
What Is a Progressive Stamping Die?
Progressive Die (also known as Multi-Station or Progressive Stamping Die)A progressive die is a key type of stamping tool used for sheet metal processing. It is a multi-station die in which multiple stamping operations are arranged sequentially within a single die set. As the metal strip is continuously fed through the die at a fixed pitch, each station performs a specific operation—such as piercing, blanking, bending, drawing, or cutting—in synchronization with each press stroke. At the final station, the finished part is separated from the strip.
In simple terms, a progressive die functions like a
“production line within a mold.”
Instead of using
multiple separate dies and manual handling between
processes, it integrates all operations into one tool, with
the material moving automatically and progressively through
each station. This allows for high-efficiency, high-volume
manufacturing without manual intervention during the
process.
Progressive dies are especially suitable for mass production of small and complex metal parts, offering excellent productivity, consistency, and cost-effectiveness.
Typical Structure of a Progressive Stamping Die
Typical Structure of Progressive Stamping Dies (Progressive Die / Multi-Station Die)
A progressive stamping die is designed around the concept of multi-station sequential forming, enabling raw strip material to be incrementally transformed into finished parts as it advances through each stage. The die structure typically consists of the following key components:
1.Upper Die & Lower Die
Upper Die: Houses the punches and connects to the press ram; it performs downward stamping actions during each press stroke.
Lower Die: Holds the die inserts and guiding components, mounted on the press bed.
2.Punch & Die Inserts
The core forming elements at each station, responsible for operations such as piercing, bending, blanking, etc.
Made of high-hardness tool steels (e.g., DC53, SKD11), and typically undergo heat treatment and surface coating to enhance wear resistance.
3.Strip Guiding Components
Guide Plate: Directs the metal strip into the die smoothly and consistently.
Pilot Pin: Engages with pre-punched holes in the strip to ensure high-precision feed alignment at critical stations.
4.Progression Pitch & Layout System
Pitch: The fixed feed distance per stroke (e.g., 10mm, 15mm, 25mm), which must align with the product size and sequence of operations.
Station Layout: Determines the compactness of the die, material utilization efficiency, and process integration.
5.Stripper & Pressure Pads
Stripper Plate: Ensures proper release of material from the punches after forming, preventing material sticking.
Pressure Pad: Stabilizes the strip during forming to prevent distortion or misalignment; often supported by springs or nitrogen cylinders.
6.Guide Post System
Guide Posts & Bushings: Maintain precise alignment between the upper and lower die, ensuring the punch enters the die cavity accurately and concentrically, even at high speed.
This is critical for tool life and dimensional accuracy.
7.Scrap Discharge System
Scrap generated by punching or blanking operations is removed via slug holes, and in some designs, assisted by air blowers or automated scrap rewinding mechanisms.
This helps maintain a clean working environment and ensures uninterrupted production.
8.Die Plates & Base System
Includes components such as the upper die shoe, lower die shoe, punch holder, and die insert plate.
Provides a rigid and impact-resistant base, essential for structural integrity and long-term die stability.
9.Optional Auxiliary Mechanisms
Springs / Nitrogen Cylinders: Offer elastic force for stripping or pressure holding functions.
Sensors & Safety Devices: Such as strip break detection, mis-punch detection, or foreign object sensors, especially in precision progressive dies
Core Features of Progressive Stamping Dies
The core advantages of progressive stamping dies (also known as multi-station or sequential dies) stem from their principles of continuous operation and integrated design. These features enable highly efficient, precise, and scalable manufacturing of complex metal components. The key features include:
1.Integrated Multi-Station Layout
Each workstation is arranged in sequence according to the
forming process. The raw material is gradually shaped within
the die as it advances through the defined pitch (index
length).
Operations such as piercing, bending, deep
drawing, and cutting are integrated into a single die
set.
With each press stroke, the strip advances one
station, and a corresponding operation is
performed—ultimately producing the finished part at the
final station.
Unlike single-operation or compound dies
that require manual repositioning or multiple setups,
progressive dies allow “one-pass complete forming.”
2.High-Speed Continuous Production
One finished part is produced with each stroke of the
press.
In conjunction with automated feeding systems,
progressive dies can achieve 200–600 strokes per minute, and
even higher for precision micro-components.
This results
in production efficiencies several times greater than
single-operation dies—especially ideal for mass production
of over one million pieces, such as electronic terminals or
automotive brackets.
3.Precise Indexing & Consistent Quality
The combination of pitch control and pilot pin positioning
ensures each operation is executed at the precise location,
avoiding cumulative error.
Parts manufactured exhibit
