
Precision Electrical Discharge Machining (Precision EDM)
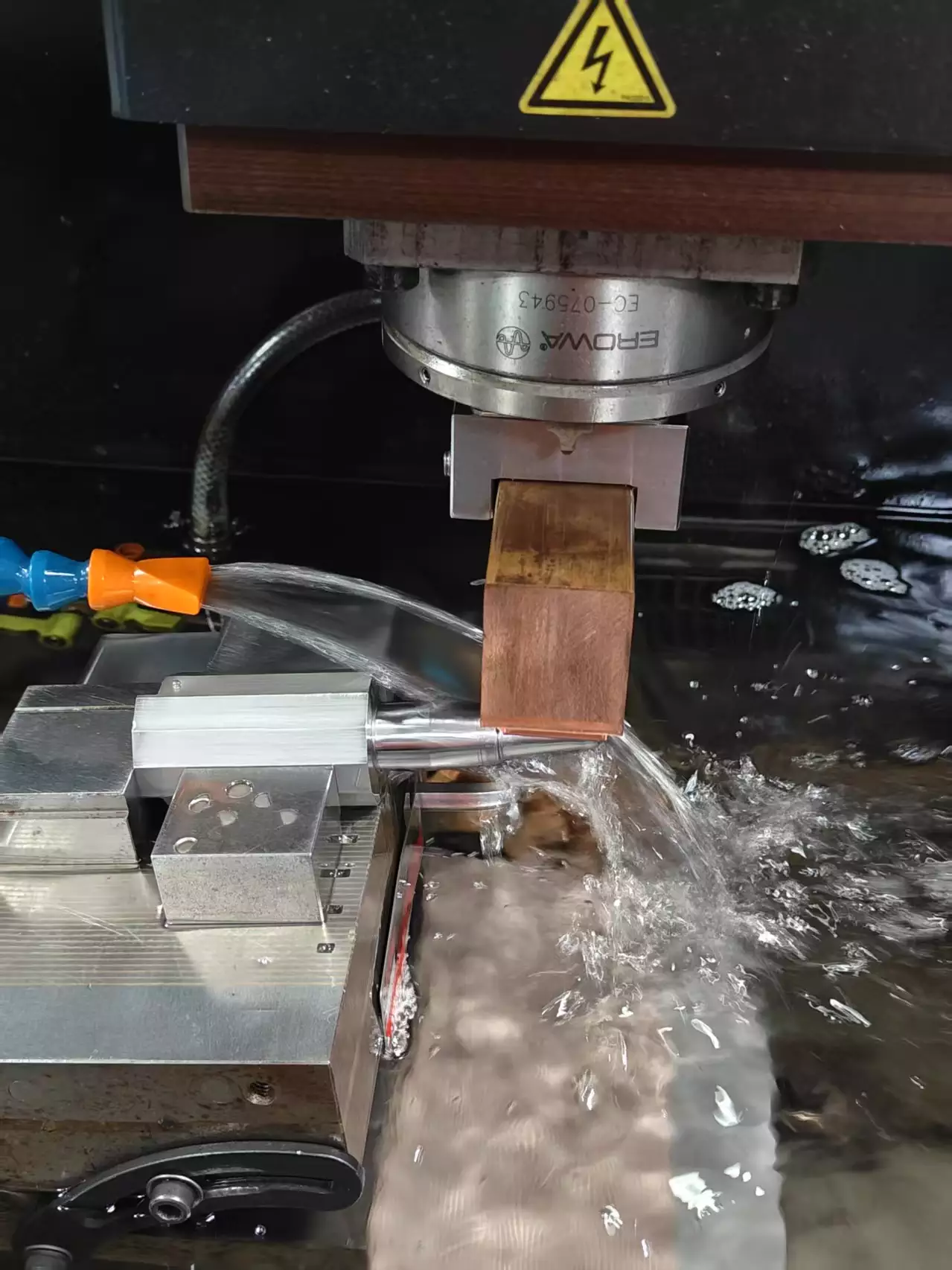
Precision Electrical Discharge Machining (Precision EDM), also known as Electrical Discharge Machining (EDM), is a process in which a pulsed discharge phenomenon occurs between an electrode and the workpiece, generating instantaneous high temperatures (over 10,000°C) in an insulating working fluid. This causes the metal material to locally melt or vaporize. Through the cumulative effect of countless tiny discharges, material from the surface of the workpiece is gradually removed, forming the desired shape. Essentially, precision EDM is a synergistic process of electrical, thermal, mechanical, and material removal.
