
Precisión Mecanizado por Electroerosión (Mecanizado de Precisión por Electroerosión)
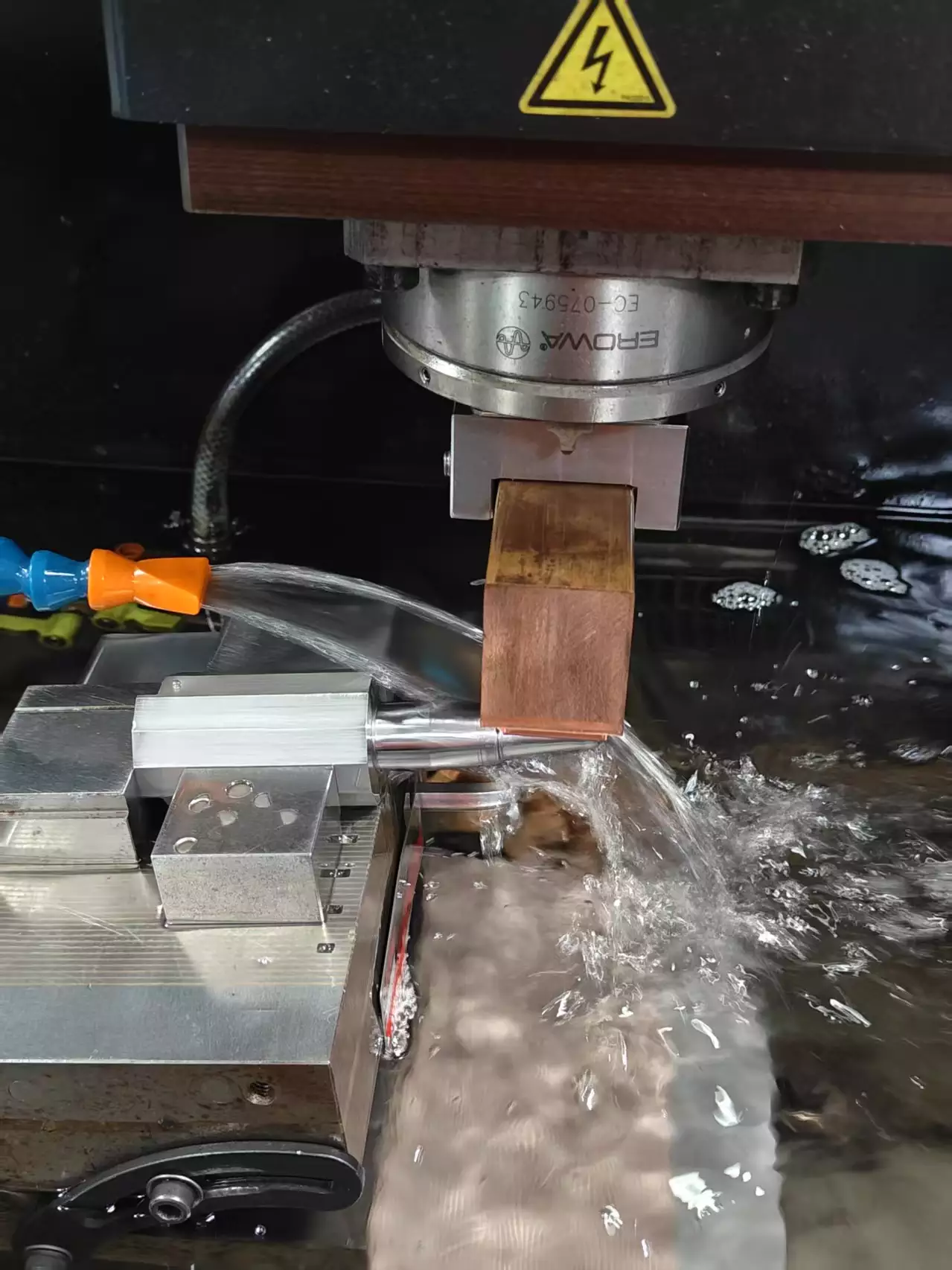
El Mecanizado de Precisión por Electroerosión (Mecanizado de Precisión por EDM), también conocido como Mecanizado por Electroerosión (EDM), es un proceso en el que se produce un fenómeno de descarga pulsada entre un electrodo y la pieza de trabajo, generando temperaturas instantáneas extremadamente altas (superiores a 10.000 °C) en un fluido dieléctrico aislante. Esto provoca que el material metálico se funda o vaporice localmente. Mediante el efecto acumulativo de innumerables descargas diminutas, el material de la superficie de la pieza de trabajo se elimina gradualmente, formando la forma deseada. En esencia, el mecanizado de precisión por electroerosión es un proceso sinérgico de eliminación de material eléctrico, térmico, mecánico y material.
