортное время, трудовые ресурсы и соответствующие
затраты.
5. Оптимизированное использование материала
Благодаря оптимизированным раскладкам (например, шахматному или вложенному
расположению) использование материала максимизируется, а отходы
минимизируются — это особенно важно для драгоценных металлов или тонкого
проката.
Кроме того, прогрессивные штампы исключают повторные потери на зажим,
характерные для однооперационных штампов, что дополнительно снижает
количество отходов.
Отходы удаляются контролируемым
образом, что облегчает централизованную обработку или переработку.
6. Высокий уровень сложности конструкции и технические требования
Прогрессивные штампы требуют отличной жёсткости конструкции, высокой
точности посадки и движения, а также усталостной прочности.
Их проектирование и изготовление включают прецизионную обработку (например,
проволочную электроэрозию, ЧПУ, электроэрозию), термообработку и
междисциплинарную интеграцию, включая моделирование течения металла в штампе
и анализ напряжений.
7. Широкая область применения
Широко используется в различных отраслях, включая:
- Электроника и электротехника: клеммы, корпуса разъёмов
- Автомобильная промышленность: зажимы, кронштейны, усилители
- Бытовая техника: усилители корпусов, опорные элементы
- Медицина и приборостроение: прецизионные метизные компоненты
- Изделия повседневного спроса из металла
8. Идеально подходит для сложных, мелких и крупносерийных деталей
Прогрессивные штампы особенно выгодны для мелких,
сложных по форме деталей с высокими требованиями к размерам —
таких как электронные клеммы, контактные пружины двигателей
или автомобильные крепёжные детали.
Если детали требуют трёх и более операций (например, пробивка + гибка +
обрезка) и годовой объём превышает 100 000 штук,
преимущества прогрессивной штамповки по стоимости и
эффективности становятся значительно более выраженными.
Технологический процесс прогрессивной штамповки
1. Подготовка исходного
материала
Металлический рулонный
прокат — например, холоднокатаная сталь, нержавеющая сталь, медь или
алюминий — обычно поставляется в рулонах.
Толщина материала,
допуски по размерам и качество поверхности проверяются на соответствие
конструкторской документации штампа.
2. Размотка и
правка
Металлический
рулон разматывается на размотчике, затем пропускается через
правильную машину для устранения внутренних напряжений и кривизны.
Это обеспечивает плоское состояние и правильное выравнивание
ленты в процессе подачи.
3. Автоматическая подача
Серво-податчик
(NC-податчик) продвигает ленту в штамп с высокой точностью,
в соответствии с заданным шагом подачи (например, 10 мм, 15 мм и т. д.).
Подача синхронизирована
с ходом пресса, что обеспечивает точное совмещение с каждой
позицией штампа.
4. Позиционирование и коррекция
направляющими штифтами
Направляющие штифты в
штампе входят в предварительно пробитые пилотные отверстия на ленте
для коррекции положения и устранения накопленных ошибок подачи.
Этот этап особенно важен для
высокоточных многооперационных штампованных деталей.
5. Многооперационный процесс
штамповки
С каждым ходом
пресса лента проходит через несколько позиций для последовательного
выполнения операций. Процесс обычно включает:
Начальные позиции:
Предварительная пробивка (создание пилотных или функциональных отверстий)
Насечка (вырезание боковых отверстий или зазоров)
Чеканка или тиснение (локальное упрочнение материала)
Промежуточные станции:
Поэтапные формовочные операции, такие как гибка, отбортовка, вытяжка или тиснение, применяемые поэтапно для предотвращения растрескивания материала из-за чрезмерной деформации.
Финишные станции:
Обрезка, выравнивание и придание формы для достижения точных размеров
Отрезка или вырубка для отделения готовой детали от ленты-носителя
6. Выброс детали
Готовая деталь полностью отделяется на последней станции и автоматически выбрасывается под действием силы тяжести или механическими выбрасывателями в приемный контейнер или на конвейер — полностью исключая необходимость ручного обращения.
7. Удаление отходов
Высеченные высечки и кромочные отходы удаляются через отверстия для высечек и могут быть удалены с помощью空气дувок, магнитных конвейеров или устройств для намотки отходов.
Это обеспечивает чистоту внутри штампа и бесперебойное производство.
8. Встроенный контроль (опционально)
Для прецизионных деталей штамп может быть оснащен датчиками, оптическими камерами или механическими детекторами для контроля таких проблем, как разрыв ленты или отсутствие элементов.
Это улучшает контроль качества в автоматизированных производственных линиях.
9. Последующая обработка и упаковка
Детали могут подвергаться очистке, удалению заусенцев или финишной обработке поверхности (например, гальваническому покрытию или нанесению покрытия) по мере необходимости.
Затем изделия сортируются, подсчитываются и упаковываются для хранения или доставки.
Профессиональная мастерская по производству пресс-форм









