
¿Qué es un troquel de estampado progresivo?
Troquel progresivo (también conocido como troquel de estampado progresivo de múltiples estaciones o progresivo)Un troquel progresivo es un tipo clave de herramienta de estampado utilizada para el procesamiento de chapa metálica. Es un troquel de múltiples estaciones en el que múltiples operaciones de estampado se organizan secuencialmente dentro de un solo conjunto de troqueles. A medida que la tira de metal se alimenta continuamente a través del troquel a un paso fijo, cada estación realiza una operación específica, como perforación, recorte, doblado, embutición o corte, en sincronización con cada carrera de la prensa. En la estación final, la pieza terminada se separa de la tira.
En términos simples, un troquel progresivo funciona como una
“línea de producción dentro de un molde”.
En lugar de usar
múltiples troqueles separados y manipulación manual entre
procesos, integra todas las operaciones en una sola herramienta, con
el material moviéndose automática y progresivamente a través
de cada estación. Esto permite una fabricación de alto volumen y alta eficiencia
sin intervención manual durante el
proceso.
Los troqueles progresivos son especialmente adecuados para la producción en masa de piezas metálicas pequeñas y complejas, ofreciendo excelente productividad, consistencia y rentabilidad.
Estructura típica de un troquel de estampado progresivo
Estructura típica de los troqueles de estampado progresivo (troquel progresivo / troquel de múltiples estaciones)
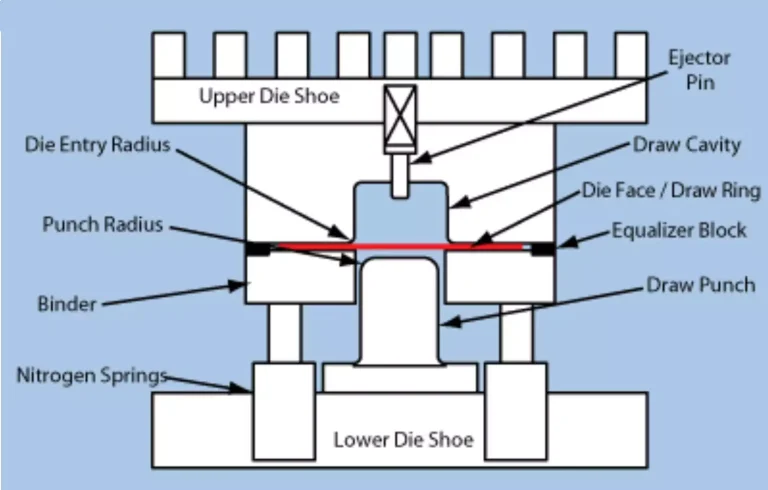
Un troquel de estampado progresivo está diseñado en torno al concepto de conformado secuencial de múltiples estaciones, permitiendo que la tira de materia prima se transforme incrementalmente en piezas terminadas a medida que avanza a través de cada etapa. La estructura del troquel típicamente consta de los siguientes componentes clave:
1.Troquel superior y troquel inferior
Troquel superior : Alberga los punzones y se conecta al ariete de la prensa; realiza acciones de estampado hacia abajo durante cada carrera de la prensa.
Troquel inferior : Contiene los insertos de troquel y los componentes de guía, montados en la bancada de la prensa.
2.Punzón e insertos de troquel
Los elementos de conformado principales en cada estación, responsables de operaciones como perforación, doblado, recorte, etc. Fabricados de aceros para herramientas de alta dureza (p. ej., DC53, SKD11), y típicamente se someten a tratamiento térmico y recubrimiento superficial para mejorar la resistencia al desgaste.
3.Componentes de guía de la tira
Placa guía
: Dirige la tira de metal hacia el troquel de manera suave y consistente. Pasador piloto : Se acopla con agujeros previamente perforados en la tira para asegurar una alineación de alimentación de alta precisión en estaciones críticas.
4.Paso de progresión y sistema de diseño Paso
: La distancia fija de avance por carrera (p. ej., 10 mm, 15 mm, 25 mm), que debe alinearse con el tamaño del producto y la secuencia de operaciones. Distribución de estaciones
: Determina la compacidad del troquel, la eficiencia de utilización del material y la integración del proceso. 5.Placa extractora y almohadillas de presión
Placa extractora: Asegura la liberación adecuada del material de los punzones después del conformado, evitando que el material se adhiera. Almohadilla de presión
: Estabiliza la tira durante el conformado para evitar distorsión o desalineación; a menudo soportada por resortes o cilindros de nitrógeno.
6.Sistema de columnas guía Columnas guía y casquillos
: Mantienen una alineación precisa entre el troquel superior e inferior, asegurando que el punzón entre en la cavidad del troquel de manera precisa y concéntrica, incluso a alta velocidad. Esto es crítico para la vida útil de la herramienta y la precisión dimensional. 7.Sistema de descarga de recortes
Los recortes generados por las operaciones de perforación o recorte se eliminan a través de agujeros de descarga, y en algunos diseños, asistidos por sopladores de aire o mecanismos automáticos de rebobinado de recortes. Esto ayuda a mantener un entorno de trabajo limpio y asegura una producción ininterrumpida.
8.Placas de troquel y sistema de base Incluye componentes como la placa base superior, la placa base inferior, el portapunzones y la placa de inserto de troquel. Proporciona una base rígida y resistente a impactos, esencial para la integridad estructural y la estabilidad del troquel a largo plazo.