The advantages of EDM machining.
EDM (Electrical Discharge Machining) is a machining method that uses pulse discharge energy to remove material. Its advantages are primarily reflected in the following aspects:
1.High Precision
The precision can reach
±0.002mm, and the surface roughness is high (Ra < 0.2μm),
making it suitable for precision part processing.
2.Suitable for Hard and Brittle
Materials
EDM is particularly suited for
processing materials with high hardness or brittleness, such
as hardened steel, titanium alloys, metal ceramics, and
carbides. These materials are often difficult to process
with traditional cutting methods, but EDM can handle them
with ease.
3.Complex Shape Machining Capability
EDM
can process very complex cavities, narrow gaps, deep holes,
and fine structures (such as precision patterns for molds or
small holes for turbine blades). It performs excellently in
mold manufacturing, deep hole processing, and fine contours,
making it ideal for processing complex geometries and small
details that conventional machining methods cannot
accomplish.
4.Non-Contact Machining
EDM removes
material through the electrical discharge between the
electrode and the workpiece, so there is no physical cutting
force involved. This makes it particularly suitable for
fragile, deformable, or irregularly shaped workpieces,
avoiding stress or deformation caused by mechanical
processing.
5.High Automation
With the integration of
CNC systems, EDM can be program-controlled, making it
suitable for batch production and complex trajectory
machining while reducing manual intervention.
6.High Surface Quality
EDM can leave a
smooth surface on the workpiece. In particular, pulse EDM
technology can further enhance surface quality. Although
some cases may require post-processing for surface
treatment, compared to other traditional machining methods,
EDM generally provides better surface finish.
7.Suitable for Micro Machining
EDM has
unique advantages in the machining of micro parts. Micro EDM
can precisely process tiny apertures, micro structures, and
fine details, making it suitable for micro components in
fields such as electronics, medical devices, and aerospace.
8.Flexibility
EDM does not rely on
traditional tool wear, but rather the selection of the
electrode to change the shape and size. This allows for easy
adaptation to a wide range of parts and material processing
needs, especially for complex and customized part
manufacturing.
9.Smaller Heat-Affected Zone
Because EDM
uses brief, high-temperature discharges rather than
continuous heating, the discharge time is extremely short
(in microseconds). The heat is concentrated in a localized
area, resulting in minimal overall thermal deformation of
the workpiece, making it suitable for thin-walled, easily
deformable parts.
10.Suitable for Micro and Deep Hole
Machining
EDM is particularly suitable for
micro hole and deep hole machining. Compared to other
methods, EDM can efficiently process hard-to-achieve deep
holes and tiny apertures without clogging or debris
accumulation.
The Secrets of Precision Control in Electrical Discharge Machining (EDM)
Precision Electrical Discharge Machining (EDM) achieves high precision through a combination of several critical factors. These factors work together to control and refine the process, ensuring exceptional accuracy. Below are the key “secrets” to precision control in EDM:
1. Precise Control of Current and
Pulse Width
In EDM, the
intensity of the current and pulse width
directly affect material removal rate and
precision. Smaller pulse widths allow for
finer material removal, which enhances
machining accuracy.
The control of current helps prevent excessive discharge energy, thus reducing surface roughness and electrode wear.
2. Role of Dielectric
Fluid
EDM is performed in an
insulating dielectric fluid that not only
cools the discharge area but also removes
debris and gas bubbles generated during
machining. This helps prevent interference
with machining precision.
The temperature, flow rate, and cleanliness of the dielectric fluid must be kept constant to maintain consistent machining accuracy and surface quality.
