
Precisão por Eletroerosão a Fio (Precision EDM)
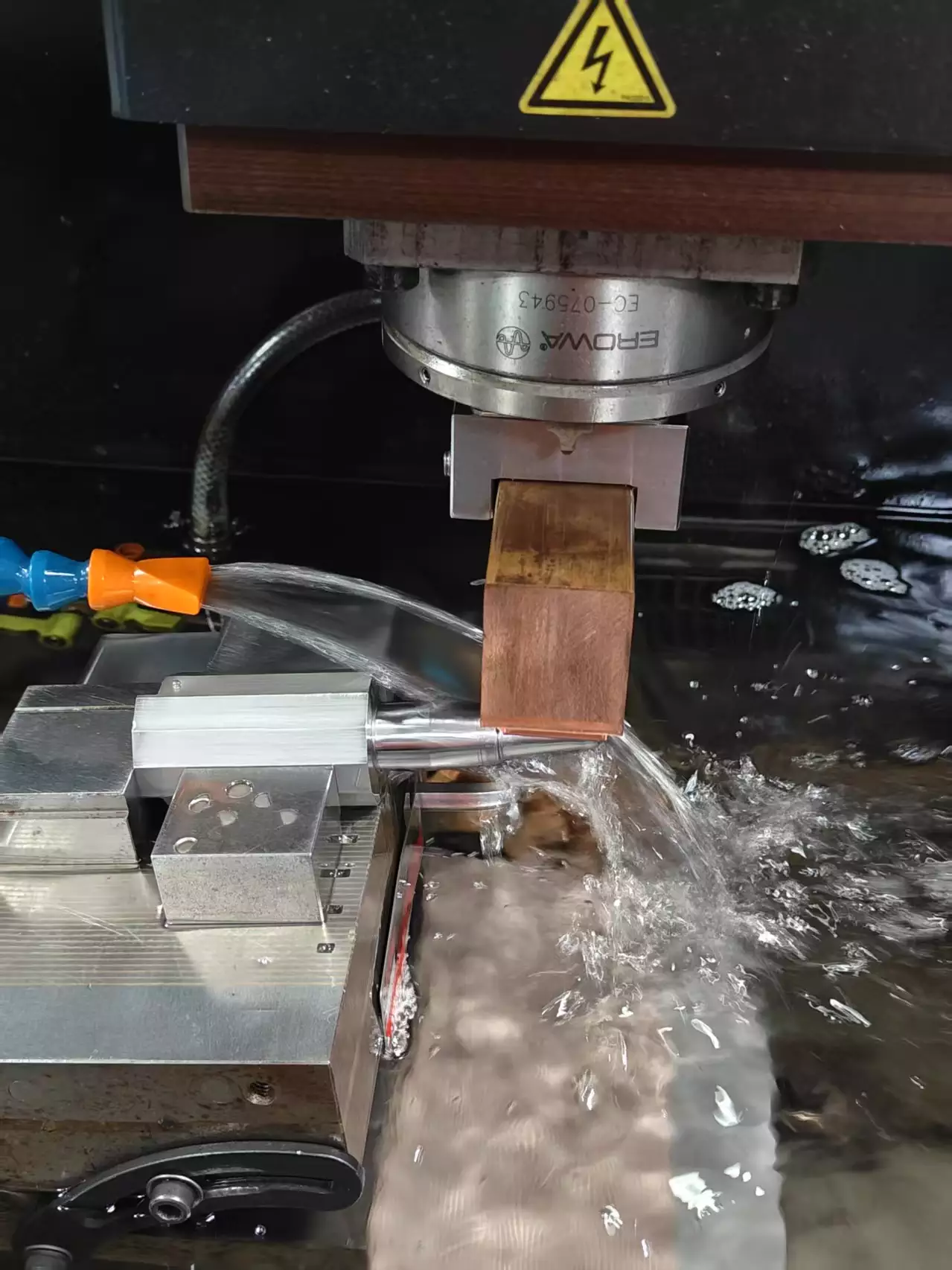
Precisão por Eletroerosão a Fio (Precision EDM), também conhecida como Eletroerosão (EDM), é um processo no qual ocorre um fenômeno de descarga pulsada entre um eletrodo e a peça de trabalho, gerando temperaturas instantâneas elevadas (acima de 10.000°C) em um fluido de trabalho isolante. Isso faz com que o material metálico se funda ou vaporize localmente. Através do efeito cumulativo de inúmeras descargas minúsculas, o material da superfície da peça é gradualmente removido, formando a forma desejada. Essencialmente, a EDM de precisão é um processo sinérgico de eletricidade, térmica, mecânica e remoção de material.
