
O Que É Uma Matriz de Estampagem Progressiva?
Matriz Progressiva (também conhecida como Matriz de Estampagem Multi-Estação ou Progressiva)Uma matriz progressiva é um tipo chave de ferramenta de estampagem usada no processamento de chapas metálicas. Trata-se de uma matriz multi-estação na qual múltiplas operações de estampagem são dispostas sequencialmente dentro de um único conjunto de matrizes. À medida que a tira de metal é alimentada continuamente através da matriz em um passo fixo, cada estação realiza uma operação específica – como perfuração, corte em branco, dobra, embutimento ou corte – em sincronia com cada golpe da prensa. Na estação final, a peça acabada é separada da tira.
Em termos simples, uma matriz progressiva funciona como uma "linha de produção dentro de um molde".
Em vez de usar
múltiplas matrizes separadas e manuseio manual entre
processos, ela integra todas as operações em uma única ferramenta, com
o material movendo-se automática e progressivamente através
de cada estação. Isso permite fabricação de alto volume e alta eficiência
sem intervenção manual durante o
processo.
As matrizes progressivas são especialmente adequadas para produção em massa de peças metálicas pequenas e complexas, oferecendo excelente produtividade, consistência e relação custo-benefício.
Estrutura Típica de uma Matriz de Estampagem Progressiva
Estrutura Típica de Matrizes de Estampagem Progressiva (Matriz Progressiva / Matriz Multi-Estação)
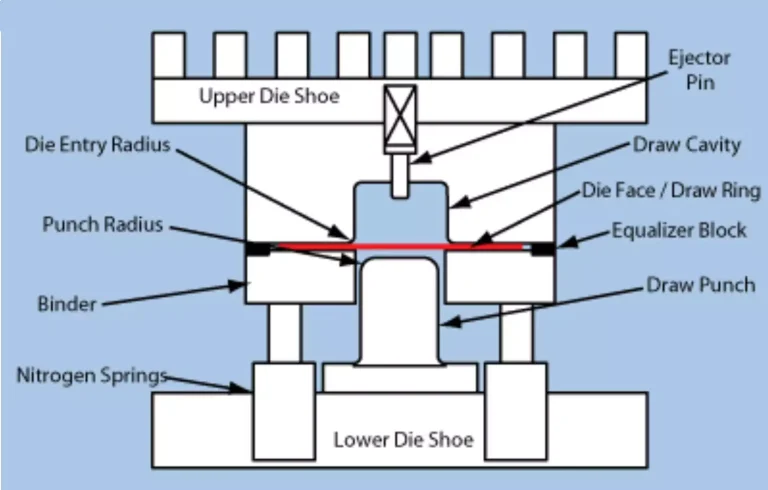
Uma matriz de estampagem progressiva é projetada em torno do conceito de conformação sequencial multi-estação, permitindo que a matéria-prima em tira seja transformada incrementalmente em peças acabadas à medida que avança por cada estágio. A estrutura da matriz normalmente consiste nos seguintes componentes-chave:
1.Matriz Superior e Matriz Inferior
Matriz Superior : Abriga os punções e conecta-se ao martelo da prensa; realiza ações de estampagem descendente durante cada golpe da prensa.
Matriz Inferior : Sustenta os insertos da matriz e os componentes de guia, montados na base da prensa.
2.Punções e Insertos de Matriz
Os elementos de conformação principais em cada estação, responsáveis por operações como perfuração, dobra, corte em branco, etc.
Fabricados em aços ferramenta de alta dureza (ex.: DC53, SKD11), e normalmente passam por tratamento térmico e revestimento de superfície para aumentar a resistência ao desgaste.
3.Componentes de Guia da Tira
Placa Guia : Direciona a tira de metal para dentro da matriz de forma suave e consistente.
Pino Piloto : Engata em furos pré-perfurados na tira para garantir alinhamento de alimentação de alta precisão em estações críticas.
4.Sistema de Passo e Layout de Progressão
Passo : A distância fixa de alimentação por golpe (ex.: 10mm, 15mm, 25mm), que deve alinhar-se com o tamanho do produto e a sequência de operações.
Layout de Estações : Determina a compacidade da matriz, a eficiência de utilização do material e a integração do processo.
5.Extrator e Almofadas de Pressão
Placa Extratora: Garante a liberação adequada do material dos punções após a conformação, evitando que o material grude.
Almofada de Pressão : Estabiliza a tira durante a conformação para evitar distorção ou desalinhamento; muitas vezes suportada por molas ou cilindros de nitrogênio.
6.Sistema de Colunas Guia
Colunas Guia e Buchas : Mantêm alinhamento preciso entre a matriz superior e inferior, garantindo que o punção entre na cavidade da matriz de forma precisa e concêntrica, mesmo em alta velocidade.
Isso é crítico para a vida útil da ferramenta e a precisão dimensional.
7.Sistema de Descarga de Sucata
A sucata gerada por operações de perfuração ou corte em branco é removida através de furos de saída de rebarbas, e em alguns projetos, assistida por sopradores de ar ou mecanismos automáticos de rebobinagem de sucata.