Las ventajas del mecanizado por electroerosión (EDM).
El mecanizado por electroerosión (EDM) es un método de mecanizado que utiliza energía de descarga de pulso para eliminar material. Sus ventajas se reflejan principalmente en los siguientes aspectos:
1. Alta precisión
La precisión puede alcanzar
±0,002 mm y la rugosidad superficial es alta (Ra < 0,2 μm),
lo que lo hace adecuado para el mecanizado de piezas de precisión.
2. Adecuado para materiales duros y quebradizos
El EDM es particularmente adecuado para
procesar materiales con alta dureza o fragilidad, como
acero endurecido, aleaciones de titanio, cermets y
carburos. Estos materiales suelen ser difíciles de procesar
con métodos de corte tradicionales, pero el EDM puede manejarlos
con facilidad.
3. Capacidad de mecanizado de formas complejas
El EDM
puede procesar cavidades muy complejas, ranuras estrechas, agujeros profundos
y estructuras finas (como patrones de precisión para moldes o
pequeños orificios para álabes de turbina). Destaca
en la fabricación de moldes, el mecanizado de agujeros profundos y los contornos finos,
siendo ideal para procesar geometrías complejas y pequeños
detalles que los métodos de mecanizado convencionales no pueden
lograr.
4. Mecanizado sin contacto
El EDM elimina
material a través de la descarga eléctrica entre el
electrodo y la pieza de trabajo, por lo que no hay fuerza de corte
física involucrada. Esto lo hace particularmente adecuado para
piezas frágiles, deformables o de forma irregular,
evitando tensiones o deformaciones causadas por el procesamiento
mecánico.
5. Alta automatización
Con la integración de
sistemas CNC, el EDM se puede controlar mediante programación, lo que lo hace
adecuado para la producción en lotes y el mecanizado de trayectorias
complejas, al tiempo que reduce la intervención manual.
6. Alta calidad superficial
El EDM puede dejar una
superficie lisa en la pieza de trabajo. En particular, la
tecnología de electroerosión por pulsos puede mejorar aún más la calidad superficial. Aunque
algunos casos pueden requerir un procesamiento posterior para el tratamiento
de la superficie, en comparación con otros métodos de mecanizado tradicionales,
el EDM generalmente proporciona un mejor acabado superficial.
7. Adecuado para micromecanizado
El EDM tiene
ventajas únicas en el mecanizado de micropiezas. El
micro EDM puede procesar con precisión aberturas diminutas, micro
estructuras y detalles finos, lo que lo hace adecuado para microcomponentes en
campos como la electrónica, los dispositivos médicos y la industria aeroespacial.
8. Flexibilidad
El EDM no depende del
desgaste tradicional de la herramienta, sino de la
selección del electrodo para cambiar la forma y el tamaño. Esto permite una
fácil adaptación a una amplia gama de necesidades de procesamiento de piezas y
materiales, especialmente para la fabricación de piezas complejas y
personalizadas.
9. Zona afectada por el calor más pequeña
Debido a que el EDM
utiliza descargas breves de alta temperatura en lugar de
calentamiento continuo, el tiempo de descarga es extremadamente corto
(en microsegundos). El calor se concentra en un área
localizada, lo que resulta en una deformación térmica general mínima de la
pieza de trabajo, lo que lo hace adecuado para piezas de paredes delgadas y
fácilmente deformables.