3. Selection of Electrode Shape and
Material
The material and
shape of the electrode are crucial for
machining precision. Common electrode
materials include copper, graphite, and
copper alloys. The surface finish of the
electrode also directly impacts the final
result.
The shape of the electrode should match the workpiece shape to ensure that the final part is formed to the exact specifications.
4. Servo Control
System
Precision EDM
utilizes high-precision servo control
systems to dynamically adjust the gap
between the electrode and workpiece during
machining. This is essential for maintaining
precision.
The servo system can automatically adjust the electrode position to compensate for electrode wear, ensuring machining accuracy throughout the process.
5. Temperature
Control
High temperatures
generated during EDM, particularly the
instantaneous heat during discharge, can
cause dimensional and surface changes in the
workpiece. Precise temperature control
systems help prevent thermal deformation of
the workpiece.
Using appropriate cooling systems, such as liquid and gas cooling, minimizes temperature fluctuations and ensures high-precision machining.
6. Precise Planning of Machining
Path
Careful planning of the
machining path is crucial in precision EDM.
By calculating and planning the discharge
sequence and step sizes, it prevents
over-machining of localized areas or uneven
material removal, thus improving overall
accuracy.
7. High-Precision
Equipment
Precision EDM
requires machines with extremely high
precision. Modern EDM machines are equipped
with advanced positioning systems and
automated control technologies that ensure
precise control over electrode movement and
the discharge process during machining.
8. Real-Time Monitoring and Feedback
Control Systems
Advanced EDM
machines are equipped with real-time
monitoring systems that collect data from
the machining process, such as current,
voltage, and gap changes. This data is used
to adjust the machining process to ensure
the workpiece remains in an accurate
machining state.
Feedback control systems automatically adjust the machining parameters based on real-time data, further improving precision.
9. Experience and Process
Optimization
الدقة في التحكم بالتشغيل بواسطة التفريغ الكهربائي (EDM) تعتمد أيضًا بشكل كبير على خبرة المشغل. من خلال التجارب المتعددة وتحسين المعاملات، يمكن للمشغل ضبط العملية لتحقيق أفضل دقة لقطعة عمل معينة.
التراكم المستمر للخبرة وتحليل البيانات يسمح بتحسين العمليات، مما يعزز استقرار التشغيل ودقته.
الاستنتاج:
التحكم في الدقة في التشغيل بواسطة التفريغ الكهربائي هو عملية متعددة الجوانب، تشمل تنظيم التيار وعرض النبضة، التحكم في سائل العزل، اختيار القطب وتعويض التآكل، أنظمة السيرفو، التحكم في درجة الحرارة، وتخطيط مسار التشغيل. من خلال طرق التحكم الدقيقة هذه، يمكن لتقنية EDM تقديم أداء استثنائي في التصنيع عالي الدقة، خاصة للأجزاء المعقدة والثقوب الدقيقة والتجاويف العميقة.
أنواع التشغيل بواسطة التفريغ الكهربائي (EDM)




1. EDM التشكيل
2. EDM الغاطس (EDM الكبس)
3. EDM السلكي
4. EDM الثقب
5. EDM المصغر
6. EDM النبضي
7. EDM عالي السرعة
مجالات تطبيق الأجزاء المشغلة بتقنية EDM
EDM (التشغيل بواسطة التفريغ الكهربائي)، بفضل عدم اتصاله، ودقته العالية، وقدرته على تشغيل المواد الصلبة والهشة، يلعب دورًا حاسمًا في قطاعات التصنيع المتقدمة المختلفة. فيما يلي مجالات تطبيقه الأساسية وسيناريوهاته النموذجية:
1. تصنيع القوالب:
تشمل التطبيقات قوالب الحقن، وقوالب الصب بالقالب، وقوالب الختم، ونوى القوالب، وتجاويف القوالب، وقنوات التبريد المعقدة.
2. الفضاء والطيران:
تشمل التطبيقات أجزاء المحركات، والمكونات الهيكلية للمركبات الفضائية، ومركبات المصفوفة الخزفية (CMC)، وأجزاء فوهات سبائك التنجستن.