As vantagens da usinagem por EDM.
EDM (Eletroerosão) é um método de usinagem que utiliza energia de descarga pulsada para remover material. Suas vantagens são refletidas principalmente nos seguintes aspectos:
1. Alta Precisão
A precisão pode atingir
±0,002mm, e a rugosidade superficial é alta (Ra < 0,2μm),
tornando-a adequada para processamento de peças de precisão.
2. Adequada para Materiais Duros e Frágeis
A EDM é particularmente adequada para
processar materiais com alta dureza ou fragilidade, como
aço temperado, ligas de titânio, cerâmicas metálicas e
3.Complex Shape Machining Capability
EDM
can process very complex cavities, narrow gaps, deep holes,
and fine structures (such as precision patterns for molds or
small holes for turbine blades). It performs excellently in
mold manufacturing, deep hole processing, and fine contours,
making it ideal for processing complex geometries and small
details that conventional machining methods cannot
accomplish.
4.Non-Contact Machining
EDM removes
material through the electrical discharge between the
electrode and the workpiece, so there is no physical cutting
force involved. This makes it particularly suitable for
fragile, deformable, or irregularly shaped workpieces,
avoiding stress or deformation caused by mechanical
processing.
5.High Automation
With the integration of
CNC systems, EDM can be program-controlled, making it
suitable for batch production and complex trajectory
machining while reducing manual intervention.
6.High Surface Quality
EDM can leave a
smooth surface on the workpiece. In particular, pulse EDM
technology can further enhance surface quality. Although
some cases may require post-processing for surface
treatment, compared to other traditional machining methods,
EDM generally provides better surface finish.
7.Suitable for Micro Machining
EDM has
unique advantages in the machining of micro parts. Micro EDM
can precisely process tiny apertures, micro structures, and
fine details, making it suitable for micro components in
fields such as electronics, medical devices, and aerospace.
8.Flexibility
EDM does not rely on
traditional tool wear, but rather the selection of the
electrode to change the shape and size. This allows for easy
adaptation to a wide range of parts and material processing
needs, especially for complex and customized part
manufacturing.
9.Smaller Heat-Affected Zone
Because EDM
uses brief, high-temperature discharges rather than
continuous heating, the discharge time is extremely short
(in microseconds). The heat is concentrated in a localized
area, resulting in minimal overall thermal deformation of
the workpiece, making it suitable for thin-walled, easily
deformable parts.
10.Suitable for Micro and Deep Hole
Machining
EDM is particularly suitable for
micro hole and deep hole machining. Compared to other
methods, EDM can efficiently process hard-to-achieve deep
holes and tiny apertures without clogging or debris
accumulation.
The Secrets of Precision Control in Electrical Discharge Machining (EDM)
Precision Electrical Discharge Machining (EDM) achieves high precision through a combination of several critical factors. These factors work together to control and refine the process, ensuring exceptional accuracy. Below are the key “secrets” to precision control in EDM:
1. Precise Control of Current and
Pulse Width
In EDM, the
intensity of the current and pulse width
directly affect material removal rate and
precision. Smaller pulse widths allow for
finer material removal, which enhances
machining accuracy.
The control of current helps prevent excessive discharge energy, thus reducing surface roughness and electrode wear.
2. Role of Dielectric
Fluid
EDM is performed in an
insulating dielectric fluid that not only
cools the discharge area but also removes
debris and gas bubbles generated during
machining. This helps prevent interference
with machining precision.
The temperature, flow rate, and cleanliness of the dielectric fluid must be kept constant to maintain consistent machining accuracy and surface quality.
3. Selection of Electrode Shape and
Material
The material and
shape of the electrode are crucial for
machining precision. Common electrode
materials include copper, graphite, and
copper alloys. The surface finish of the
electrode also directly impacts the final
result.
The shape of the electrode should match the workpiece shape to ensure that the final part is formed to the exact specifications.
