كيفية استخدام G41 و G42 في الخراطة باستخدام الحاسب الآلي؟
G41 وG42 هما رموز تعويض الأدوات الأساسية في التصنيع باستخدام الحاسب الآلي، ويُستخدمان لتعويض نصف قطر طرف الأداة (TNR). تعمل هذه الوظيفة على ضبط مسار الأداة بناءً على شكل وحجم نصف قطر طرف الأداة، مما يضمن تطابق الأبعاد المُشغّلة مع الأبعاد المُبرمجة.
- G41: تعويض نصف قطر طرف الأداة - يسار
- G42: تعويض نصف قطر طرف الأداة - يمين
الوصف
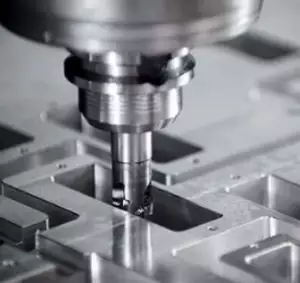
في عمليات الخراطة، يكون طرف الأداة مُدوّرًا. بدون تعويض، قد تنحرف الأبعاد المُشغّلة - خاصةً على الأسطح المائلة أو المُحدّبة - بسبب نصف قطر طرف الأداة. باستخدام G41 أو G42، يقوم نظام الحاسب الآلي تلقائيًا بضبط مسار القطع لمراعاة هندسة طرف الأداة، مما يضمن أبعادًا دقيقة للقطعة.
جدول المحتويات
- ما هما G41 وG42؟
- متى يتم استخدام G41 وG42 في الخراطة
-
كيفية استخدام G41 وG42 في الخراطة باستخدام الحاسب الآلي
· الخطوة 1: تحديد نصف قطر طرف الأداة
· الخطوة 2: اختيار اتجاه التعويض
· الخطوة 3: إدراج G41/G42 في البرنامج
· الخطوة 4: إلغاء التعويض باستخدام G40 - الأخطاء الشائعة التي يجب تجنبها
- الخلاصة
- قدراتنا في التصنيع باستخدام الحاسب الآلي
- الصناعات التطبيقية
ما هما G41 وG42؟
G41 (تعويض يسار):
يُزيح الأداة إلى يسار المسار المُبرمج، بالنسبة لاتجاه حركة الأداة.
G42 (تعويض يمين):
يُزيح الأداة إلى يمين المسار المُبرمج، بالنسبة لاتجاه حركة الأداة.
هذه الرموز ضرورية لتصنيع الأسطح المائلة أو المُحدّبة بدقة، حيث تساعد في ضمان تطابق القطع الفعلي مع الأبعاد المطلوبة، حتى عند استخدام أداة ذات طرف مُدوّر.
متى يتم استخدام G41 وG42 في الخراطة
في الخراطة باستخدام الحاسب الآلي، يُستخدم G41 وG42 عادةً عندما:
يُطبّق G41/G42 قبل عملية القطع النهائي للمحيط مباشرةً.
يُدرج دائمًا حركة دخول قبل مسار التعويض وحركة خروج قبل الإلغاء باستخدام G40.
تأكد من ضبط نصف قطر طرف الأداة واتجاهها بشكل صحيح في جدول إزاحة الأداة.
| اتجاه حركة الأداة | موضع الإدراج (مسار أداة المواجهة) | استخدم الكود |
| يمين ➡ يسار | الجانب الأيسر من المسار | G41 |
| يسار ➡ يمين | الجانب الأيمن من المسار | G42 |
كيفية استخدام G41 وG42 في الخراطة باستخدام الحاسب الآلي
إليك تفصيل خطوة بخطوة لكيفية تطبيق G41/G42 في برنامج الخراطة باستخدام الحاسب الآلي:
الخطوة 1: تحديد نصف قطر طرف الأداة
قبل استخدام G41 أو G42، أدخل نصف قطر طرف الأداة في جدول إزاحة الأداة على ماكينة الحاسب الآلي.
مثال:
الأداة 1 → نصف قطر الطرف = 0.4 مم
الخطوة 2: اختيار رمز التعويض الصحيح
| نوع الخراطة | اتجاه حركة الأداة | موضع الإدراج | استخدم الكود |
| الخراطة الخارجية | يمين ➡ يسار | الجانب الأيمن | G42 |
| الخراطة الداخلية | يمين ➡ يسار | الجانب الأيسر | G41 |
تلميح: حدد جانب الشفرة بناءً على اتجاه حركة الأداة ومكان الشفرة بالنسبة للمسار.
الخطوة 3: تطبيق G41 أو G42 في البرنامج
أدخل G41 أو G42 قبل تمريرة التشطيب الكنتوري.
يجب تفعيلها في حركة استيفاء خطي (G01)، وليس حركة سريعة (G00).
الخطوة 4: إلغاء التعويض باستخدام G40
استخدم G40 لإيقاف G41/G42 بعد الحركات المعوضة.
طبقه على حركة خطية (G01) للسلامة.
الأخطاء الشائعة التي يجب تجنبها
- نسيان إدخال نصف قطر طرف الأداة في جدول الإزاحة
- تفعيل G41/G42 باستخدام G00 بدلاً من G01
- عدم الإلغاء باستخدام G40 بعد الكنتورة
- استخدام الكود الخاطئ (G41 مقابل G42) لاتجاه الخراطة
الخلاصة
إذا كنت تستخدم مخارط التدريب من سلسلة SC-CNC، فأنت محظوظ — هذه الآلات تدعم بالكامل منطق تعويض G41/G42 وتأتي مع معلمات تعويض أداة مكوّنة مسبقًا في وحدات التحكم CNC الخاصة بها، مما يجعلها مثالية للتدريب والتعليم من المستوى المبتدئ إلى المتوسط.
في الخراطة باستخدام الحاسب الآلي، يعد إتقان استخدام G41 وG42 أمرًا ضروريًا لتحقيق دقة تصنيع عالية، والحفاظ على الاتساق، والتكيف مع أشكال الأدوات المختلفة. سواء كنت تعمل على النماذج الأولية أو الإنتاج الضخم، فإن فهم وتطبيق تعويض القاطع بشكل صحيح هو مهارة أساسية يجب أن يمتلكها كل مبرمج CNC.
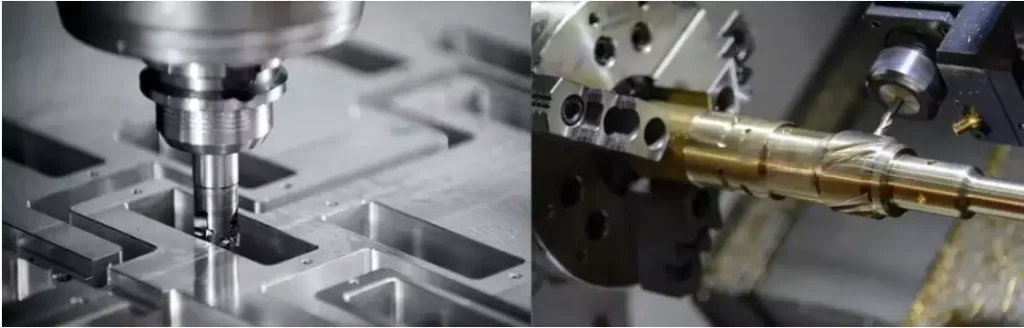
قدراتنا في التصنيع باستخدام الحاسب الآلي




الصناعات التطبيقية
الفضاء
تصنيع السيارات
الإلكترونيات
الطبية
معالجة القوالب
الأدوات الدقيقة
الطاقة
النقل بالسكك الحديدية