Como usar G41 e G42 no Torneamento CNC?
G41 e G42 são códigos cruciais de compensação de ferramenta em usinagem CNC, usados para Compensação do Raio da Ponta da Ferramenta (TNR). Esta função ajusta o caminho da ferramenta com base na forma e tamanho do raio da ponta da ferramenta, garantindo que as dimensões reais usinadas correspondam às dimensões programadas.
- G41: Compensação do Raio da Ponta da Ferramenta – Esquerda
- G42: Compensação do Raio da Ponta da Ferramenta – Direita
Descrição
Em operações de torneamento, a ponta da ferramenta é arredondada. Sem compensação, as dimensões usinadas—especialmente em superfícies anguladas ou contornadas—podem desviar devido ao raio da ponta da ferramenta. Ao usar G41 ou G42, o sistema CNC ajusta automaticamente o caminho de corte para levar em conta a geometria da ponta da ferramenta, garantindo dimensões precisas da peça.
Índice
- O que são G41 e G42?
- Aplique G41/G42 imediatamente antes do corte de contorno final.
-
Como usar G41 e G42 no Torneamento CNC
· Passo 1: Definir o Raio da Ponta da Ferramenta
· Passo 2: Escolher a Direção da Compensação
· Passo 3: Inserir G41/G42 no Programa
· Passo 4: Cancelar Compensação com G40 - Erros Comuns a Evitar
- Conclusão
- Nossas Capacidades de Usinagem CNC
- Indústria de Aplicação
O que são G41 e G42 ?
G41 (Compensação à Esquerda):
Desloca a ferramenta para a esquerda do caminho programado, em relação à direção do movimento da ferramenta.
G42 (Compensação à Direita):
Desloca a ferramenta para a direita do caminho programado, em relação à direção do movimento da ferramenta.
Estes códigos são essenciais para usinar com precisão superfícies anguladas ou contornadas, pois ajudam a garantir que o corte real corresponda às dimensões pretendidas, mesmo ao usar uma ferramenta com ponta arredondada.
Quando usar G41 e G42 no Torneamento
No torneamento CNC, G41 e G42 são tipicamente usados quando:
Aplique G41/G42 imediatamente antes do corte de contorno final.
Sempre inclua um movimento de entrada antes do caminho compensado e um movimento de saída antes de cancelar com G40.
Certifique-se de que o raio da ponta da ferramenta e a orientação estejam configurados corretamente na tabela de offsets da ferramenta.
Direção do Movimento da Ferramenta
Posição de Inserção (Frente ao Caminho da Ferramenta)
| Tool Movement Direction | Direita ➡ Esquerda | Usar Código |
| Esquerda ➡ Direita | Lado direito do caminho | G41 |
| Como usar G41 e G42 no Torneamento CNC | Aqui está uma descrição passo a passo de como aplicar G41/G42 no seu programa de torneamento CNC: | G42 |
Passo 1: Definir o Raio da Ponta da Ferramenta
Antes de usar G41 ou G42, insira o raio da ponta da ferramenta na tabela de offsets da ferramenta na sua máquina CNC.
Exemplo:
Ferramenta 1 → Raio da Ponta = 0.4 mm
Passo 2: Escolher o Código de Compensação Correto
Tipo de Torneamento
Direção do Movimento da Ferramenta
| Posição de Inserção | Tool Movement Direction | Insert Position | Usar Código |
| Torneamento Externo | Direita ➡ Esquerda | Lado direito | G42 |
| Torneamento Interno | Direita ➡ Esquerda | Lado esquerdo | G41 |
Dica: Determine o lado da pastilha com base na direção do movimento da ferramenta e onde a pastilha está posicionada em relação ao percurso.
Etapa 3: Aplicar G41 ou G42 no Programa
Insira G41 ou G42 antes do passe de contorno de acabamento.
Deve ser ativado em um movimento de interpolação linear (G01), não em movimento rápido (G00).
Etapa 4: Cancelar a Compensação com G40
Use G40 para desligar G41/G42 após os movimentos compensados.
Aplique-o em um movimento linear (G01) por segurança.
Erros Comuns a Evitar
- Esquecer de inserir o raio da ponta da ferramenta na tabela de compensação
- Ativar G41/G42 com G00 em vez de G01
- Não cancelar com G40 após o contorno
- Usar o código errado (G41 vs G42) para a direção do torneamento
Conclusão
Se você estiver usando os tornos de treinamento da série SC-CNC, você está com sorte — essas máquinas suportam totalmente a lógica de compensação G41/G42 e vêm com parâmetros de compensação de ferramenta pré-configurados em seus controladores CNC, tornando-os ideais para treinamento e educação de nível iniciante a intermediário.
No torneamento CNC, dominar o uso de G41 e G42 é essencial para alcançar alta precisão de usinagem, manter a consistência e se adaptar a diferentes geometrias de ferramenta. Seja trabalhando em prototipagem ou produção em massa, entender e aplicar corretamente a compensação de ferramenta é uma habilidade fundamental que todo programador CNC deve possuir.
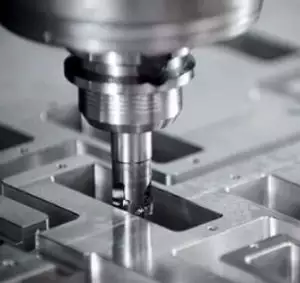
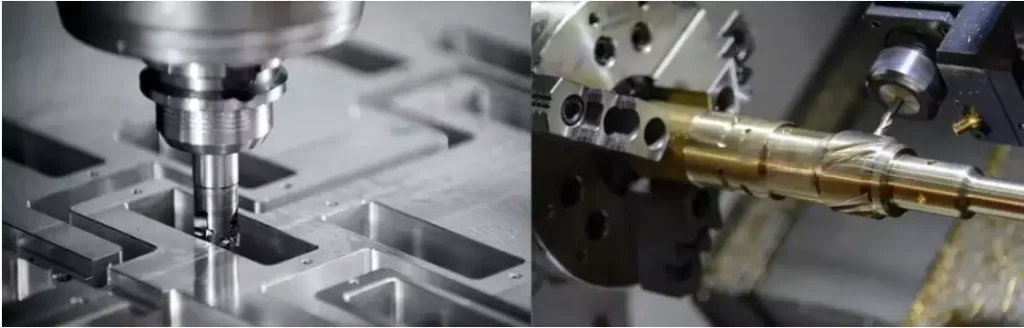
Nossas Capacidades de Usinagem CNC




Indústria de Aplicação
Aeroespacial
Fabricação automotiva
Eletrônicos
Médico
Processamento de moldes
Instrumentos de precisão
Energia
Transporte ferroviário