4. Servo Control
System
Precision EDM
utilizes high-precision servo control
systems to dynamically adjust the gap
between the electrode and workpiece during
machining. This is essential for maintaining
precision.
The servo system can automatically adjust the electrode position to compensate for electrode wear, ensuring machining accuracy throughout the process.
5. Temperature
Control
High temperatures
generated during EDM, particularly the
instantaneous heat during discharge, can
cause dimensional and surface changes in the
workpiece. Precise temperature control
systems help prevent thermal deformation of
the workpiece.
Using appropriate cooling systems, such as liquid and gas cooling, minimizes temperature fluctuations and ensures high-precision machining.
6. Precise Planning of Machining
Path
Careful planning of the
machining path is crucial in precision EDM.
By calculating and planning the discharge
sequence and step sizes, it prevents
over-machining of localized areas or uneven
material removal, thus improving overall
accuracy.
7. High-Precision
Equipment
Precision EDM
requires machines with extremely high
precision. Modern EDM machines are equipped
with advanced positioning systems and
automated control technologies that ensure
precise control over electrode movement and
the discharge process during machining.
8. Real-Time Monitoring and Feedback
Control Systems
Advanced EDM
machines are equipped with real-time
monitoring systems that collect data from
the machining process, such as current,
voltage, and gap changes. This data is used
to adjust the machining process to ensure
the workpiece remains in an accurate
machining state.
Feedback control systems automatically adjust the machining parameters based on real-time data, further improving precision.
9. Experience and Process
Optimization
Precisão
no controle da EDM também depende fortemente da
experiência do operador. Por meio de múltiplas
tentativas e otimização de parâmetros, o
operador pode ajustar o processo para alcançar
a melhor precisão para uma peça específica.
A acumulação contínua de experiência e a análise de dados permitem melhorias no processo, aumentando a estabilidade e a precisão da usinagem.
Conclusão:
O controle de
precisão na Usinagem por Descarga Elétrica é
um processo multifacetado, envolvendo a
regulação da corrente e da largura do pulso,
controle do fluido dielétrico, seleção do
eletrodo e compensação de desgaste, sistemas
servo, controle de temperatura e planejamento
do caminho de usinagem. Através desses métodos
de controle precisos, a EDM pode oferecer
desempenho excepcional na fabricação de alta precisão,
especialmente para peças complexas, furos finos
e cavidades profundas.
Tipos de Usinagem por Descarga Elétrica (EDM)




1. EDM por Formação
2. EDM por Afundamento (EDM de Pistão)
3. EDM a Fio
4. EDM para Perfuração
5. Micro EDM
6. EDM Pulsada
7. EDM de Alta Velocidade
Áreas de aplicação de peças processadas por EDM.
A EDM (Usinagem por Descarga Elétrica), com seu caráter sem contato, alta precisão e capacidade de usinar materiais duros e frágeis, desempenha um papel crítico em vários setores de fabricação de alto nível. Abaixo estão suas principais áreas de aplicação e cenários típicos:
1.Fabricação de Moldes:
As aplicações
incluem moldes de injeção, moldes de fundição sob pressão, moldes de estampagem,
núcleos de molde, cavidades de molde e canais de resfriamento complexos.
2.Aeroespacial:
As aplicações incluem peças de motores,
componentes estruturais de naves espaciais, compósitos de matriz cerâmica (CMC), peças de bocal de liga de tungstênio.
3.Fabricação de Eletrônicos e Semicondutores:
As aplicações incluem
moldes de encapsulamento de semicondutores, micro conectores, interruptores de precisão
e processamento de precisão de componentes eletrônicos.
4.Dispositivos Médicos e
Biofabricação:
As aplicações incluem
dispositivos implantáveis, ferramentas de molde médico, instrumentos
cirúrgicos, equipamentos odontológicos, implantes, agulhas de precisão,
microcomponentes, etc.
5.Setores Automotivo e de Novas
Energias:
As aplicações incluem componentes
automotivos, moldes de eletrodos de baterias de lítio, placas de células de combustível de hidrogênio.
6.Óptica e Instrumentos
de Precisão:
As aplicações incluem moldes
de lentes, invólucros de sensores, estruturas de giroscópios e processamento de prismas.
7.Outros Setores de Fabricação de Alto
Nível:
As aplicações incluem joalheria, fabricação de ferramentas.