Наш цех по изготовлению пресс-форм оснащен полным спектром современного оборудования, включая высокоскоростные обрабатывающие центры с ЧПУ, прецизионные проволочно-вырезные станки и копировально-прошивные станки с электроэрозионной обработкой (ЭЭО). Эти станки импортируются из Тайваня, Швейцарии и Японии, что обеспечивает исключительную точность и неизменное качество при изготовлении пресс-форм.
Все производственные процессы выполняются внутри компании, что значительно сокращает сроки выполнения заказов и повышает общую оперативность выполнения проектов.
В цехе работают более 60 высококвалифицированных специалистов по пресс-формам, большинство из которых имеют более 10 лет опыта в изготовлении пресс-форм. Они хорошо разбираются в широком спектре технологий обработки и способны оптимизировать затраты и эффективность на каждом этапе производственного процесса.
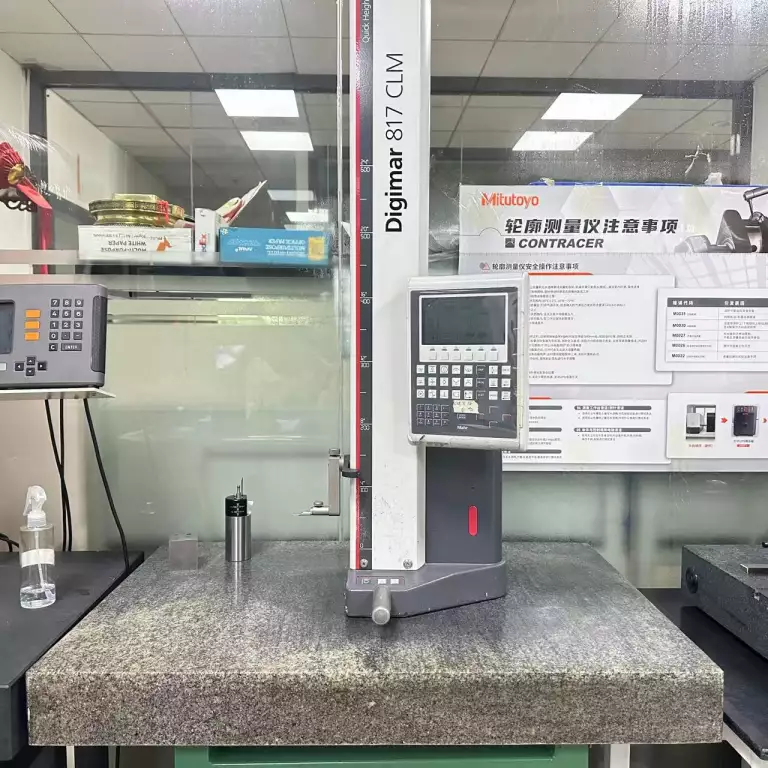
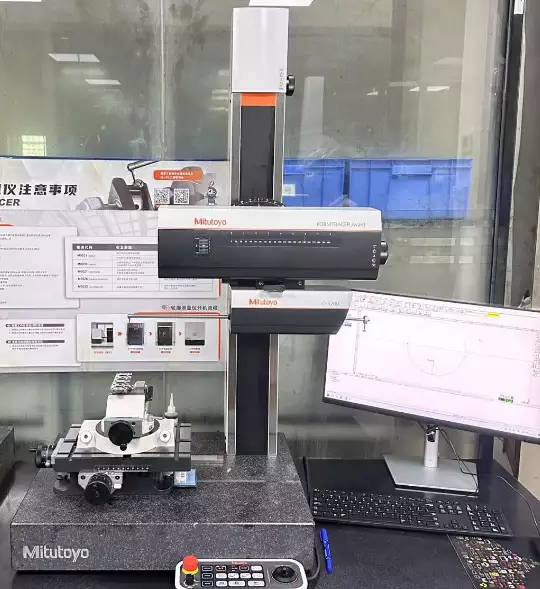
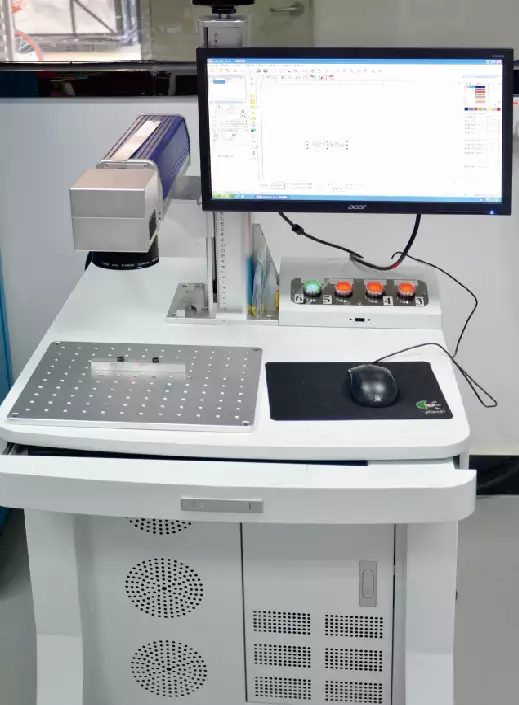
Комплексная техническая поддержка производства пресс-форм
-