10. Adecuado para el mecanizado de microagujeros y agujeros profundos
El EDM es particularmente adecuado para
el mecanizado de microagujeros y agujeros profundos. En comparación con otros
métodos, el EDM puede procesar de manera eficiente agujeros profundos y
aberturas diminutas difíciles de lograr, sin obstrucciones ni
acumulación de residuos.
Los secretos del control de precisión en el mecanizado por electroerosión (EDM)
El mecanizado de precisión por electroerosión (EDM) logra una alta precisión mediante una combinación de varios factores críticos. Estos factores trabajan juntos para controlar y refinar el proceso, asegurando una precisión excepcional. A continuación se presentan las claves “secretos” para el control de precisión en EDM:
1. Control preciso de la corriente y
el ancho de pulso
En EDM, la
intensidad de la corriente y el ancho de pulso
afectan directamente la tasa de eliminación de material y la
precisión. Los anchos de pulso más pequeños permiten una
eliminación de material más fina, lo que mejora
la precisión del mecanizado.
El control de la corriente ayuda a prevenir una energía de descarga excesiva, reduciendo así la rugosidad superficial y el desgaste del electrodo.
2. Papel del fluido dieléctrico
El EDM se realiza en un
fluido dieléctrico aislante que no solo
enfría el área de descarga, sino que también elimina
los desechos y las burbujas de gas generadas durante
el mecanizado. Esto ayuda a prevenir interferencias
con la precisión del mecanizado.
La temperatura, el caudal y la limpieza del fluido dieléctrico deben mantenerse constantes para mantener una precisión de mecanizado y una calidad superficial consistentes.
3. Selección de la forma y el material del electrodo
El material y
la forma del electrodo son cruciales para la
precisión del mecanizado. Los materiales de electrodo comunes
incluyen cobre, grafito y
aleaciones de cobre. El acabado superficial del
electrodo también afecta directamente el resultado
final.
La forma del electrodo debe coincidir con la forma de la pieza de trabajo para garantizar que la pieza final se forme según las especificaciones exactas.
4. Sistema de control servo
El EDM de precisión
utiliza sistemas de control servo de alta precisión
para ajustar dinámicamente el espacio
entre el electrodo y la pieza de trabajo durante
el mecanizado. Esto es esencial para mantener
la precisión.
El sistema servo puede ajustar automáticamente la posición del electrodo para compensar el desgaste del electrodo, asegurando la precisión del mecanizado durante todo el proceso.
5. Control de temperatura
Las altas temperaturas
generadas durante el EDM, particularmente el
calor instantáneo durante la descarga, pueden
causar cambios dimensionales y superficiales en la
pieza de trabajo. Los sistemas precisos de control de
temperatura ayudan a prevenir la deformación térmica de la
pieza de trabajo.
El uso de sistemas de enfriamiento apropiados, como el enfriamiento por líquido y gas, minimiza las fluctuaciones de temperatura y garantiza un mecanizado de alta precisión.
6. Planificación precisa de la trayectoria de mecanizado
La planificación cuidadosa de la
trayectoria de mecanizado es crucial en el EDM de precisión.
Al calcular y planificar la
secuencia de descarga y los tamaños de paso, se evita
el sobre-mecanizado de áreas localizadas o la
eliminación desigual de material, mejorando así la
precisión general.
7. Equipo de alta precisión
El EDM de precisión
requiere máquinas con una precisión extremadamente alta.
Las máquinas EDM modernas están equipadas
con sistemas de posicionamiento avanzados y
tecnologías de control automatizado que garantizan un
control preciso sobre el movimiento del electrodo y
el proceso de descarga durante el mecanizado.
8. Sistemas de monitoreo en tiempo real y control de retroalimentación
Las máquinas EDM
avanzadas están equipadas con sistemas de monitoreo
en tiempo real que recopilan datos del
proceso de mecanizado, como corriente,
voltaje y cambios en el espacio. Estos datos se utilizan
para ajustar el proceso de mecanizado y garantizar
que la pieza de trabajo permanezca en un estado de mecanizado
preciso.