8.Fabricação de Peças
Especiais:
As aplicações incluem
furos pequenos de alta precisão, micropeças de alta precisão,
cavidades internas complexas e componentes de cavidades profundas, micro
engrenagens, etc.
-

Fabricação de Moldes -
Dispositivos Médicos e Biofabricação -

Aeroespacial -
Fabricação de Eletrônicos e Semicondutores -

Outros Setores de Fabricação de Alto Nível -
Fabricação de Peças Especiais -

Setores Automotivo e de Novas Energias -
Óptica e Instrumentos de Precisão







Desafios e Limitações da Usinagem por EDM
1.Baixa Eficiência de Processamento e Velocidade
Lenta
Comparada aos métodos de corte
tradicionais, a EDM baseia-se no princípio da eletroerosão,
o que resulta em uma menor taxa de remoção de material. Portanto,
sua eficiência é menor na produção em larga escala. O
processo leva mais tempo, especialmente ao usinar formas
complexas e peças grandes.
2.Altos Custos de Processamento
Desgaste e
Substituição do Eletrodo:
Eletrodos feitos de
materiais como cobre e grafite desgastam-se continuamente
durante a usinagem por EDM. O desgaste dos eletrodos afeta a
precisão da peça, exigindo calibração ou substituição frequentes,
o que aumenta os custos de processamento e o trabalho de
manutenção. Além disso, peças complexas podem exigir múltiplos conjuntos
de eletrodos ou correções frequentes, aumentando ainda mais os custos
de consumíveis.
Custos do Equipamento de EDM e Manutenção: Equipamentos CNC-EDM são caros e exigem fluidos de trabalho e sistemas de refrigeração especializados para EDM, contribuindo para altos custos de manutenção.
Custos de Tratamento de Fluido Residuais: Após uso prolongado, o fluido de trabalho acumula detritos metálicos e carbonetos, que devem ser tratados profissionalmente para atender aos padrões ambientais, aumentando assim os custos.
3.Limitações de Adaptabilidade de
Material
Limitado a Materiais Condutores:
A EDM só pode processar materiais condutores, o que significa que
materiais não condutores, como plásticos, vidro e cerâmicas puras,
não podem ser processados diretamente. Eles devem passar por
tratamentos adicionais (por exemplo, revestimento) para se tornarem condutores
para processamento por EDM.
Baixa Eficiência com Materiais de Alto Ponto de
Fusão: Para metais com pontos de fusão extremamente altos,
como tungstênio e molibdênio, a energia de descarga precisa
ser significativamente aumentada, o que leva a um maior desgaste
do eletrodo e reduz ainda mais a eficiência do processamento.
4.Rugosidade da Superfície
Embora a EDM possa
fornecer uma superfície relativamente lisa, as altas temperaturas
geradas durante a descarga podem causar microfissuras ou uma
camada endurecida na superfície da peça, formando uma
zona afetada pelo calor. Em campos de alta precisão, como
aeroespacial, é necessário um tratamento térmico pós-processamento para
eliminar esses efeitos.
5.Limitações na Profundidade de Processamento e Estrutura
Complexa
Limitação da Relação
Profundidade-Diâmetro: Ao processar furos profundos ou ranhuras estreitas, a
rigidez do eletrodo pode não ser suficiente, levando
à deflexão, e a remoção de cavacos pode ser difícil, o que pode
causar descargas instáveis.
Risco de Deformação de Peças de
Parede Fina: Embora a EDM não envolva forças de corte,
o efeito prolongado do calor da descarga pode deformar peças de
parede fina. É necessário um controle rigoroso dos parâmetros de processo.
6.Necessidade de Habilidades Operacionais
Especializadas
A usinagem por EDM exige que os operadores
tenham altos níveis de habilidade e experiência, especialmente na
seleção dos eletrodos apropriados, ajuste de parâmetros
de descarga e lidar com o desgaste do eletrodo. Operadores
inexperientes podem não ser capazes de utilizar plenamente o potencial do
equipamento de EDM.
7.Requisitos Ambientais Elevados
A EDM
requer uma fonte de alimentação estável, fluido dielétrico limpo
e um ambiente de temperatura adequado, caso contrário, a precisão
da usinagem e a qualidade da superfície podem ser afetadas. Além disso,
o processo gera faíscas e altas temperaturas,
exigindo boas medidas de segurança e um ambiente de trabalho
adequado.