Isso ajuda a manter um ambiente de trabalho limpo e garante produção ininterrupta.
8.Sistema de Placas e Base da Matriz
Inclui componentes como a sapata da matriz superior, sapata da matriz inferior, porta-punções e placa de inserto da matriz.
Fornece uma base rígida e resistente a impactos, essencial para integridade estrutural e estabilidade da matriz a longo prazo.
9.Mecanismos Auxiliares Opcionais
Molas / Cilindros de Nitrogênio : Oferecem força elástica para funções de extração ou retenção de pressão.
Sensores e Dispositivos de Segurança: Como detecção de ruptura da tira, detecção de golpe em falso ou sensores de objetos estranhos, especialmente em matrizes progressivas de precisão
Características Principais das Matrizes de Estampagem Progressiva
As principais vantagens das matrizes de estampagem progressiva (também conhecidas como matrizes multi-estação ou sequenciais) derivam de seus princípios de operação contínua e design integrado. Essas características permitem fabricação altamente eficiente, precisa e escalável de componentes metálicos complexos. As características principais incluem:
1. Layout Integrado de Múltiplas Estações
Cada estação de trabalho é disposta em sequência de acordo com o
processo de conformação. O material bruto é gradualmente moldado
dentro da matriz à medida que avança pelo passo definido (comprimento
de indexação).
Operações como perfuração, dobra, estampagem profunda
e corte são integradas em um único conjunto de matriz.
A cada golpe da prensa, a tira avança uma
estação, e uma operação correspondente é
realizada—produzindo, por fim, a peça acabada na
estação final.
Diferentemente das matrizes de operação simples ou compostas
que exigem reposicionamento manual ou múltiplas configurações,
as matrizes progressivas permitem a "conformação completa em uma única passagem".
2. Produção Contínua em Alta Velocidade
Uma peça acabada é produzida a cada golpe da
prensa.
Em conjunto com sistemas de alimentação automatizados,
as matrizes progressivas podem atingir 200–600 golpes por minuto, e
até maiores para microcomponentes de precisão.
Isso resulta
em eficiências de produção várias vezes maiores do que
matrizes de operação única—sendo especialmente ideal para produção em massa
de mais de um milhão de peças, como terminais eletrônicos ou
suportes automotivos.
3. Indexação Precisa e Qualidade Consistente
A combinação do controle de passo e do posicionamento dos pinos piloto
garante que cada operação seja executada no local preciso,
evitando erros cumulativos.
As peças fabricadas apresentam
excelente repetibilidade dimensional, tornando este método
adequado para componentes metálicos de precisão.
4. Redução de Mão de Obra e Menores Custos Operacionais
Todo o processo de estampagem é totalmente automatizado, desde a alimentação
do material até a ejeção da peça.
Nenhum manuseio manual entre
as etapas é necessário.
Isso reduz as configurações de ferramentas,
o tempo de transporte, os requisitos de mão de obra e os custos
associados.
5. Uso Otimizado de Material
Por meio de layouts de aninhamento otimizados (por exemplo, arranjos escalonados ou
encaixados), a utilização do material é maximizada e o refugo
minimizado—especialmente importante para metais preciosos ou chapas
finas.
Além disso, as matrizes progressivas evitam as perdas repetidas
de fixação encontradas em operações de estação única, reduzindo
ainda mais o desperdício.
O refugo é descarregado de forma
controlada, facilitando o manuseio centralizado ou a reciclagem.
6. Alta Complexidade de Projeto e Exigências Técnicas
As matrizes progressivas exigem excelente rigidez estrutural, alta
precisão de ajuste e movimento, e resistência à fadiga.
Seu
projeto e fabricação envolvem usinagem de precisão (por exemplo,
eletroerosão a fio, CNC, eletroerosão), tratamento térmico e integração
multidisciplinar, incluindo simulação de fluxo de matriz e análise
de tensões.
7. Amplo Escopo de Aplicação
