Как использовать G41 и G42 в токарной обработке с ЧПУ?
G41 и G42 — ключевые коды коррекции инструмента в станках с ЧПУ, используемые для компенсации радиуса при вершине резца (TNR). Эта функция корректирует траекторию обработки в зависимости от формы и размера радиуса при вершине инструмента, обеспечивая соответствие фактических размеров обработанной детали запрограммированным.
- G41: Компенсация радиуса при вершине резца – влево
- G42: Компенсация радиуса при вершине резца – вправо
Описание
При токарной обработке вершина резца имеет скругление. Без компенсации обработанные размеры, особенно на наклонных или контурных поверхностях, могут отклоняться из-за радиуса при вершине. Используя G41 или G42, система ЧПУ автоматически корректирует траекторию резания с учетом геометрии вершины инструмента, обеспечивая точные размеры детали.
Содержание
- Что такое G41 и G42?
- Когда использовать G41 и G42 при точении
-
Как использовать G41 и G42 в токарной обработке с ЧПУ
· Шаг 1: Определите радиус при вершине резца
· Шаг 2: Выберите направление компенсации
· Шаг 3: Вставьте G41/G42 в программу
· Шаг 4: Отмените компенсацию с помощью G40 - Распространенные ошибки, которых следует избегать
- Заключение
- Наши возможности обработки на станках с ЧПУ
- Область применения
Что такое G41 и G42 ?
G41 (компенсация влево):
Смещает инструмент влево от запрограммированной траектории относительно направления движения инструмента.
G42 (компенсация вправо):
Смещает инструмент вправо от запрограммированной траектории относительно направления движения инструмента.
Эти коды необходимы для точной обработки наклонных или контурных поверхностей, так как они помогают гарантировать, что фактический рез соответствует заданным размерам, даже при использовании инструмента со скругленной вершиной.
Когда использовать G41 и G42 при точении
При токарной обработке на ЧПУ G41 и G42 обычно используются, когда:
Применяйте G41/G42 непосредственно перед финальным контурным проходом.
Всегда включайте врезание до компенсированной траектории и вывод перед отменой с помощью G40.
Убедитесь, что радиус при вершине резца и ориентация правильно заданы в таблице коррекции инструмента.
| Направление движения инструмента | Положение вставки (направление обработки торца) | Использовать код |
| Справа ➡ Слева | Левая сторона траектории | G41 |
| Слева ➡ Справа | Правая сторона траектории | G42 |
Как использовать G41 и G42 в токарной обработке с ЧПУ
Вот пошаговое описание того, как применить G41/G42 в вашей программе токарной обработки с ЧПУ:
Шаг 1: Определите радиус при вершине резца
Перед использованием G41 или G42 введите радиус при вершине резца в таблицу коррекции инструмента на вашем станке с ЧПУ.
Пример:
Инструмент 1 → Радиус при вершине = 0,4 мм
Шаг 2: Выберите правильный код компенсации
| Тип точения | Направление движения инструмента | Положение вставки | Использовать код |
| Наружное точение | Справа ➡ Налево | Правая сторона | G42 |
| Внутреннее точение | Справа ➡ Налево | Левая сторона | G41 |
Совет: Определите сторону пластины на основе направления движения инструмента и того, где пластина находится относительно траектории.
Шаг 3: Применить G41 или G42 в программе
Вставьте G41 или G42 перед чистовым проходом по контуру.
Должно быть активировано на движении линейной интерполяции (G01), а не на ускоренном перемещении (G00).
Шаг 4: Отменить коррекцию с помощью G40
Используйте G40 для отключения G41/G42 после скорректированных перемещений.
Применяйте его на линейном перемещении (G01) для безопасности.
Распространенные ошибки, которых следует избегать
- Забыть ввести радиус скругления вершины резца в таблице коррекции
- Активировать G41/G42 с помощью G00 вместо G01
- Не отключить коррекцию с помощью G40 после обработки контура
- Использовать неправильный код (G41 вместо G42) для направления точения
Заключение
Если вы используете учебные токарные станки серии SC-CNC, вам повезло — эти станки полностью поддерживают логику коррекции G41/G42 и поставляются с предварительно настроенными параметрами коррекции инструмента в своих контроллерах ЧПУ, что делает их идеальными для обучения и образования начального и среднего уровня.
В токарной обработке на станках с ЧПУ освоение использования G41 и G42 необходимо для достижения высокой точности обработки, поддержания стабильности и адаптации к различным геометриям инструмента. Независимо от того, работаете ли вы над прототипированием или серийным производством, понимание и правильное применение коррекции на резец — фундаментальный навык, которым должен обладать каждый программист ЧПУ.
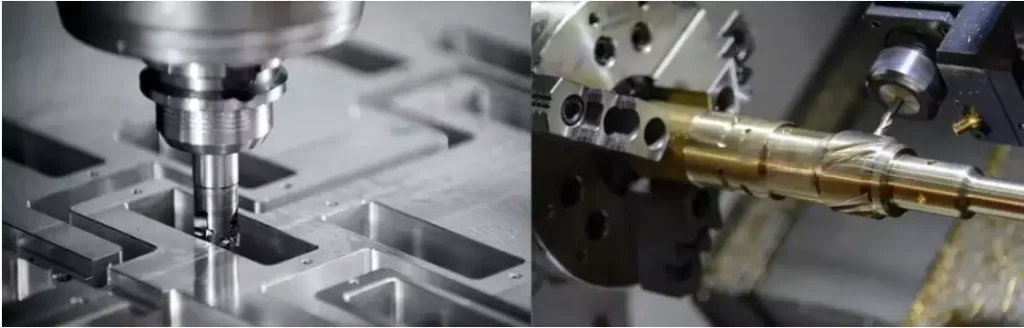
Наши возможности обработки на станках с ЧПУ




Область применения
Авиакосмическая промышленность
Автомобилестроение
Электроника
Медицина
Обработка пресс-форм
Прецизионные приборы
Энергетика
Железнодорожный транспорт