
Прецизионная электроэрозионная обработка (Прецизионная ЭЭО)
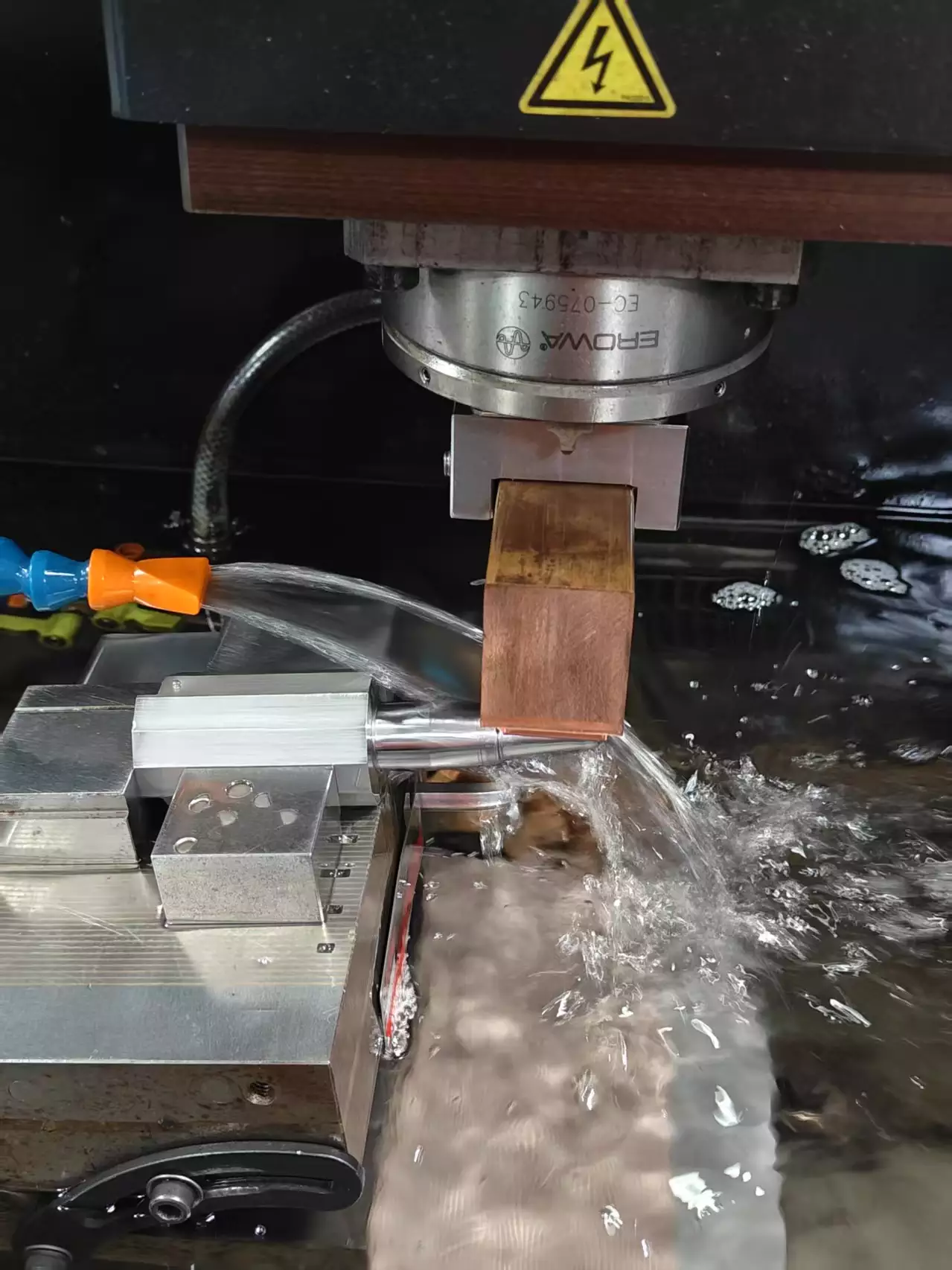
Прецизионная электроэрозионная обработка (Прецизионная ЭЭО), также известная как электроэрозионная обработка (ЭЭО), представляет собой процесс, при котором между электродом и заготовкой возникает импульсный разряд, генерирующий мгновенные высокие температуры (свыше 10 000°C) в изолирующей рабочей жидкости. Это приводит к локальному плавлению или испарению металлического материала. Благодаря совокупному эффекту бесчисленных микроразрядов, материал с поверхности заготовки постепенно удаляется, формируя желаемую форму. По сути, прецизионная ЭЭО — это синергетический процесс электрического, теплового, механического воздействия и удаления материала.