Шестигранный 3D-измерительный проектор -

Проектор для 3D-измерений Zeiss -

Micro Altimeter -

Nikon projector -

Инструментальный микроскоп Nikon -

Mitutoyo Contour -

Лазерный маркировочный станок -

Nikon Altimeter -

Проектор для 2D-измерений





Как компания, ориентированная на качество, мы обеспечиваем точность пресс-форм и деталей с помощью строгих размерных проверок и проводим все необходимые дополнительные испытания пресс-форм. Мы предлагаем комплексную техническую поддержку, выполняем ремонт и восстановление по мере необходимости и ведем подробные записи всех работ по техническому обслуживанию в истории пресс-формы. Благодаря гибким методам производства и сильному фокусу на обслуживании клиентов, мы можем выполнить большинство пресс-форм в течение одной-двух недель и предоставляем ускоренные услуги для срочных проектов. Как профессиональная компания, мы стремимся выслушивать потребности наших клиентов и предоставлять решения, которые повышают качество продукции. Для получения дополнительной информации о наших возможностях по изготовлению пресс-форм или для запроса котировки, пожалуйста, свяжитесь с нами напрямую.
Типы прогрессивных штампов
Прогрессивные штампы для штамповки можно классифицировать по их конструктивному исполнению, сложности формовки, применимости материала и уровню точности. Далее перечислены основные типы:
1. Стандартный прогрессивный штамп
- Структура: Типичная многостанционная компоновка, выполняющая последовательные операции, такие как пробивка, гибка, формовка и резка.
- Применение: Подходит для деталей средней сложности, изготовленных из распространенных материалов, таких как холоднокатаная сталь или медь.
- Преимущество: Универсальность, относительно короткий срок изготовления, идеально подходит для среднесерийного производства.
2. Совмещенный прогрессивный штамп
- Особенность: На определенных станциях одновременно выполняются несколько операций (например, пробивка + гибка).
- Преимущество: Сокращает количество станций штампа и общую длину штампа, увеличивая использование материала и производительность.
- Применение: Высокоэффективное производство электрических и аппаратных компонентов.
3. Вытяжной прогрессивный штамп
- Структура: Включает многоступенчатую глубокую вытяжку вместе с вырубкой и обрезкой.
- Материал: Подходит для материалов с хорошей вытяжкой, таких как нержавеющая сталь или алюминий.
- Применение: Используется для корпусов, торцевых крышек, корпусов батарей и других деталей глубокой вытяжки
4. Высокоточный прогрессивный штамп
- Точность: Допуск на изготовление штампа ≤ ±0,005 мм; повторяемость подачи ≤ ±0,01 мм.
- Конфигурация: Включает высокожесткие направляющие колонки и встроенные в штамп датчики (пневматические или оптические).