Amplamente utilizado em diversas indústrias, incluindo:
- Eletrônica e Elétrica: Terminais, carcaças de conectores
- Automotiva: Clipes, suportes, reforços
- Eletrodomésticos: Reforços de carcaça, elementos de suporte
- Médica e Instrumentação: Componentes de precisão em metal
- Produtos de Hardware do Cotidiano
8. Ideal para Peças Complexas, Pequenas e de Alto Volume
As matrizes progressivas são especialmente vantajosas para peças pequenas,
com formas intrincadas e altos requisitos dimensionais—como terminais eletrônicos,
molas de contato de motores ou fixadores automotivos.
Quando as peças exigem
três ou mais operações (por exemplo, perfuração + dobra +
corte) e os volumes anuais excedem 100.000 unidades, os benefícios
de custo e eficiência da estampagem progressiva tornam-se
significativamente superiores.
Fluxo do Processo de Estampagem com Matriz Progressiva
1. Preparação da Matéria-Prima
A bobina
de metal—como aço laminado a frio, aço inoxidável, cobre ou
alumínio—é normalmente fornecida em forma de rolo.
A espessura
do material, a tolerância dimensional e a qualidade da superfície são
inspecionadas para garantir a conformidade com as especificações do projeto
da matriz.
2. Desbobinamento e
Endireitamento
A bobina
de metal é desenrolada usando um desbobinador e, em seguida, passa por uma
máquina de endireitar para eliminar tensões internas e
curvatura.
Isso garante que a tira permaneça plana e
devidamente alinhada durante o processo de alimentação.
3. Alimentação Automática
Um
alimentador servo (alimentador NC) avança a tira dentro da matriz
com alta precisão, com base no passo de progressão pré-definido
(por exemplo, 10 mm, 15 mm, etc.).
A alimentação é sincronizada
com o golpe da prensa, garantindo o alinhamento exato com cada
estação da matriz.
4. Posicionamento e Correção
por Pinos Piloto
Os pinos piloto
na matriz engatam nos fios piloto pré-perfurados na tira para
corrigir o posicionamento e eliminar erros cumulativos de
alimentação.
Esta etapa é especialmente crítica para
peças estampadas de alta precisão com múltiplas estações.
5. Processo de Estampagem
em Múltiplas Estações
A cada golpe
da prensa, a tira avança por várias estações para
realizar operações sequencialmente. O processo normalmente
inclui:
Estações iniciais:
Pré-perfuração (criação de furos piloto ou funcionais)
Entalhe (corte de aberturas laterais ou recursos de folga)
Cunhagem ou gravação (reforço local do material)
Estações intermediárias:
Operações de conformação incremental, como dobramento, flangeamento, estiramento ou gravação, aplicadas em etapas para evitar trincas no material devido à deformação excessiva.
Estações finais:
Corte, achatamento e reforma para refinamento dimensional
Corte ou blanking para separar a peça acabada da tira de transporte
6. Ejeção da Peça
A peça acabada é totalmente separada na última estação e automaticamente ejetada por gravidade ou ejetores mecânicos para um recipiente ou transportador receptor — eliminando completamente a necessidade de manuseio manual.
7. Descarga de Sucata
Os slugs perfurados e a sucata de borda são descarregados através de furos de slug e podem ser removidos usando sopradores de ar, transportadores magnéticos ou enroladores de sucata.
Isso garante um interior de matriz limpo e produção ininterrupta.
8. Inspeção em Linha (Opcional)
Para peças de precisão, a matriz pode incorporar sensores, câmeras ópticas ou detectores mecânicos para monitorar problemas como quebra da tira ou recursos ausentes.
Isso aprimora o controle de qualidade dentro de linhas de produção automatizadas.
9. Pós-Processamento e Embalagem
As peças podem passar por limpeza, rebarbação ou acabamento superficial (ex.: galvanoplastia ou revestimento) conforme necessário.
Os produtos são então classificados, contados e embalados para armazenamento ou entrega.
Oficina Profissional de Fabricação de Moldes