Преимущества электроэрозионной обработки.
Электроэрозионная обработка (ЭЭО) — это метод обработки, использующий энергию импульсного разряда для удаления материала. Его преимущества в первую очередь отражаются в следующих аспектах:
1. Высокая точность
Точность может достигать
±0,002 мм, а шероховатость поверхности высокая (Ra < 0,2 мкм),
что делает её подходящей для обработки прецизионных деталей.
2. Подходит для твёрдых и хрупких
материалов
ЭЭО особенно подходит для
обработки материалов с высокой твёрдостью или хрупкостью, таких как
закалённая сталь, титановые сплавы, металлокерамика и
карбиды. Эти материалы часто трудно обрабатывать традиционными
методами резания, но ЭЭО справляется с ними легко.
3. Возможность обработки сложных форм
ЭЭО
позволяет обрабатывать очень сложные полости, узкие зазоры, глубокие отверстия
и мелкие структуры (например, прецизионные рисунки для пресс-форм или
малые отверстия для лопаток турбин). Она отлично показывает себя в
производстве пресс-форм, обработке глубоких отверстий и тонких контуров,
что делает её идеальной для обработки сложной геометрии и мелких деталей,
которые не могут быть выполнены обычными методами обработки.
4. Бесконтактная обработка
ЭЭО удаляет
материал посредством электрического разряда между электродом и заготовкой,
поэтому физическая сила резания отсутствует. Это делает её особенно
подходящей для хрупких, деформируемых или заготовок неправильной формы,
избегая напряжений или деформаций, вызванных механической обработкой.
5. Высокая автоматизация
Благодаря интеграции с
системами ЧПУ, ЭЭО может быть запрограммирована, что делает её подходящей
для серийного производства и обработки сложных траекторий, одновременно
снижая ручное вмешательство.
6. Высокое качество поверхности
ЭЭО может оставлять
гладкую поверхность на заготовке. В частности, импульсная технология ЭЭО
может дополнительно улучшить качество поверхности. Хотя в некоторых
случаях может потребоваться последующая обработка для финишной
поверхности, по сравнению с другими традиционными методами обработки,
ЭЭО обычно обеспечивает лучшую чистоту поверхности.
7. Подходит для микрообработки
ЭЭО имеет
уникальные преимущества при обработке микродеталей. Микро-ЭЭО
может точно обрабатывать крошечные отверстия, микроструктуры и
мелкие детали, что делает её подходящей для микрокомпонентов в
таких областях, как электроника, медицинские устройства и аэрокосмическая
промышленность.
8. Гибкость
ЭЭО не зависит от
традиционного износа инструмента, а скорее от выбора
электрода для изменения формы и размеров. Это позволяет легко
адаптироваться к широкому спектру деталей и потребностей обработки
материалов, особенно при производстве сложных и нестандартных
деталей.
9. Меньшая зона термического влияния
Поскольку ЭЭО
использует кратковременные высокотемпературные разряды, а не
непрерывный нагрев, время разряда чрезвычайно мало (в микросекундах).
Тепло концентрируется в локальной области, что приводит к минимальной
общей тепловой деформации заготовки, что делает её подходящей для
тонкостенных, легко деформируемых деталей.
10. Подходит для обработки микро- и глубоких
отверстий
ЭЭО особенно подходит для
обработки микроотверстий и глубоких отверстий. По сравнению с
другими методами, ЭЭО может эффективно обрабатывать труднодостижимые
глубокие отверстия и крошечные отверстия без засорения или накопления
стружки.
Секреты точного контроля в электроэрозионной обработке (ЭЭО)
Прецизионная электроэрозионная обработка (ЭЭО) достигает высокой точности благодаря сочетанию нескольких критических факторов. Эти факторы работают вместе, чтобы контролировать и уточнять процесс, обеспечивая исключительную точность. Ниже приведены ключевые «секреты» точного контроля в ЭЭО:
1. Точный контроль тока и
длительности импульса
В ЭЭО
интенсивность тока и длительность импульса напрямую влияют на
скорость удаления материала и точность. Меньшая длительность импульса
позволяет удалять более мелкие частицы материала, что повышает
точность обработки.