Los sistemas de control de retroalimentación ajustan automáticamente los parámetros de mecanizado en función de los datos en tiempo real, mejorando aún más la precisión.
9. Experiencia y optimización del proceso
Precisión
El control en EDM también depende en gran medida de la
experiencia del operador. A través de múltiples
pruebas y optimización de parámetros, el
operador puede ajustar el proceso para lograr
la mejor precisión para una pieza de trabajo específica.
La acumulación continua de experiencia y el análisis de datos permiten mejoras en el proceso, aumentando la estabilidad y precisión del mecanizado.
Conclusión:
El control de precisión
en el Mecanizado por Descarga Eléctrica (EDM) es
un proceso multifacético, que implica la
regulación de la corriente y el ancho del pulso,
el control del fluido dieléctrico, la selección
del electrodo y la compensación del desgaste, los
sistemas servo, el control de temperatura y la
planificación de la trayectoria de mecanizado. A través de estos
métodos de control precisos,
el EDM puede ofrecer un rendimiento
excepcional en la fabricación de alta precisión,
especialmente para piezas complejas, agujeros finos
y cavidades profundas.
Tipos de Mecanizado por Descarga de Chispa (EDM)




1. EDM de Formación
2. EDM de Penetración (Ram EDM)
3. EDM de Hilo
4. EDM de Perforación
5. Micro EDM
6. EDM Pulsado
7. EDM de Alta Velocidad
Áreas de aplicación de las piezas procesadas por EDM.
El EDM (Mecanizado por Descarga Eléctrica), con su característica sin contacto, alta precisión y capacidad para mecanizar materiales duros y frágiles, desempeña un papel crítico en diversos sectores de fabricación de alta gama. A continuación se presentan sus áreas de aplicación principales y escenarios típicos:
1.Fabricación de Moldes:
Las aplicaciones
incluyen moldes de inyección, moldes de fundición a presión, moldes de
estampado, núcleos de moldes, cavidades de moldes y canales de
refrigeración complejos.
2.Aeroespacial:
Las aplicaciones incluyen piezas
de motores, componentes estructurales de naves espaciales, compuestos de
matriz cerámica (CMC), piezas de boquillas de aleación de tungsteno.
3.Fabricación Electrónica y de
Semiconductores:
Las aplicaciones incluyen
moldes para empaquetado de semiconductores, microconectores, interruptores
de precisión y procesamiento de precisión de componentes electrónicos.
4.Dispositivos Médicos y
Biofabricación:
Las aplicaciones incluyen
dispositivos implantables, herramientas de moldes médicos, instrumentos
quirúrgicos, equipos dentales, implantes, agujas de precisión,
microcomponentes, etc.
5.Sectores Automotriz y de Nuevas
Energías:
Las aplicaciones incluyen componentes
automotrices, moldes de electrodos para baterías de litio, placas de
celdas de combustible de hidrógeno.
6.Óptica e Instrumentos
de Precisión:
Las aplicaciones incluyen moldes
para lentes, carcasas de sensores, marcos de giroscopios y procesamiento
de prismas.
7.Otros Sectores de Fabricación
de Alta Gama:
Las aplicaciones incluyen joyería, fabricación
de herramientas.
8.Fabricación de Piezas
Especiales:
Las aplicaciones incluyen
agujeros pequeños de alta precisión, micropiezas de alta precisión,
cavidades internas complejas y componentes de cavidades profundas,
microengranajes, etc.
-

Fabricación de Moldes -
Dispositivos Médicos y Biofabricación -

Semiconductores -
Fabricación Electrónica y de Semiconductores -

Otros Sectores de Fabricación de Alta Gama -
Fabricación de Piezas Especiales -

Sectores Automotriz y de Nuevas Energías -
Óptica e Instrumentos de Precisión







Desafíos y Limitaciones del Mecanizado por EDM
1.Baja Eficiencia de Procesamiento y Velocidad
Lenta
En comparación con los métodos de corte
tradicionales, el EDM se basa en el principio de electroerosión,
lo que resulta en una menor tasa de eliminación de material. Por lo tanto,
su eficiencia es menor en la producción a gran escala. El
proceso lleva más tiempo, especialmente al mecanizar formas
complejas y piezas grandes.