Nossa oficina de moldes é equipada com uma gama completa de equipamentos avançados, incluindo centros de usinagem CNC de alta velocidade, máquinas de corte a fio de precisão e máquinas de eletroerosão a espelho. Essas máquinas são importadas de Taiwan, Suíça e Japão, garantindo excepcional precisão e qualidade consistente na fabricação de moldes.
Todos os processos de produção são concluídos internamente, reduzindo significativamente os prazos de entrega e melhorando a capacidade de resposta geral do projeto.
A oficina conta com mais de 60 técnicos de moldes altamente qualificados, a maioria com mais de 10 anos de experiência em fabricação de moldes. Eles são versados em uma ampla gama de técnicas de processamento e são capazes de otimizar custo e eficiência em cada etapa do processo de produção.
Suporte Técnico Abrangente para Fabricação de Moldes
-

Projetor de Medição 3D Hexagon -

Projetor de medição 3D Zeiss -

Micro Altímetro -

Nikon projetor -

Microscópio de ferramentas Nikon -

Mitutoyo Contorno -

Máquina de marcação a laser -

Nikon Altímetro -

Projetor de medição 2D





Como uma empresa focada na qualidade, garantimos a precisão dos moldes e peças por meio de inspeções dimensionais rigorosas e realizamos todos os testes adicionais necessários nos moldes. Oferecemos suporte técnico abrangente, realizamos reparos e reconstruções conforme necessário e mantemos registros detalhados de todas as atividades de manutenção no histórico do molde. Com métodos de produção flexíveis e um forte foco no atendimento ao cliente, somos capazes de concluir a maioria dos moldes em uma a duas semanas e fornecer serviços acelerados para projetos urgentes. Como empresa profissional, estamos comprometidos em ouvir as necessidades de nossos clientes e fornecer soluções que melhorem a qualidade do produto. Para mais informações sobre nossas capacidades de fabricação de moldes ou para solicitar um orçamento, entre em contato conosco diretamente.
Tipos de Matrizes Progressivas
As matrizes de estampagem progressiva podem ser categorizadas com base em seu projeto estrutural, complexidade de conformação, aplicabilidade de material e nível de precisão. A seguir estão os principais tipos:
1. Matriz Progressiva Padrão
- Estrutura: Layout típico de múltiplas estações realizando operações sequenciais como perfuração, dobramento, conformação e corte.
- Aplicação: Adequado para peças de média complexidade feitas de materiais comuns como aço laminado a frio ou cobre.
- Vantagem: Versátil, prazo de fabricação relativamente curto, ideal para produção em lotes médios.
2. Matriz Progressiva Composta
- Característica: Múltiplas operações são realizadas simultaneamente em certas estações (ex.: perfuração + dobramento).
- Benefício: Reduz o número de estações da matriz e o comprimento total da matriz, aumentando a utilização do material e a produtividade.
- Aplicação: Produção de alta eficiência de componentes elétricos e de ferragens.
3. Matriz Progressiva de Estiramento
- Estrutura: Incorpora operações de estampagem profunda em várias etapas, juntamente com blanking e corte de bordas.