Контроль тока помогает предотвратить избыточную энергию разряда, тем самым уменьшая шероховатость поверхности и износ электрода.
2. Роль диэлектрической
жидкости
ЭЭО выполняется в
изолирующей диэлектрической жидкости, которая не только охлаждает
зону разряда, но и удаляет стружку и газовые пузырьки, образующиеся
во время обработки. Это помогает предотвратить помехи для
точности обработки.
Температура, скорость потока и чистота диэлектрической жидкости должны поддерживаться постоянными для сохранения стабильной точности обработки и качества поверхности.
3. Выбор формы и материала
электрода
Материал и
форма электрода имеют решающее значение для точности обработки.
Обычные материалы электродов включают медь, графит и
медные сплавы. Чистота поверхности электрода также напрямую влияет
на конечный результат.
Форма электрода должна соответствовать форме заготовки, чтобы гарантировать, что конечная деталь сформирована в точном соответствии со спецификациями.
4. Сервоуправляющая
система
Прецизионная ЭЭО
использует высокоточные сервоуправляющие системы для динамической
регулировки зазора между электродом и заготовкой во время обработки.
Это необходимо для поддержания точности.
Сервосистема может автоматически регулировать положение электрода для компенсации износа электрода, обеспечивая точность обработки на протяжении всего процесса.
5. Контроль
температуры
Высокие температуры,
возникающие при ЭЭО, особенно мгновенное тепло во время разряда,
могут вызывать размерные и поверхностные изменения заготовки. Точные
системы контроля температуры помогают предотвратить тепловую
деформацию заготовки.
Использование соответствующих систем охлаждения, таких как жидкостное и газовое охлаждение, минимизирует колебания температуры и обеспечивает высокоточную обработку.
6. Точное планирование траектории
обработки
Тщательное планирование
траектории обработки имеет решающее значение в прецизионной ЭЭО.
Путём расчёта и планирования последовательности разрядов и размеров
шага предотвращается переобработка локальных участков или неравномерное
удаление материала, что повышает общую точность.
7. Высокоточное
оборудование
Прецизионная ЭЭО
требует станков с чрезвычайно высокой точностью. Современные
электроэрозионные станки оснащены передовыми системами позиционирования
и технологиями автоматического управления, которые обеспечивают точный
контроль движения электрода и процесса разряда во время обработки.
8. Системы мониторинга в реальном времени и обратной
связи
Передовые электроэрозионные
станки оснащены системами мониторинга в реальном времени, которые
собирают данные о процессе обработки, такие как ток,
напряжение и изменения зазора. Эти данные используются для
корректировки процесса обработки, чтобы гарантировать, что заготовка
остаётся в точном рабочем состоянии.
Системы управления с обратной связью автоматически регулируют параметры обработки на основе данных в реальном времени, дополнительно повышая точность.
9. Опыт и оптимизация
процесса
Precision
control in EDM also relies heavily on the
experience of the operator. Through multiple
trials and parameter optimization, the
operator can adjust the process to achieve
the best precision for a specific workpiece.
Точность
управления в ЭЭО также во многом зависит от
опыта оператора. Путем множества проб и
оптимизации параметров оператор может
корректировать процесс для достижения
наилучшей точности для конкретной детали.
Continuous experience accumulation and data analysis allow for process improvements, enhancing machining stability and precision. Постоянное накопление опыта и анализ данных позволяют улучшать процесс, повышая стабильность и точность обработки.
Conclusion:
Заключение:
Precision
control in Electrical Discharge Machining is
a multi-faceted process, involving the
regulation of current and pulse width,
control of dielectric fluid, electrode
selection and wear compensation, servo
systems, temperature control, and machining
path planning. Through these precise control
methods, EDM can deliver exceptional
performance in high-precision manufacturing,
especially for complex parts, fine holes,
and deep cavities.
Точность
управления в электроэрозионной обработке
представляет собой многогранный процесс,
включающий регулировку тока и длительности
импульсов, контроль диэлектрической жидкости,
выбор электрода и компенсацию износа, сервосистемы,
контроль температуры и планирование траектории
обработки. Благодаря этим точным методам
управления ЭЭО может обеспечивать исключительную
производительность в высокоточном производстве,
особенно для сложных деталей, точных отверстий
и глубоких полостей.