9.Mecanismos auxiliares opcionales
Resortes / Cilindros de nitrógeno
: Ofrecen fuerza elástica para funciones de extracción o sujeción de presión. Sensores y dispositivos de seguridad:
Como detección de rotura de tira, detección de golpe incorrecto o sensores de objetos extraños, especialmente en troqueles progresivos de precisión
Características principales de los troqueles de estampado progresivo
Las ventajas principales de los troqueles de estampado progresivo (también conocidos como troqueles de múltiples estaciones o secuenciales) provienen de sus principios de operación continua y diseño integrado. Estas características permiten una fabricación altamente eficiente, precisa y escalable de componentes metálicos complejos. Las características clave incluyen:
Provides a rigid and impact-resistant base, essential for structural integrity and long-term die stability.
9.Optional Auxiliary Mechanisms
Springs / Nitrogen Cylinders : Offer elastic force for stripping or pressure holding functions.
Sensors & Safety Devices: Such as strip break detection, mis-punch detection, or foreign object sensors, especially in precision progressive dies
Core Features of Progressive Stamping Dies
The core advantages of progressive stamping dies (also known as multi-station or sequential dies) stem from their principles of continuous operation and integrated design. These features enable highly efficient, precise, and scalable manufacturing of complex metal components. The key features include:
1.Integrada Disposición de múltiples estaciones
Cada estación de trabajo está dispuesta en secuencia según el proceso de conformado. El material en bruto se va moldeando gradualmente dentro del troquel a medida que avanza a través del paso definido (longitud de avance).
Operaciones como punzonado, doblado, embutición profunda y corte se integran en un solo conjunto de troqueles.
Con cada golpe de prensa, la tira avanza una estación y se realiza una operación correspondiente, produciendo finalmente la pieza terminada en la estación final.
A diferencia de los troqueles de operación simple o compuestos que requieren reposicionamiento manual o múltiples configuraciones, los troqueles progresivos permiten un "conformado completo en un solo paso".
2.Producción continua de alta velocidad
Se produce una pieza terminada con cada golpe de prensa.
En conjunto con sistemas de alimentación automatizados, los troqueles progresivos pueden alcanzar 200–600 golpes por minuto, e incluso más para microcomponentes de precisión.
Esto resulta en eficiencias de producción varias veces mayores que los troqueles de una sola operación, siendo especialmente ideal para producción en masa de más de un millón de piezas, como terminales electrónicos o soportes automotrices.
3.Indexado preciso y calidad consistente
La combinación del control de paso y el posicionamiento con pasadores piloto asegura que cada operación se ejecute en la ubicación precisa, evitando errores acumulativos.
Las piezas fabricadas presentan una excelente repetibilidad dimensional, lo que hace que este método sea adecuado para componentes metálicos de precisión.
4.Reducción de mano de obra y menores costos operativos
Todo el proceso de estampado está completamente automatizado, desde la alimentación del material hasta la expulsión de la pieza.
No se necesita manipulación manual entre etapas.
Esto reduce las configuraciones de herramientas, el tiempo de transporte, los requisitos de mano de obra y los costos asociados.
5.Uso optimizado del material
Mediante diseños de anidamiento optimizados (por ejemplo, disposiciones escalonadas o anidadas), se maximiza la utilización del material y se minimiza el desperdicio, especialmente importante para metales preciosos o láminas finas.
Además, los troqueles progresivos evitan las pérdidas repetidas por sujeción que se encuentran en las operaciones de una sola estación, reduciendo aún más el desperdicio.
El material de desecho se descarga de manera controlada, facilitando su manejo centralizado o reciclaje.
6.Alta complejidad de diseño y demandas técnicas
Los troqueles progresivos requieren excelente rigidez estructural, alta precisión de ajuste y movimiento, y resistencia a la fatiga.