2.Costos de Procesamiento Elevados
Desgaste y
Reemplazo del Electrodo:
Los electrodos fabricados con
materiales como cobre y grafito se desgastan continuamente
durante el mecanizado por EDM. El desgaste de los electrodos afecta la
precisión de la pieza de trabajo, requiriendo calibraciones o
reemplazos frecuentes, lo que aumenta los costos de procesamiento y el
trabajo de mantenimiento. Además, las piezas complejas pueden requerir
múltiples juegos de electrodos o correcciones frecuentes, lo que
incrementa aún más los costos de consumibles.
Costos de Equipo y Mantenimiento del EDM: El equipo CNC-EDM es costoso y requiere fluidos de trabajo y sistemas de refrigeración especializados para EDM, lo que contribuye a altos costos de mantenimiento.
Costos de Tratamiento de Fluidos Residuales: Después de un uso prolongado, el fluido de trabajo acumula restos metálicos y carburos, que deben tratarse profesionalmente para cumplir con las normas ambientales, aumentando así los costos.
3.Limitaciones en la Adaptabilidad
de Materiales
Limitado a Materiales Conductores:
El EDM solo puede procesar materiales conductores, lo que significa que
los materiales no conductores, como plásticos, vidrio y cerámica
pura, no se pueden procesar directamente. Deben someterse a
tratamientos adicionales (por ejemplo, recubrimiento) para volverse
conductores para el procesamiento por EDM.
Baja Eficiencia con Materiales de Alto Punto
de Fusión: Para metales con puntos de fusión extremadamente altos,
como el tungsteno y el molibdeno, la energía de descarga
debe aumentarse significativamente, lo que conduce a un mayor
desgaste del electrodo y reduce aún más la eficiencia de procesamiento.
4.Rugosidad de la superficie
Aunque el electroerosionado puede proporcionar una superficie relativamente lisa, las altas temperaturas generadas durante la descarga pueden causar microfisuras o una capa endurecida en la superficie de la pieza, formando una zona afectada por el calor. En campos de alta precisión como el aeroespacial, se requiere un tratamiento térmico posterior para eliminar estos efectos.
5.Limitaciones en la profundidad de mecanizado y estructuras complejas
Limitación de la relación profundidad-diámetro: Al mecanizar agujeros profundos o ranuras estrechas, la rigidez del electrodo puede no ser suficiente, provocando desviaciones, y la evacuación de viruta puede ser difícil, lo que puede causar descargas inestables.
Riesgo de deformación en piezas de pared delgada: Aunque el electroerosionado no implica fuerzas de corte, el efecto térmico prolongado de la descarga puede deformar piezas de pared delgada. Se requiere un control estricto de los parámetros del proceso.
6.Necesidad de habilidades operativas especializadas
El mecanizado por electroerosionado requiere que los operadores tengan un alto nivel de habilidad y experiencia, especialmente en la selección de electrodos adecuados, ajuste de parámetros de descarga y manejo del desgaste del electrodo. Los operadores sin experiencia pueden no ser capaces de aprovechar plenamente el potencial del equipo de electroerosionado.
7.Requisitos ambientales elevados
El electroerosionado requiere un suministro de energía estable, fluido dieléctrico limpio y un entorno de temperatura adecuado, de lo contrario, la precisión del mecanizado y la calidad de la superficie pueden verse afectadas. Además, el proceso genera chispas y altas temperaturas, lo que requiere buenas medidas de seguridad y un entorno de trabajo adecuado.
Resumen:
Si bien el electroerosionado ofrece muchas ventajas, como alta precisión y la capacidad de procesar formas complejas y materiales duros y frágiles, también enfrenta desafíos como la baja velocidad de procesamiento, el desgaste del electrodo y los altos costos. Para maximizar sus beneficios en aplicaciones específicas, seleccionar materiales adecuados, optimizar los parámetros del proceso, mantener el equipo y mejorar las habilidades operativas son factores clave para superar estas limitaciones.