Types of Spark Discharge Machining (EDM) Типы электроэрозионной обработки (ЭЭО)




1. EDM Forming Формообразующая ЭЭО
2. Sinker EDM (Ram EDM) ЭЭО с погружением (ЭЭО с пуансоном)
3. Wire EDM Проволочная ЭЭО
4. EDM Drilling ЭЭО сверление
5. Micro EDM Микро-ЭЭО
6. Pulsed EDM Импульсная ЭЭО
7. High-speed EDM Высокоскоростная ЭЭО
Application areas of parts processed by EDM. Области применения деталей, обработанных методом ЭЭО.
EDM (Electrical Discharge Machining), with its non-contact, high-precision, and ability to machine hard and brittle materials, plays a critical role in various high-end manufacturing sectors. Below are its core application areas and typical scenarios: ЭЭО (электроэрозионная обработка), благодаря своей бесконтактности, высокой точности и способности обрабатывать твердые и хрупкие материалы, играет ключевую роль в различных высокотехнологичных производственных отраслях. Ниже приведены ее основные области применения и типичные сценарии:
1.Mold Manufacturing:
1. Изготовление пресс-форм:
Applications
include injection molding molds, die-casting molds, stamping
molds, mold cores, mold cavities, and complex cooling
channels.
Области применения
включают литьевые формы, формы для литья под давлением, штамповые
формы, стержни пресс-форм, полости пресс-форм и сложные каналы
охлаждения.
2.Aerospace:
2. Авиакосмическая промышленность:
Applications include engine
parts, spacecraft structural components, ceramic matrix
composites (CMC), tungsten alloy nozzle parts.
Области применения включают детали
двигателей, конструктивные элементы космических аппаратов, композиты с
керамической матрицей (CMC), детали сопел из вольфрамового сплава.
3.Electronics and Semiconductor
Manufacturing:
3. Производство электроники и полупроводников:
Applications include
semiconductor packaging molds, micro connectors, precision
switches, and precision processing of electronic components.
Области применения включают
пресс-формы для упаковки полупроводников, микро-разъемы, прецизионные
переключатели и точную обработку электронных компонентов.
4.Medical Devices and
Biomanufacturing:
4. Медицинские устройства и
биопроизводство:
Applications include
implantable devices, medical mold tools, surgical
instruments, dental equipment, implants, precision needles,
micro components, etc.
Области применения включают
имплантируемые устройства, медицинские пресс-формы, хирургические
инструменты, стоматологическое оборудование, имплантаты, точные иглы,
микрокомпоненты и т.д.
5.Automotive and New Energy
Sectors:
5. Автомобильная промышленность и сектор новых
источников энергии:
Applications include automotive
components, lithium battery electrode molds, hydrogen fuel
cell plates.
Области применения включают автомобильные
компоненты, пресс-формы для электродов литиевых батарей, пластины
водородных топливных элементов.
6.Optics and Precision
Instruments:
6. Оптика и прецизионные
приборы:
Applications include lens
molds, sensor housings, gyroscope frames, and prism
processing.
Области применения включают пресс-формы для
линз, корпуса датчиков, рамки гироскопов, обработка призм.
7.Other High-end Manufacturing
Sectors:
7. Другие высокотехнологичные производственные
сектора:
Applications include jewelry, tool
manufacturing.
Области применения включают ювелирные изделия,
производство инструментов.
8.Special Parts
Manufacturing:
8. Производство специальных
деталей:
Applications include
high-precision small holes, high-precision micro parts,
complex internal cavities and deep cavity components, micro
gears, etc.
Области применения включают
высокоточные малые отверстия, высокоточные микродетали,
сложные внутренние полости и компоненты с глубокими полостями, микро-
шестерни и т.д.