3. تصنيع الإلكترونيات وأشباه الموصلات:
تشمل التطبيقات قوالب تغليف أشباه الموصلات، والموصلات الدقيقة، والمفاتيح الدقيقة، والمعالجة الدقيقة للمكونات الإلكترونية.
4. الأجهزة الطبية والتصنيع الحيوي:
تشمل التطبيقات الأجهزة القابلة للزرع، وأدوات القوالب الطبية، والأدوات الجراحية، ومعدات طب الأسنان، والغرسات، والإبر الدقيقة، والمكونات الميكروية، إلخ.
5. قطاعات السيارات والطاقة الجديدة:
تشمل التطبيقات مكونات السيارات، وقوالب أقطاب بطاريات الليثيوم، وألواح خلايا الوقود الهيدروجينية.
6. البصريات والأجهزة الدقيقة:
تشمل التطبيقات قوالب العدسات، وأغلفة أجهزة الاستشعار، وهياكل الجيروسكوبات، ومعالجة المنشورات.
7. قطاعات التصنيع المتقدمة الأخرى:
تشمل التطبيقات المجوهرات، وتصنيع الأدوات.
8. تصنيع الأجزاء الخاصة:
تشمل التطبيقات الثقوب الصغيرة عالية الدقة، والأجزاء الميكروية عالية الدقة، والتجاويف الداخلية المعقدة ومكونات التجاويف العميقة، والتروس الميكروية، إلخ.
-

تصنيع القوالب -
الأجهزة الطبية والتصنيع الحيوي -

الفضاء -
تصنيع الإلكترونيات وأشباه الموصلات -

قطاعات التصنيع المتقدمة الأخرى -
تصنيع الأجزاء الخاصة -

قطاعات السيارات والطاقة الجديدة -
البصريات والأجهزة الدقيقة







التحديات والقيود في التشغيل بواسطة EDM
1. انخفاض كفاءة المعالجة وبطء السرعة
مقارنة بطرق القطع التقليدية، يعتمد EDM على مبدأ التآكل الكهربائي، مما يؤدي إلى انخفاض معدل إزالة المواد. لذلك، تكون كفاءته أقل في الإنتاج على نطاق واسع. تستغرق العملية وقتًا أطول، خاصة عند تشغيل الأشكال المعقدة وقطع العمل الكبيرة.
2. ارتفاع تكاليف المعالجة
تآكل القطب واستبداله:
الأقطاب المصنوعة من مواد مثل النحاس والجرافيت تتآكل باستمرار أثناء تشغيل EDM. يؤثر تآكل الأقطاب على دقة قطعة العمل، مما يتطلب معايرة أو استبدالًا متكررًا، مما يزيد من تكاليف المعالجة وأعمال الصيانة. علاوة على ذلك، قد تتطلب الأجزاء المعقدة مجموعات متعددة من الأقطاب أو تصحيحات متكررة، مما يزيد من تكاليف المواد الاستهلاكية.
تكاليف معدات EDM والصيانة: معدات CNC-EDM باهظة الثمن وتتطلب سوائل عمل خاصة وتجهيزات تبريد، مما يساهم في ارتفاع تكاليف الصيانة.
تكاليف معالجة سوائل النفايات: بعد الاستخدام الطويل، تتراكم في سائل العمل شظايا معدنية وكربيدات، ويجب معالجتها بشكل احترافي لتتوافق مع المعايير البيئية، مما يزيد من التكاليف.
3. قيود تكيف المواد
محدودية المواد الموصلة:
يمكن لـ EDM معالجة المواد الموصلة فقط، مما يعني أن المواد غير الموصلة، مثل البلاستيك والزجاج والسيراميك النقي، لا يمكن معالجتها مباشرة. يجب أن تخضع لمعالجات إضافية (مثل الطلاء) لتصبح موصلة لتشغيل EDM.