Los parámetros del proceso del mecanizado por electroerosionado.
Los parámetros del proceso del electroerosionado (EDM) son clave para controlar la calidad y eficiencia del mecanizado. La configuración correcta de estos parámetros puede optimizar los resultados del mecanizado. A continuación, se presentan algunos parámetros comunes del proceso de EDM:
2.Intervalo de pulso
Unidad: Microsegundos (μs)
Función: La duración del pulso es el tiempo de cada descarga, determinando directamente la energía de descarga. Una duración de pulso mayor aumenta la tasa de eliminación de material, pero puede provocar una mala calidad de superficie y un mayor desgaste del electrodo; una duración de pulso menor ayuda a mejorar la precisión y la calidad de la superficie, pero reduce la eficiencia.
2.Intervalo de pulso
Unidad: Microsegundos (μs)
Función: El intervalo de pulso es el tiempo entre dos pulsos de descarga. Un intervalo de pulso menor resulta en una mayor frecuencia de descarga, mejorando la eficiencia del mecanizado, pero causa una peor disipación de calor del electrodo y un mayor desgaste; un intervalo de pulso mayor mejora la disipación de calor del electrodo y reduce el desgaste, pero disminuye la eficiencia.
3.Corriente pico
Unidad: Amperios (A)
Función: La corriente pico determina la energía de cada descarga. Cuanto mayor es la corriente, mayor es la tasa de eliminación de material, pero la rugosidad de la superficie aumenta y el desgaste del electrodo se incrementa; corrientes más bajas mejoran la precisión pero reducen la eficiencia.
4.Tensión de descarga
Unidad: Voltios (V)
Función: La tensión de descarga influye en la separación de descarga entre el electrodo y la pieza de trabajo. Una tensión más alta aumenta la separación de descarga, lo que es adecuado para el mecanizado de desbaste y una mejor evacuación de viruta; una tensión más baja mejora la precisión y la calidad de la superficie, pero dificulta la evacuación de viruta, siendo ideal para operaciones de acabado.
5.Material del electrodo y desgaste
Selección del material:
Cobre: Adecuado para mecanizado de precisión, con menor desgaste y alta precisión, ideal para piezas pequeñas y medianas u operaciones de acabado.
Grafito: Resistente a altas temperaturas y bajo desgaste, adecuado para mecanizado de desbaste con alta corriente o piezas grandes.
Control del desgaste del electrodo: Una corriente y duración de pulso más altas conducen a un mayor desgaste del electrodo, por lo que se requiere una configuración óptima de parámetros para prolongar la vida útil de los electrodos.
6.Fluido dieléctrico
Tipo: Fluido dieléctrico especializado para EDM
Función: Enfriamiento, evacuación de viruta y aislamiento. Si la pureza del fluido es insuficiente o su caudal es demasiado bajo, puede provocar una mala evacuación de viruta, cortocircuitos o una calidad de superficie degradada.
7.Velocidad de avance
Unidad: Milímetros por minuto (mm/min)
Función: La velocidad de avance del electrodo determina la velocidad a la que cambia la separación entre el electrodo y la pieza de trabajo. Si la velocidad de avance es demasiado rápida, puede causar cortocircuitos; si es demasiado lenta, la eficiencia disminuye.
8.Energía de descarga
Unidad: Determinada por la corriente y la duración del pulso
Función: La energía de descarga es el factor principal que determina la energía de cada descarga. Una mayor energía de descarga ayuda a aumentar la tasa de eliminación de material, pero puede afectar negativamente la calidad de la superficie. Una menor energía de descarga mejora la calidad de la superficie pero reduce la tasa de eliminación.