-

Mold Manufacturing Изготовление пресс-форм -
Medical Devices and Biomanufacturing Медицинские устройства и биопроизводство -

Аэрокосмическая промышленность -
Electronics and Semiconductor Manufacturing Производство электроники и полупроводников -

Other High-end Manufacturing Sectors Другие высокотехнологичные производственные сектора -
Special Parts Manufacturing Производство специальных деталей -

Automotive and New Energy Sectors Автомобильная промышленность и сектор новых источников энергии -
Optics and Precision Instruments Оптика и прецизионные приборы







Challenges and Limitations of EDM Machining Проблемы и ограничения ЭЭО обработки
1.Low Processing Efficiency and Slow
Speed
1. Низкая эффективность обработки и медленная
скорость
Compared to traditional cutting
methods, EDM relies on the principle of electro-erosion,
which results in a lower material removal rate. Therefore,
its efficiency is lower in large-scale production. The
process takes longer, especially when machining complex
shapes and large workpieces.
По сравнению с традиционными методами
резания, ЭЭО основана на принципе электроэрозии,
что приводит к более низкой скорости удаления материала. Поэтому
ее эффективность ниже при крупносерийном производстве. Процесс
занимает больше времени, особенно при обработке сложных
форм и крупных заготовок.
2.High Processing Costs
2. Высокая стоимость обработки
Electrode
Wear and Replacement:
Износ и замена
электродов:
Electrodes made of
materials such as copper and graphite continuously wear down
during EDM machining. The wear of the electrodes affects the
accuracy of the workpiece, requiring frequent calibration or
replacement, which increases processing costs and
maintenance work. Furthermore, complex parts may require
multiple sets of electrodes or frequent corrections, further
increasing consumable costs.
Электроды из
таких материалов, как медь и графит, непрерывно изнашиваются
в процессе ЭЭО. Износ электродов влияет на
точность обрабатываемой детали, требуя частой калибровки или
замены, что увеличивает стоимость обработки и
обслуживания. Кроме того, сложные детали могут требовать
нескольких комплектов электродов или частых корректировок, что еще
больше увеличивает расходы на расходные материалы.
EDM Equipment and Maintenance Costs: Стоимость оборудования и обслуживания ЭЭО: CNC-EDM equipment is expensive and requires specialized EDM working fluids and cooling systems, contributing to high maintenance costs. Оборудование для ЧПУ-ЭЭО дорого и требует специальных рабочих жидкостей для ЭЭО и систем охлаждения, что способствует высоким затратам на обслуживание.
Waste Fluid Treatment Costs: Затраты на утилизацию отработанной жидкости: After prolonged use, the working fluid accumulates metal debris and carbides, which must be professionally treated to meet environmental standards, thus increasing costs. После длительного использования рабочая жидкость накапливает металлическую стружку и карбиды, которые должны быть профессионально обработаны для соответствия экологическим стандартам, что увеличивает затраты.
3.Material Adaptability
Limitations
3. Ограничения по адаптации
материалов
Limited to Conductive Materials:
Ограничение проводящими материалами:
EDM can only process conductive materials, meaning
non-conductive materials, such as plastics, glass, and pure
ceramics, cannot be processed directly. They must undergo
additional treatments (e.g., coating) to become conductive
for EDM processing.
ЭЭО может обрабатывать только проводящие материалы, то есть
непроводящие материалы, такие как пластик, стекло и чистая
керамика, не могут быть обработаны напрямую. Они должны пройти
дополнительную обработку (например, покрытие), чтобы стать проводящими
для ЭЭО.
Low Efficiency with High Melting
Point Materials: For metals with extremely high melting
points, such as tungsten and molybdenum, the discharge
energy needs to be significantly increased, which leads to
greater electrode wear and further reduces processing
efficiency.
Низкая эффективность при обработке материалов с высокой температурой
плавления: Для металлов с чрезвычайно высокой температурой
плавления, таких как вольфрам и молибден, энергию
разряда необходимо значительно увеличить, что приводит к
большему износу электродов и дальнейшему снижению эффективности
обработки.
4. Шероховатость поверхности
Хотя ЭЭО может обеспечить относительно гладкую поверхность, высокие температуры, образующиеся во время разряда, могут вызвать микротрещины или закаленный слой на поверхности заготовки, образуя зону термического влияния. В областях высокой точности, таких как аэрокосмическая промышленность, требуется последующая термообработка для устранения этих эффектов.
5. Ограничения по глубине обработки и сложной структуре
Ограничение по соотношению глубины к диаметру: При обработке глубоких отверстий или узких пазов жесткость электрода может быть недостаточной, что приводит к прогибу, а удаление стружки может быть затруднено, что может вызвать нестабильные разряды.