- Material: Adequado para materiais com boa estampabilidade, como aço inoxidável ou alumínio.
- Aplicação: Usado para carcaças, tampas finais, invólucros de bateria e outras peças estiradas profundamente.
4. Matriz Progressiva de Alta Precisão
- Precisão: Tolerância de fabricação da matriz ≤ ±0,005 mm; repetibilidade de alimentação ≤ ±0,01 mm.
- Configuração: Inclui colunas guia de alta rigidez e sensores internos (pneumáticos ou ópticos).
- Aplicação: Componentes micro metálicos, como terminais de conectores, molas de motor e pinos eletrônicos.
- Característica: Projetada para prensas de alta velocidade (300–800 SPM).
5.Matriz Progressiva de Dupla Tira Matriz
- Estrutura: Processa duas tiras de metal simultaneamente em simetria esquerda-direita.
- Vantagem: Dobra a produtividade em um espaço compacto.
- Aplicação: Adequado para peças simétricas, como conectores ou lâminas de contato.
6.Matriz Progressiva Reversa
- Característica: A tira de material passa por alimentação reversa ou operações em direção reversa.
- Desafio: Estrutura de matriz complexa e alta precisão de alinhamento exigida.
- Aplicação: Peças especiais com dobramento reverso, flangeamento ou travas.
7.Matriz Progressiva Multiproduto
- Característica: Capaz de produzir 2 a 4 componentes diferentes simultaneamente em uma única matriz.
- Ponto-chave: Requer layout preciso da tira e alimentação e ejeção de peças sincronizadas.
- Aplicação: Fabricação de famílias de peças pequenas e estruturalmente relacionadas.
8.Matriz Progressiva a Quente
- Estrutura: Incorpora zonas de conformação aquecidas para estampagem a quente de materiais como aço de ultra-alta resistência ou ligas de titânio.
- Aplicação: Componentes de reforço automotivo e peças para aeroespacial.
- Desafio: Requer aços-ferramenta resistentes ao calor e isolamento térmico, com requisitos rigorosos de vida útil e segurança.
Indústrias que atendemos
-

indústria de eletrônicos e telecomunicações -
indústria de dispositivos médicos -
indústria de eletrodomésticos e residências inteligentes -
indústria de fabricação automotiva -
indústria de novas energias e fotovoltaica -
indústria de eletrônicos e telecomunicações -
indústria de ferragens e artigos de uso diário -
indústria aeroespacial e militar








FAQ
Quanto tempo leva para entregar o molde?
O prazo de entrega depende da complexidade do molde, geralmente variando de 15 dias a vários meses.
Quanto tempo levará o envio?
Se enviado por mar, o tempo de transporte pode exceder um mês. Se precisar do molde com urgência, recomendamos escolher o transporte aéreo para encurtar o prazo de entrega.
Podemos assinar um NDA antes de enviar meu
design?
Claro, levamos a confidencialidade do seu design muito a sério.
O que devo prestar atenção ao projetar um
molde?
Preste atenção a fatores como
compatibilidade da estrutura do produto e funcionalidade, controle
de precisão e tolerância, seleção de material e tratamento
térmico, projeto do sistema de alimentação e resfriamento, manutenabilidade
e controle de custos, bem como eficiência de produção e
compatibilidade de automação.