كفاءة منخفضة مع المواد ذات درجة الانصهار العالية:
بالنسبة للمعادن ذات درجات الانصهار العالية جدًا، مثل التنجستن والموليبدينوم، يجب زيادة طاقة التفريغ بشكل كبير، مما يؤدي إلى تآكل أكبر للقطب ويقلل من كفاءة المعالجة.
4. خشونة السطح
على الرغم من أن التفريغ الكهربائي يمكن أن يوفر سطحًا أملسًا نسبيًا، إلا أن درجات الحرارة المرتفعة المتولدة أثناء التفريغ قد تسبب تشققات دقيقة أو طبقة صلبة على سطح قطعة العمل، مما يُشكل منطقة متأثرة بالحرارة. في المجالات عالية الدقة مثل الطيران، يلزم إجراء معالجة حرارية بعد التشغيل لإزالة هذه التأثيرات.
5. القيود على عمق المعالجة والهياكل المعقدة
قيود نسبة العمق إلى القطر: عند معالجة الثقوب العميقة أو الفتحات الضيقة، قد لا تكون صلابة القطب كافية، مما يؤدي إلى انحرافه، وقد يصعب إزالة الرايش، مما قد يسبب تفريغًا غير مستقر.
خطر تشوه الأجزاء رقيقة الجدران: على الرغم من أن التفريغ الكهربائي لا يتضمن قوى القطع، إلا أن التأثير الحراري المطول للتفريغ قد يشوه الأجزاء رقيقة الجدران. يتطلب ذلك تحكمًا صارمًا في معايير العملية.
6. الحاجة إلى مهارات تشغيلية متخصصة
تتطلب معالجة التفريغ الكهربائي أن يتمتع المشغلون بمستويات عالية من المهارة والخبرة، خاصة في اختيار الأقطاب الكهربائية المناسبة، وضبط معايير التفريغ، والتعامل مع تآكل القطب. قد لا يتمكن المشغلون عديمو الخبرة من الاستفادة الكاملة من إمكانات معدات التفريغ الكهربائي.
7. متطلبات بيئية عالية
يتطلب التفريغ الكهربائي مصدر طاقة مستقر، وسائل عازل نظيف، وبيئة حرارية مناسبة، وإلا قد تتأثر دقة التشغيل وجودة السطح. بالإضافة إلى ذلك، تُولد العملية شرارات ودرجات حرارة عالية، مما يستلزم إجراءات أمان جيدة وبيئة عمل مناسبة.
ملخص:
على الرغم من أن التفريغ الكهربائي يقدم العديد من المزايا، مثل الدقة العالية والقدرة على معالجة الأشكال المعقدة والمواد الصلبة والهشة، إلا أنه يواجه أيضًا تحديات مثل سرعة المعالجة البطيئة، وتآكل القطب، وارتفاع التكاليف. لتعظيم فوائده لتطبيقات محددة، يعد اختيار المواد المناسبة، وتحسين معايير العملية، وصيانة المعدات، وتحسين المهارات التشغيلية عوامل رئيسية للتغلب على هذه القيود.
معايير عملية التفريغ الكهربائي.
الوظيفة: مدة النبضة هي وقت كل تفريغ، وتحدد طاقة التفريغ بشكل مباشر. تؤدي مدة النبضة الأكبر إلى زيادة معدل إزالة المواد، ولكنها قد تؤدي إلى ضعف جودة السطح وزيادة تآكل القطب؛ بينما تساعد مدة النبضة الأصغر في تحسين الدقة وجودة السطح ولكنها تقلل الكفاءة.
1. مدة النبضة
الوحدة: ميكروثانية (μs)
الوظيفة: مدة النبضة هي وقت كل تفريغ، وتحدد طاقة التفريغ بشكل مباشر. تؤدي مدة النبضة الأكبر إلى زيادة معدل إزالة المواد، ولكنها قد تؤدي إلى ضعف جودة السطح وزيادة تآكل القطب؛ بينما تساعد مدة النبضة الأصغر في تحسين الدقة وجودة السطح ولكنها تقلل الكفاءة.