Su diseño y fabricación implican mecanizado de precisión (por ejemplo, electroerosión por hilo, CNC, electroerosión), tratamiento térmico e integración multidisciplinaria que incluye simulación de flujo de troquel y análisis de tensiones.
7.Amplio ámbito de aplicación
Ampliamente utilizados en múltiples industrias, incluyendo:
- Electrónica y Eléctrica: Terminales, carcasas de conectores
- Automotriz: Clips, soportes, refuerzos
- Electrodomésticos: Refuerzos de carcasa, elementos de soporte
- Médica e Instrumentación: Componentes de ferretería de precisión
- Productos de ferretería de uso diario
8.Ideal para piezas complejas, pequeñas y de alto volumen
Los troqueles progresivos son especialmente ventajosos para piezas pequeñas y de forma intrincada con altos requisitos dimensionales, como terminales electrónicos, resortes de contacto de motores o sujetadores automotrices.
Cuando las piezas requieren tres o más operaciones (por ejemplo, punzonado + doblado + recortado) y los volúmenes anuales superan las 100,000 unidades, los beneficios en costo y eficiencia del estampado progresivo se vuelven significativamente superiores.
Flujo de proceso del estampado con troquel progresivo
1.Preparación de
la materia prima
La bobina de metal,
como acero laminado en frío, acero inoxidable, cobre o aluminio, se suministra típicamente en forma de rollo.
Se inspeccionan el espesor del material, la tolerancia dimensional y la calidad de la superficie para garantizar el cumplimiento de las especificaciones del diseño del troquel.
2.Desbobinado y
enderezado
La bobina de
metal se desbobina con un desbobinador y luego se pasa por una máquina enderezadora para eliminar tensiones internas y curvaturas.
Esto asegura que la tira permanezca plana y correctamente alineada durante el proceso de alimentación.
3.Alimentación automática
Un
alimentador servo (alimentador NC) avanza la tira dentro del troquel con alta precisión, basándose en el paso de avance preestablecido (por ejemplo, 10 mm, 15 mm, etc.).
La alimentación se sincroniza con el golpe de la prensa, asegurando una alineación exacta con cada estación del troquel.
4.Posicionamiento y corrección
con pasadores piloto
Los pasadores piloto
en el troquel se enganchan en los agujeros piloto previamente punzonados en la tira para corregir el posicionamiento y eliminar errores de alimentación acumulativos.
Este paso es especialmente crítico para piezas estampadas de alta precisión con múltiples estaciones.
5.Proceso de estampado
en múltiples estaciones
Con cada golpe
de prensa, la tira avanza a través de varias estaciones para realizar operaciones secuencialmente. El proceso típicamente incluye:
Estaciones iniciales:
Prepunzonado (creación de agujeros piloto o funcionales)
Entallado (corte de aberturas laterales o características de holgura)
Acuñación o estampado en relieve (refuerzo local del material)
Estaciones intermedias:
Operaciones de conformado incremental como doblado, rebordeado, embutido o estampado en relieve, aplicadas en etapas para evitar el agrietamiento del material por sobreconformado.
Estaciones finales:
Recorte, aplanado y reformado para refinamiento dimensional
Corte o troquelado para separar la pieza terminada de la tira portadora
6. Eyección de la pieza
La pieza terminada se separa completamente en la última estación y se eyecta automáticamente por gravedad o eyectores mecánicos hacia un contenedor receptor o transportador, eliminando por completo la necesidad de manipulación manual.
7. Descarga de recortes
Los recortes perforados y los desechos de borde se descargan a través de los agujeros de recorte y se pueden eliminar mediante sopladores de aire, transportadores magnéticos o bobinadoras de chatarra.
Esto garantiza un interior limpio del troquel y una producción ininterrumpida.
8. Inspección en línea (opcional)
Para piezas de precisión, el troquel puede incorporar sensores, cámaras ópticas o detectores mecánicos para monitorear problemas como rotura de la tira o características faltantes.
Esto mejora el control de calidad dentro de las líneas de producción automatizadas.
9. Postprocesamiento y embalaje
Las piezas pueden someterse a limpieza, desbarbado o acabado superficial (por ejemplo, chapado o revestimiento), según sea necesario.
Luego, los productos se clasifican, cuentan y empaquetan para almacenamiento o entrega.
Profesional Taller de fabricación de moldes