- Применение: Микрометаллические компоненты, такие как контакты разъемов, пружины двигателей и электронные штырьки.
- Особенность: Предназначен для высокоскоростных прессов (300–800 ходов в минуту).
5. Двухполосный прогрессивный штамп
- Структура: Одновременная обработка двух металлических полос в лево-правой симметрии.
- Преимущество: Удваивает производительность при компактной занимаемой площади.
- Применение: Подходит для симметричных деталей, таких как разъемы или контактные лезвия.
6. Реверсивный прогрессивный штамп
- Особенность: Материальная полоса подвергается обратной подаче или операциям в обратном направлении.
- Сложность: Сложная конструкция штампа и высокая требуемая точность выравнивания.
- Применение: Специальные детали с обратной гибкой, отбортовкой или фиксирующими элементами.
7. Многопродуктовый прогрессивный штамп
- Особенность: Способен одновременно изготавливать от 2 до 4 различных компонентов в одном штампе.
- Ключевой момент: Требует точной развертки полосы и синхронизированной подачи и извлечения деталей.
- Применение: Производство небольших, конструктивно связанных семейств деталей.
8. Горячий прогрессивный штамп
- Структура: Включает зоны нагрева для горячей штамповки материалов, таких как сверхвысокопрочная сталь или титановые сплавы.
- Применение: Автомобильные усилительные компоненты и детали аэрокосмического класса.
- Сложность: Требует жаропрочных инструментальных сталей и теплоизоляции, с жесткими требованиями к сроку службы и безопасности.
Отрасли, которые мы обслуживаем
-

электронная и телекоммуникационная промышленность -
промышленность медицинских устройств -
промышленность бытовой техники и умного дома -
автомобильная промышленность -
промышленность новых источников энергии и фотоэлектрики -
электронная и телекоммуникационная промышленность -
промышленность скобяных изделий и товаров повседневного спроса -
аэрокосмическая и оборонная промышленность








Часто задаваемые вопросы
Сколько времени занимает доставка пресс-формы?
Срок доставки зависит от сложности пресс-формы и обычно составляет от 15 дней до нескольких месяцев.
Сколько времени займет доставка?
При морской перевозке время транспортировки может превышать один месяц. Если вам нужна пресс-форма срочно, рекомендуем выбрать авиаперевозку, чтобы сократить время доставки.
Можем ли мы подписать NDA перед загрузкой моего дизайна?
Конечно, мы очень серьезно относимся к конфиденциальности вашего дизайна.
На что следует обратить внимание при проектировании пресс-формы?
Обратите внимание на такие факторы, как совместимость структуры и функциональности изделия, контроль точности и допусков, выбор материала и термообработка, конструкция литниковой и охлаждающей систем, ремонтопригодность и контроль затрат, а также эффективность производства и совместимость с автоматизацией.