Риск деформации тонкостенных деталей: Хотя ЭЭО не включает силы резания, длительное тепловое воздействие разряда может деформировать тонкостенные детали. Требуется строгий контроль параметров процесса.
6. Необходимость в специализированных навыках эксплуатации
Обработка на ЭЭО требует от операторов высокого уровня навыков и опыта, особенно в выборе подходящих электродов, настройке параметров разряда и борьбе с износом электродов. Неопытные операторы могут не полностью использовать потенциал оборудования ЭЭО.
7. Высокие требования к окружающей среде
ЭЭО требует стабильного электропитания, чистой диэлектрической жидкости и подходящей температуры окружающей среды, иначе точность обработки и качество поверхности могут ухудшиться. Кроме того, процесс генерирует искры и высокие температуры, что требует хороших мер безопасности и подходящей рабочей среды.
Резюме:
Хотя ЭЭО предлагает множество преимуществ, таких как высокая точность и способность обрабатывать сложные формы и твердые хрупкие материалы, она также сталкивается с проблемами, такими как медленная скорость обработки, износ электродов и высокие затраты. Чтобы максимизировать ее преимущества для конкретных применений, выбор подходящих материалов, оптимизация параметров процесса, обслуживание оборудования и повышение навыков эксплуатации являются ключевыми факторами для преодоления этих ограничений.
Параметры процесса электроэрозионной обработки (ЭЭО).
Параметры процесса ЭЭО (электроэрозионной обработки) являются ключом к контролю качества и эффективности обработки. Правильная настройка этих параметров позволяет оптимизировать результаты обработки. Ниже приведены некоторые распространенные параметры процесса ЭЭО:
2. Интервал между импульсами
Единица измерения: Микросекунды (мкс)
Функция: Длительность импульса — это время каждого разряда, которое непосредственно определяет энергию разряда. Большая длительность импульса увеличивает скорость удаления материала, но может привести к плохому качеству поверхности и повышенному износу электрода; меньшая длительность импульса помогает улучшить точность и качество поверхности, но снижает эффективность.
2. Интервал между импульсами
Единица измерения: Микросекунды (мкс)
Функция: Интервал между импульсами — это время между двумя разрядными импульсами. Меньший интервал приводит к более высокой частоте разрядов, повышая эффективность обработки, но вызывает более плохое рассеивание тепла электрода и более высокий износ; больший интервал улучшает рассеивание тепла и снижает износ, но уменьшает эффективность.
3. Пиковый ток
Единица измерения: Амперы (А)
Функция: Пиковый ток определяет энергию каждого разряда. Чем выше ток, тем выше скорость удаления материала, но при этом увеличивается шероховатость поверхности и износ электрода; более низкие токи повышают точность, но снижают эффективность.
4. Напряжение разряда
Единица измерения: Вольты (В)
Функция: Напряжение разряда влияет на межэлектродный зазор между электродом и заготовкой. Более высокое напряжение увеличивает межэлектродный зазор, что подходит для черновой обработки и лучшего удаления стружки; более низкое напряжение повышает точность и качество поверхности, но затрудняет удаление стружки, что идеально для чистовой обработки.
5. Материал электрода и износ
Выбор материала:
Медь: Подходит для прецизионной обработки с низким износом и высокой точностью, идеально для средних и малых деталей или чистовых операций.
Графит: Устойчив к высоким температурам и низкому износу, подходит для черновой обработки с большими токами или крупных деталей.
Контроль износа электрода: Более высокий ток и длительность импульса приводят к большему износу электрода, поэтому необходимы оптимальные настройки параметров для продления срока службы электродов.
6. Диэлектрическая жидкость
Тип: Специализированная диэлектрическая жидкость для ЭЭО
Функция: Охлаждение, удаление стружки и изоляция. Если чистота жидкости недостаточна или скорость ее потока слишком низкая, это может привести к плохому удалению стружки, коротким замыканиям или ухудшению качества поверхности.
7. Скорость подачи
Единица измерения: Миллиметры в минуту (мм/мин)
Функция: Скорость подачи электрода определяет скорость изменения зазора между электродом и заготовкой. Слишком быстрая подача может вызвать короткие замыкания; слишком медленная — снижает эффективность.