Nuestro taller de moldes está equipado con una gama completa de equipos avanzados, incluyendo centros de mecanizado CNC de alta velocidad, máquinas de corte por hilo de precisión y máquinas de electroerosión por penetración con acabado espejo. Estas máquinas son importadas de Taiwán, Suiza y Japón, lo que garantiza una precisión excepcional y una calidad constante en la fabricación de moldes.
Todos los procesos de producción se completan internamente, lo que acorta significativamente los plazos de entrega y mejora la capacidad de respuesta general del proyecto.
El taller cuenta con más de 60 técnicos de moldes altamente calificados, la mayoría de los cuales tienen más de 10 años de experiencia en la fabricación de moldes. Conocen a fondo una amplia gama de técnicas de procesamiento y son capaces de optimizar el costo y la eficiencia en cada etapa del proceso de producción.
Integral Apoyo técnico de fabricación de moldes
-

Proyector de medición 3D Hexagon -

Proyector de medición 3D Zeiss -

Micro altímetro -

Proyector Nikon -

Microscopio de herramientas Nikon -

Mitutoyo Contour -

Máquina de marcado láser -

Altímetro Nikon -

Proyector de medición 2D


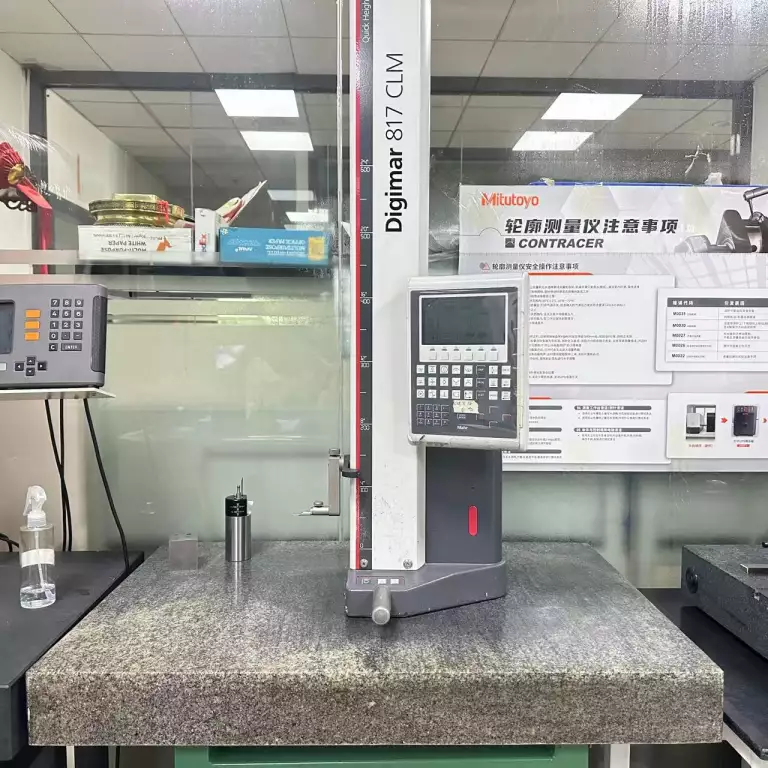


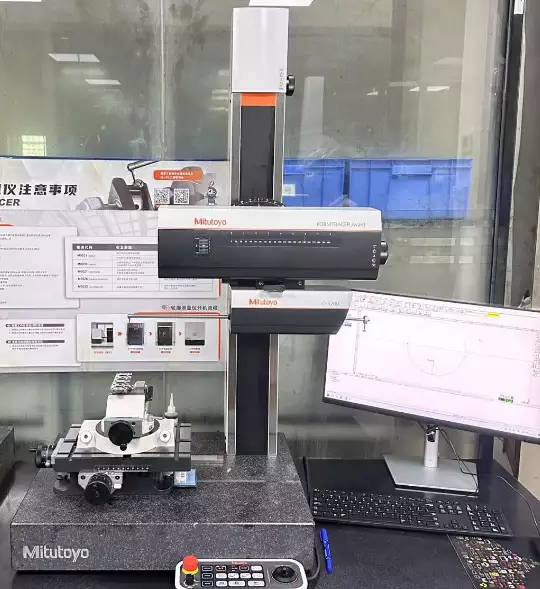
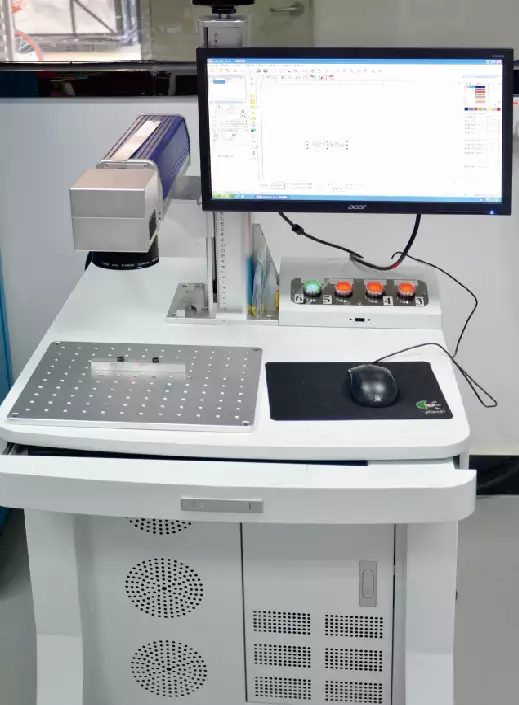