Resumo:
Embora a EDM ofereça muitas
vantagens, como alta precisão e a capacidade de
processar formas complexas e materiais duros e frágeis, também
enfrenta desafios como velocidade de processamento lenta, desgaste
do eletrodo e altos custos. Para maximizar seus benefícios para
aplicações específicas, selecionar materiais adequados, otimizar
parâmetros de processo, manter o equipamento e melhorar
as habilidades operacionais são fatores-chave para superar essas
limitações.
Os parâmetros de processo da usinagem por EDM.
Os parâmetros de processo da EDM (Usinagem por Descarga Elétrica) são fundamentais para controlar a qualidade e eficiência da usinagem. A configuração correta desses parâmetros pode otimizar os resultados da usinagem. Abaixo estão alguns parâmetros comuns do processo EDM:
1.Duração do Pulso
Unidade: Microssegundos
(μs)
Função: A duração do pulso é o tempo para cada
descarga, determinando diretamente a energia da descarga. Uma
duração de pulso maior aumenta a taxa de remoção de material,
mas pode levar a uma qualidade superficial ruim e maior desgaste do eletrodo;
uma duração de pulso menor ajuda a melhorar a precisão e a qualidade
da superfície, mas reduz a eficiência.
2.Intervalo do Pulso
Unidade: Microssegundos
(μs)
Função: O intervalo do pulso é o tempo entre dois
pulsos de descarga. Um intervalo de pulso menor resulta em uma
frequência de descarga maior, melhorando a eficiência da usinagem,
mas causa pior dissipação de calor do eletrodo e maior
desgaste; um intervalo de pulso maior melhora a dissipação de calor
do eletrodo e reduz o desgaste, mas diminui a eficiência.
3.Corrente de Pico
Unidade: Ampères
(A)
Função: A corrente de pico determina a energia de cada
descarga. Quanto maior a corrente, maior a taxa de remoção
de material, mas a rugosidade superficial aumenta e o desgaste
do eletrodo aumenta; correntes mais baixas melhoram a precisão, mas reduzem
a eficiência.
4.Tensão de Descarga
Unidade: Volts
(V)
Função: A tensão de descarga influencia o intervalo
de descarga entre o eletrodo e a peça. Uma tensão maior
aumenta o intervalo de descarga, o que é adequado para usinagem
grosseira e melhor remoção de cavacos; uma tensão menor melhora
a precisão e a qualidade da superfície, mas torna a remoção de cavacos mais
difícil, sendo ideal para operações de acabamento.
5.Material do Eletrodo e Desgaste
Seleção de
Material:
Cobre: Adequado para usinagem de precisão, com
menor desgaste e alta precisão, ideal para peças médias e
pequenas ou operações de acabamento.
Grafite: Resistente a
altas temperaturas e baixo desgaste, adequado para usinagem grosseira
de alta corrente ou peças grandes.
Controle de Desgaste do Eletrodo:
Corrente e duração de pulso mais altas levam a um maior desgaste
do eletrodo, portanto, configurações de parâmetros ideais são necessárias para prolongar
a vida útil dos eletrodos.
6.Fluido Dielétrico
Tipo: Fluido dielétrico
especializado para EDM
Função: Resfriamento, remoção de cavacos e
isolamento. Se a pureza do fluido for insuficiente ou sua
vazão for muito baixa, pode levar a uma remoção de cavacos deficiente,
curtos-circuitos ou qualidade superficial degradada.
7.Taxa de Avanço
Unidade: Milímetros por minuto
(mm/min)
Função: A taxa de avanço do eletrodo
determina a taxa na qual o intervalo entre o eletrodo
e a peça muda. Se a taxa de avanço for muito rápida, pode
causar curtos-circuitos; se muito lenta, a eficiência
diminui.
8.Energia de Descarga
Unidade: Determinada pela
corrente e duração do pulso
Função: A energia de descarga é
o principal fator que determina a energia de cada descarga.
Maior energia de descarga ajuda a aumentar a taxa de remoção de material,
mas pode afetar negativamente a qualidade superficial. Menor
energia de descarga melhora a qualidade superficial, mas reduz a taxa de remoção.