2. الفاصل الزمني بين النبضات
الوحدة: ميكروثانية (μs)
الوظيفة: الفاصل الزمني بين النبضات هو الوقت بين نبضتي تفريغ. يؤدي الفاصل الزمني الأصغر إلى تردد تفريغ أعلى، مما يحسن كفاءة التشغيل، ولكنه يسبب تبديد حرارة أقل للقطب وتآكلًا أعلى؛ بينما يحسن الفاصل الزمني الأكبر تبديد حرارة القطب ويقلل التآكل ولكنه يقلل الكفاءة.
3. ذروة التيار
الوحدة: أمبير (A)
الوظيفة: تحدد ذروة التيار طاقة كل تفريغ. كلما زاد التيار، زاد معدل إزالة المواد، ولكن تزداد خشونة السطح ويرتفع تآكل القطب؛ بينما يحسن التيار المنخفض الدقة ولكنه يقلل الكفاءة.
4. جهد التفريغ
الوحدة: فولت (V)
الوظيفة: يؤثر جهد التفريغ على فجوة التفريغ بين القطب وقطعة العمل. يزيد الجهد الأعلى من فجوة التفريغ، وهو مناسب للتشغيل الخشن وإزالة الرايش بشكل أفضل؛ بينما يعزز الجهد المنخفض الدقة وجودة السطح ولكنه يجعل إزالة الرايش أكثر صعوبة، وهو مثالي لعمليات التشطيب.
5. مادة القطب وتآكله
اختيار المادة:
النحاس: مناسب للتشغيل الدقيق، مع تآكل أقل ودقة عالية، مثالي للأجزاء الصغيرة والمتوسطة أو عمليات التشطيب.
الجرافيت: مقاوم لدرجات الحرارة العالية وقليل التآكل، مناسب للتشغيل الخشن بتيار عالٍ أو الأجزاء الكبيرة.
التحكم في تآكل القطب: يؤدي التيار الأعلى ومدة النبضة الأطول إلى تآكل أكبر للقطب، لذا يلزم إعدادات معايير مثلى لإطالة عمر الأقطاب الكهربائية.
6. سائل العزل
النوع: سائل عازل خاص بالتفريغ الكهربائي
الوظيفة: التبريد، وإزالة الرايش، والعزل. إذا كانت نقاوة السائل غير كافية أو كان معدل تدفقه منخفضًا جدًا، فقد يؤدي ذلك إلى ضعف إزالة الرايش، أو قصر الدارة، أو تدهور جودة السطح.
7. معدل التغذية
الوحدة: مليمتر في الدقيقة (مم/دقيقة)
الوظيفة: يحدد معدل تغذية القطب السرعة التي تتغير بها الفجوة بين القطب وقطعة العمل. إذا كان معدل التغذية سريعًا جدًا، فقد يسبب قصر الدارة؛ وإذا كان بطيئًا جدًا، تنخفض الكفاءة.
8. طاقة التفريغ
الوحدة: تحدد بواسطة التيار ومدة النبضة
الوظيفة: طاقة التفريغ هي العامل الأساسي الذي يحدد طاقة كل تفريغ. تساعد طاقة التفريغ الأعلى في زيادة معدل إزالة المواد ولكنها قد تؤثر سلبًا على جودة السطح. تعمل طاقة التفريغ الأقل على تحسين جودة السطح ولكنها تقلل معدل الإزالة.