Como empresa comprometida con la calidad, aseguramos la precisión de los moldes y las piezas mediante rigurosas inspecciones dimensionales y realizamos todas las pruebas adicionales necesarias en los moldes. Ofrecemos soporte técnico integral, realizamos reparaciones y reconstrucciones según sea necesario, y mantenemos registros detallados de todas las actividades de mantenimiento en el historial del molde. Con métodos de producción flexibles y un fuerte enfoque en el servicio al cliente, podemos completar la mayoría de los moldes en un plazo de una a dos semanas y ofrecer servicios exprés para proyectos urgentes. Como empresa profesional, nos comprometemos a escuchar las necesidades de nuestros clientes y a proporcionar soluciones que mejoren la calidad del producto. Para obtener más información sobre nuestras capacidades de fabricación de moldes o solicitar un presupuesto, comuníquese directamente con nosotros.
Tipos de troqueles progresivos
Los troqueles de estampado progresivo se pueden clasificar según su diseño estructural, complejidad de conformado, aplicabilidad del material y nivel de precisión. Los siguientes son los tipos principales:
1. Troquel progresivo estándar
- Estructura: Disposición típica de múltiples estaciones que realizan operaciones secuenciales como perforación, doblado, conformado y corte.
- Aplicación: Adecuado para piezas de complejidad media hechas de materiales comunes como acero laminado en frío o cobre.
- Ventaja: Versátil, tiempo de fabricación relativamente corto, ideal para producción de lotes medianos.
2. Troquel progresivo compuesto
- Característica: Se realizan múltiples operaciones simultáneamente en ciertas estaciones (por ejemplo, perforación + doblado).
- Beneficio: Reduce el número de estaciones del troquel y la longitud total del troquel, aumentando la utilización del material y el rendimiento.
- Aplicación: Producción de alta eficiencia de componentes eléctricos y de ferretería.
3. Troquel progresivo de embutición
- Estructura: Incorpora operaciones de embutición profunda de múltiples etapas junto con troquelado y recorte.
- Material: Adecuado para materiales con buena capacidad de embutición, como acero inoxidable o aluminio.
- Aplicación: Se utiliza para carcasas, tapas, carcasas de baterías y otras piezas embutidas profundamente.
4. Troquel progresivo de alta precisión
- Precisión: Tolerancia de fabricación del troquel ≤ ±0.005 mm; repetibilidad de alimentación ≤ ±0.01 mm.
- Configuración: Incluye postes guía de alta rigidez y sensores dentro del troquel (neumáticos u ópticos).
- Aplicación: Componentes metálicos pequeños como terminales de conectores, resortes de motor y pines electrónicos.
- Característica: Diseñado para prensas de alta velocidad (300–800 SPM).
5.Matriz Progresiva de Doble Banda Dado
- Estructura: Procesa dos tiras metálicas simultáneamente en simetría izquierda-derecha.
- Ventaja: Duplica la productividad en un espacio compacto.
- Aplicación: Adecuada para piezas simétricas como conectores o cuchillas de contacto.
6.Matriz Progresiva Inversa
- Característica: La tira de material se somete a alimentación inversa u operaciones en dirección inversa.
- Desafío: Estructura de matriz compleja y alta precisión de alineación requerida.
- Aplicación: Piezas especiales con curvado inverso, rebordeado o características de bloqueo.
7.Matriz Progresiva Multiproducto Dado
- Característica: Capaz de producir de 2 a 4 componentes diferentes simultáneamente en una sola matriz.
- Clave: Requiere un diseño preciso de la tira y alimentación y expulsión de piezas sincronizadas.
- Aplicación: Fabricación de familias de piezas pequeñas y estructuralmente relacionadas.
8.Matriz Progresiva en Caliente
- Estructura: Incorpora zonas de formado calentadas para el estampado en caliente de materiales como acero de ultra alta resistencia o aleaciones de titanio.
- Aplicación: Componentes de refuerzo automotriz y piezas de grado aeroespacial.
- Desafío: Requiere aceros para herramientas resistentes al calor y aislamiento térmico, con estrictos requisitos de vida útil y seguridad.
Industrias a las que servimos
-

industria electrónica y de telecomunicaciones -
industria de dispositivos médicos -
industria de electrodomésticos y hogar inteligente -
industria de fabricación de automóviles -
industria de nuevas energías y fotovoltaica -
industria electrónica y de telecomunicaciones -
industria de ferretería y artículos de uso diario -
industria aeroespacial y militar








Preguntas frecuentes
¿Cuánto tiempo se tarda en entregar el molde?
El tiempo de entrega depende de la complejidad del molde, y suele oscilar entre 15 días y varios meses.
¿Cuánto tiempo tardará el envío?
Si se envía por mar, el tiempo de transporte puede superar el mes. Si necesita el molde con urgencia, recomendamos elegir el transporte aéreo para acortar el plazo de entrega.
¿Podemos firmar un NDA antes de subir mi
diseño?
Por supuesto, tomamos muy en serio la confidencialidad
de su diseño.
¿A qué debo prestar atención al diseñar un
molde?
Preste atención a factores como
la compatibilidad de la estructura del producto y la funcionalidad, el control de precisión y tolerancia,
la selección de materiales y el tratamiento térmico, el diseño del sistema de compuerta y enfriamiento,
la mantenibilidad y el control de costos, así como la eficiencia de producción y
la compatibilidad con la automatización.