9.Entreférro de Faísca
Unidade: Milímetros
(mm)
Função: O entreférro de faísca entre o eletrodo e
a peça determina a estabilidade da descarga e a
eficiência de remoção de material. Se o intervalo for muito grande,
a descarga pode se tornar instável, afetando a precisão
da usinagem; se muito pequeno, pode causar curtos-circuitos ou
superaquecimento do eletrodo e da peça.
Tabela Comparativa de Características entre Usinagem por Descarga Elétrica Tradicional e Usinagem por Descarga Elétrica de Precisão
| Características | EDM de Precisão | EDM Tradicional |
| Precisão de Usinagem | Alta precisão ±0,002 – 0,01mm, até ±0,001mm | Geralmente ±0,01 – ±0,05mm |
| Rugosidade Superficial (Ra) | 0,1 – 0,8μm; usinagem com acabamento espelhado pode atingir abaixo de 0,08μm | 1.6 – 3.2μm |
| Taxa de Desgaste do Eletrodo | Relativamente baixa; controle inteligente de pulso reduz o desgaste e prolonga a vida útil do eletrodo | Relativamente alta; eletrodos precisam ser substituídos com frequência |
| Eficiência de Usinagem | Eficiência relativamente baixa; controle preciso de parâmetros é necessário para garantir precisão | Alta eficiência em usinagem de desbaste, adequada para remoção de material em grandes áreas |
| Sistema de Controle do Equipamento | Sistema CNC de alta precisão com controle de realimentação e ajuste inteligente | Sistema de controle simples; muito ajuste manual necessário, baixo nível de automação |
| Tecnologia de Pulso de Potência | Controla precisamente a largura do pulso, corrente e intervalo do pulso, adequado para usinagem de alta precisão | Controle de pulso relativamente simples, adequado para usinagem de desbaste |
| Tratamento do Fluido de Trabalho | Fluido de trabalho para máquinas EDM com um sistema de filtragem de alta precisão | Fluido de trabalho para máquinas EDM |
| Cenários de Aplicação | Moldes de precisão (ex.: moldes para embalagem de semicondutores, moldes ópticos), peças de precisão para aeroespacial, dispositivos médicos, etc. | Usinagem de desbaste de moldes comuns, conformação bruta de peças |
| Custo do Equipamento | Relativamente alto; equipamentos importados podem custar vários milhões de yuans | Relativamente baixo, adequado para usinagem de desbaste e produção em grande escala |


FAQ
Qual é a precisão de usinagem da eletroerosão (EDM)?
A precisão da
eletroerosão (EDM) é tipicamente em nível
micrométrico, e geralmente pode ser controlada dentro de
±0,001mm a ±0,005mm.
Por exemplo, a máquina EDM de precisão da Mitsubishi pode alcançar uma precisão de usinagem de ±0,001mm. As máquinas EDM de alta velocidade da Sodick têm precisão de espaçamento de ±0,002mm e precisão de profundidade de ±0,001mm. Por outro lado, algumas máquinas EDM padrão podem ter precisão ligeiramente menor, com precisão variando de ±0,01mm a ±0,05mm.
Como é calculado o custo da usinagem por EDM?
A fórmula simplificada de cálculo de custo
para usinagem EDM:
Custo Total ≈ (Custo de Energia do Equipamento
+ Custo de Consumíveis + Custo Horário de Mão de Obra) × Tempo
de Usinagem + Outros Custos Diversos
É possível fornecer usinagem de amostras?
Sim, podemos
fornecer serviços de usinagem de amostras. Os clientes podem fornecer
os desenhos juntamente com seus requisitos, e nós os
processaremos de acordo com suas necessidades, garantindo precisão
e qualidade de usinagem.
Experimente o BOS Agora Em Apenas Alguns Passos
Carregue seus arquivos 2D/3D
Simplesmente carregue seus arquivos de projeto—nossa equipe de engenharia os revisará e fornecerá uma solução personalizada prontamente.
Seu Pedido É Iniciado
Assim que recebermos sua confirmação, iniciaremos seu projeto imediatamente.
Receba Seu Pedido
Suas peças usinadas personalizadas serão entregues diretamente na sua porta.
Pronto para fazer seu pedido? Preencha o formulário abaixo para entrar em contato conosco!