9. فجوة الشرارة
الوحدة: مليمتر (مم)
| الوظيفة: تحدد فجوة الشرارة بين القطب وقطعة العمل استقرار التفريغ وكفاءة إزالة المواد. إذا كانت الفجوة كبيرة جدًا، قد يصبح التفريغ غير مستقر، مما يؤثر على دقة التشغيل؛ وإذا كانت صغيرة جدًا، قد تسبب قصر الدارة أو ارتفاع درجة حرارة القطب وقطعة العمل. | توسيع | جدول مقارنة الخصائص بين التفريغ الكهربائي التقليدي والتفريغ الكهربائي الدقيق |
| الخصائص | التفريغ الكهربائي التقليدي | دقة التشغيل |
| دقة عالية ±0.002 – 0.01 مم، حتى ±0.001 مم | عادة ±0.01 – ±0.05 مم | خشونة السطح (Ra) |
| 0.1 – 0.8 ميكرومتر؛ يمكن للتشغيل المرآة-النهاية أن يصل إلى أقل من 0.08 ميكرومتر | 1.6 – 3.2 ميكرومتر | معدل تآكل القطب |
| منخفض نسبيًا؛ التحكم الذكي في النبضات يقلل التآكل ويطيل عمر خدمة القطب | مرتفع نسبيًا؛ يجب استبدال الأقطاب بشكل متكرر | كفاءة التشغيل |
| كفاءة منخفضة نسبيًا؛ التحكم الدقيق في المعلمات مطلوب لضمان الدقة | كفاءة عالية في التشغيل الخشن، مناسبة لإزالة المواد من المساحات الكبيرة | نظام التحكم في المعدات |
| نظام CNC عالي الدقة مع تحكم بالتغذية الراجعة وتعديل ذكي | نظام تحكم بسيط؛ حاجة كبيرة للتعديل اليدوي، مستوى أتمتة منخفض | تقنية طاقة النبض |
| تتحكم بدقة في عرض النبضة والتيار وفاصل النبض، مناسبة للتشغيل عالي الدقة | تحكم نبض بسيط نسبيًا، مناسب للتشغيل الخشن | معالجة سائل العمل |
| سائل عمل لآلات EDM مع نظام ترشيح عالي الدقة | سائل عمل لآلات EDM | سيناريوهات التطبيق |
| قوالب دقيقة (مثل قوالب تغليف أشباه الموصلات، القوالب البصرية)، أجزاء دقيقة للفضاء، الأجهزة الطبية، إلخ. | التشغيل الخشن للقوالب العادية، تشكيل الفراغات للأجزاء | تكلفة المعدات |


صناعة قوالب الحقن
مرتفع نسبيًا؛ يمكن أن تكلف المعدات المستوردة
عدة ملايين يوان
منخفض نسبيًا، مناسب للتشغيل الخشن
والإنتاج على نطاق واسع
ما هي دقة التشغيل للتفريغ الكهربائي (EDM)؟
دقة التشغيل للتفريغ الكهربائي (EDM) عادة ما تكون على مستوى الميكرومتر، ويمكن التحكم فيها بشكل عام ضمن ±0.001 مم إلى ±0.005 مم.
على سبيل المثال، يمكن لآلة EDM الدقيقة من ميتسوبيشي تحقيق دقة تشغيل ±0.001 مم. آلات EDM عالية السرعة من سوديك لديها دقة تباعد ±0.002 مم ودقة عمق ±0.001 مم. من ناحية أخرى، بعض آلات EDM القياسية قد تكون دقتها أقل قليلاً، حيث تتراوح الدقة من ±0.01 مم إلى ±0.05 مم.
كيف يتم حساب تكلفة تشغيل EDM؟
صيغة حساب التكلفة المبسطة لتشغيل EDM:
التكلفة الإجمالية ≈ (تكلفة طاقة المعدات + تكلفة المواد الاستهلاكية + تكلفة العمالة بالساعة) × وقت التشغيل + تكاليف متنوعة أخرى
هل يمكن توفير تشغيل عينات؟
نعم، يمكننا توفير خدمات تشغيل العينات. يمكن للعملاء تقديم الرسومات مع متطلباتهم، وسنقوم بمعالجتها وفقًا لاحتياجاتك، مع ضمان دقة التشغيل والجودة.
جرب BOS الآن في بضع خطوات فقط
قم بتحميل ملفاتك ثنائية/ثلاثية الأبعاد
ما عليك سوى تحميل ملفات مشروعك—سيراجعها فريقنا الهندسي ويقدم حلًا مخصصًا فورًا.
بدء طلبك
بمجرد استلام تأكيدك، سنبدأ مشروعك فورًا.
استلام طلبك