9.Separación de chispa (Spark Gap)
Unidad: Milímetros (mm)
Función: La separación de chispa entre el electrodo y la pieza de trabajo determina la estabilidad de la descarga y la eficiencia de eliminación de material. Si la separación es demasiado grande, la descarga puede volverse inestable, afectando la precisión del mecanizado; si es demasiado pequeña, puede causar cortocircuitos o sobrecalentamiento del electrodo y la pieza de trabajo.
| Tabla comparativa de características entre el electroerosionado tradicional y el electroerosionado de precisión | EDM de precisión | Características |
| EDM Tradicional | Precisión de mecanizado | Alta precisión ±0.002 – 0.01mm, incluso hasta ±0.001mm |
| Usualmente ±0.01 – ±0.05mm | Rugosidad superficial (Ra) | 0.1 – 0.8μm; el mecanizado de espejo puede alcanzar menos de 0.08μm |
| 1.6 – 3.2 μm | Tasa de desgaste del electrodo | Relativamente baja; el control de pulsos inteligente reduce el desgaste y prolonga la vida útil del electrodo |
| Relativamente alta; los electrodos deben reemplazarse con frecuencia | Eficiencia de mecanizado | Eficiencia relativamente baja; se requiere un control preciso de los parámetros para garantizar la precisión |
| Alta eficiencia en desbaste, adecuada para la eliminación de material en grandes áreas | Sistema de control del equipo | Sistema CNC de alta precisión con control de retroalimentación y ajuste inteligente |
| Sistema de control simple; se necesita mucho ajuste manual, bajo nivel de automatización | Tecnología de potencia de pulsos | Controla con precisión el ancho de pulso, la corriente y el intervalo de pulso, adecuado para mecanizado de alta precisión |
| Control de pulsos relativamente simple, adecuado para desbaste | Tratamiento del fluido de trabajo | Fluido de trabajo para máquinas de electroerosión con un sistema de filtración de alta precisión |
| Fluido de trabajo para máquinas de electroerosión | Escenarios de aplicación | Moldes de precisión (p. ej., moldes para empaques de semiconductores, moldes ópticos), piezas de precisión para aeroespacial, dispositivos médicos, etc. |
| Desbaste de moldes comunes, formación de piezas en bruto | Costo del equipo | Relativamente alto; el equipo importado puede costar varios millones de yuanes |


Preguntas frecuentes
Relativamente bajo, adecuado para desbaste
y producción a gran escala
¿Cuál es la precisión de mecanizado de la electroerosión (EDM)?
La precisión de la electroerosión (EDM) suele estar a nivel micrométrico y generalmente se puede controlar entre ±0,001 mm y ±0,005 mm.
Por ejemplo, la máquina de electroerosión de precisión de Mitsubishi puede
alcanzar una precisión de mecanizado de ±0,001 mm. Las máquinas de
electroerosión de alta velocidad de Sodick tienen una precisión de
espaciado de ±0,002 mm y una precisión de profundidad de ±0,001 mm.
Por otro lado, algunas máquinas de electroerosión estándar pueden
tener una precisión ligeramente menor, con una exactitud que oscila
entre ±0,01 mm y ±0,05 mm.
¿Cómo se calcula el costo del mecanizado por electroerosión (EDM)?
La fórmula simplificada de cálculo de costos
para el mecanizado EDM es:
Costo total ≈ (Costo energético del equipo
+ Costo de consumibles + Costo horario de mano de obra) × Tiempo
de mecanizado + Otros costos varios
¿Se puede proporcionar mecanizado de muestras?
Sí, podemos proporcionar servicios de mecanizado de muestras. Los clientes pueden proporcionar los planos junto con sus requisitos, y los procesaremos según sus necesidades, garantizando la precisión y calidad del mecanizado.
Prueba BOS ahora en solo unos pasos
Sube tus archivos 2D/3D
Simplemente sube los archivos de tu proyecto; nuestro equipo de ingeniería los revisará y te entregará una solución personalizada de inmediato.
Tu pedido comienza
En cuanto recibamos tu confirmación, iniciaremos tu proyecto de inmediato.
Recibe tu pedido
Tus piezas mecanizadas personalizadas se entregarán directamente en tu puerta.