8. Энергия разряда
Единица измерения: Определяется током и длительностью импульса
Функция: Энергия разряда является основным фактором, определяющим энергию каждого разряда. Более высокая энергия разряда способствует увеличению скорости удаления материала, но может отрицательно сказаться на качестве поверхности. Более низкая энергия разряда улучшает качество поверхности, но снижает скорость удаления.
9. Искровой зазор
Единица измерения: Миллиметры (мм)
Функция: Искровой зазор между электродом и заготовкой определяет стабильность разряда и эффективность удаления материала. Если зазор слишком велик, разряд может стать нестабильным, влияя на точность обработки; если слишком мал, это может вызвать короткие замыкания или перегрев электрода и заготовки.
| Сравнительная таблица характеристик традиционной электроэрозионной обработки и прецизионной электроэрозионной обработки | Прецизионная электроэрозионная обработка | Характеристики |
| Традиционная ЭЭО | Точность обработки | Высокая точность ±0.002 – 0.01 мм, даже до ±0.001 мм |
| Обычно ±0.01 – ±0.05 мм | Шероховатость поверхности (Ra) | 0.1 – 0.8 мкм; зеркальная обработка может достигать ниже 0.08渭m |
| 1,6 – 3,2 мкм | Скорость износа электрода | Относительно низкая; интеллектуальное импульсное управление снижает износ и продлевает срок службы электрода |
| Относительно высокая; электроды необходимо часто заменять | Эффективность обработки | Относительно низкая эффективность; требуется точный контроль параметров для обеспечения точности |
| Высокая эффективность при черновой обработке, подходит для удаления материала на больших площадях | Система управления оборудованием | Высокоточная система ЧПУ с обратной связью и интеллектуальной настройкой |
| Простая система управления; требуется много ручных настроек, низкий уровень автоматизации | Технология импульсного источника питания | Точно контролирует длительность импульса, ток и интервал между импульсами, подходит для высокоточной обработки |
| Относительно простое импульсное управление, подходит для черновой обработки | Обработка рабочей жидкости | Рабочая жидкость для электроэрозионных станков с высокоточной системой фильтрации |
| Рабочая жидкость для электроэрозионных станков | Области применения | Прецизионные пресс-формы (например, для упаковки полупроводников, оптические пресс-формы), точные детали для аэрокосмической промышленности, медицинских устройств и т.д. |
| Черновая обработка обычных пресс-форм, формовка заготовок деталей | Стоимость оборудования | Относительно высокая; импортное оборудование может стоить несколько миллионов юаней |


Часто задаваемые вопросы
Относительно низкая, подходит для черновой обработки и крупносерийного производства
Какова точность обработки при электроэрозионной обработке (ЭЭО)?
Точность электроэрозионной обработки (ЭЭО) обычно находится на микрометровом уровне и, как правило, может быть выдержана в пределах ±0,001 мм до ±0,005 мм.
Например, прецизионный электроэрозионный станок Mitsubishi может достигать точности обработки ±0,001 мм. Высокоскоростные электроэрозионные станки Sodick имеют точность позиционирования ±0,002 мм и точность по глубине ±0,001 мм. С другой стороны, некоторые стандартные электроэрозионные станки могут иметь несколько меньшую точность, в диапазоне от ±0,01 мм до ±0,05 мм.
Как рассчитывается стоимость электроэрозионной обработки?
Упрощенная формула расчета стоимости электроэрозионной обработки:
Общая стоимость ≈ (Затраты на электроэнергию оборудования + Затраты на расходные материалы + Стоимость рабочего часа) × Время обработки + Прочие расходы
Можно ли предоставить пробную обработку?
Да, мы можем предоставить услуги по пробной обработке. Заказчики могут предоставить чертежи вместе со своими требованиями, и мы обработаем их в соответствии с вашими потребностями, обеспечивая точность и качество обработки.
Попробуйте BOS прямо сейчас за несколько простых шагов
Загрузите свои 2D/3D файлы
Просто загрузите файлы вашего проекта — наша инженерная группа проверит их и оперативно предоставит индивидуальное решение.
Ваш заказ: начало работы
Как только мы получим ваше подтверждение, мы немедленно начнем ваш проект.
Получите свой заказ
Ваши индивидуально изготовленные детали будут доставлены прямо к вашему порогу.