excellent dimensional repeatability, making this method
well-suited for precision metal components.
4. Reduced Labor & Lower Operational Costs
The entire stamping process is fully automated, from material
feeding to part ejection.
No manual handling between
stages is needed.
This reduces tooling setups,
transportation time, labor requirements, and associated
costs.
5.Optimized Material Usage
Through optimized nesting layouts (e.g., staggered or nested
arrangements), material utilization is maximized and scrap
minimized—especially important for precious metals or thin
stock.
Additionally, progressive dies avoid the repeated
clamping losses found in single-station operations, further
reducing waste.
Scrap is discharged in a controlled
manner, facilitating centralized handling or recycling.
6.High Design Complexity & Technical Demands
Progressive dies require excellent structural rigidity, high
fit and motion accuracy, and fatigue resistance.
Their
design and manufacturing involve precision machining (e.g.,
wire EDM, CNC, EDM), heat treatment, and multi-disciplinary
integration including die flow simulation and stress
analysis.
7.Broad Application Scope
Widely used in multiple industries, including:
- Electronics & Electrical: Terminals, connector shells
- Automotive: Clips, brackets, reinforcements
- Home Appliances: Shell reinforcements, support elements
- Medical & Instrumentation: Precision hardware components
- Daily Hardware Products
8. Ideal for Complex, Small-Sized High-Volume Parts
Progressive dies are especially advantageous for small,
intricately shaped parts with high dimensional
requirements—such as electronic terminals, motor contact
springs, or automotive fasteners.
When parts require
three or more operations (e.g., piercing + bending +
trimming) and annual volumes exceed 100,000 units, the cost
and efficiency benefits of progressive stamping become
significantly superior.
Process Flow of Progressive Die Stamping
1.Raw Material
Preparation
Metal coil
stock—such as cold-rolled steel, stainless steel, copper, or
aluminum—is typically supplied in roll form.
Material
thickness, dimensional tolerance, and surface quality are
inspected to ensure compliance with die design
specifications.
2.Decoiling &
Straightening
The metal
coil is uncoiled using a decoiler and then passed through a
straightening machine to eliminate internal stress and
curvature.
This ensures the strip remains flat and
properly aligned during the feeding process.
3.Automatic Feeding
A
servo feeder (NC feeder) advances the strip into the die
with high precision, based on the pre-set progression pitch
(e.g., 10mm, 15mm, etc.).
The feeding is synchronized
with the press stroke, ensuring exact alignment with each
die station.
4.Positioning & Pilot Pin
Correction
Pilot pins in
the die engage pre-punched pilot holes on the strip to
correct positioning and eliminate cumulative feed
errors.
This step is especially critical for
high-precision multi-station stamping parts.
5.Multi-Station Stamping
Process
With each press
stroke, the strip progresses through several stations to
sequentially perform operations. The process typically
includes:
Initial stations:
Pre-piercing (creating pilot or functional holes)
Notching (cutting side openings or clearance features)
Coining or embossing (reinforcing material locally)
Intermediate stations:
Incremental forming operations such as bending, flanging, drawing, or embossing, applied in stages to avoid material cracking from over-forming.
Final stations:
Trimming, flattening, and reshaping for dimensional refinement
Cutting-off or blanking to separate the finished part from the carrier strip
6. Part Ejection
The
finished part is fully separated at the last station and
automatically ejected by gravity or mechanical ejectors into
a receiving container or conveyor—completely eliminating the
need for manual handling.
7. Scrap
Discharge
Pierced slugs and
edge scrap are discharged through slug holes and can be
removed using air blowers, magnetic conveyors, or scrap
winders.
This ensures a clean die interior and
uninterrupted production.
8. In-Line Inspection
(Optional)
For precision
parts, the die can incorporate sensors, optical cameras, or
mechanical detectors to monitor issues such as strip
breakage or missing features.
This enhances quality
control within automated production lines.
9. Post-Processing &
Packaging
Parts may undergo
cleaning, deburring, or surface finishing (e.g., plating or
coating) as required.
Products are then sorted, counted,
and packaged for storage or delivery.
Professional Mold Manufacturing Workshop









Our mold workshop is equipped with a full range of advanced equipment, including high-speed CNC machining centers, precision wire-cutting machines, and mirror EDM machines. These machines are imported from Taiwan, Switzerland, and Japan, ensuring exceptional precision and consistent quality in mold manufacturing.
All production processes are completed in-house, significantly shortening lead times and improving overall project responsiveness.
The workshop is staffed with over 60 highly skilled mold technicians, most of whom have more than 10 years of experience in mold manufacturing. They are well-versed in a wide range of processing techniques and are capable of optimizing cost and efficiency at every stage of the production process.
Comprehensive Mold Manufacturing Technical Support
-

Hexagon 3D Measuring projector -

Zeiss 3D Measuring projector -

Micro Altimeter -

Nikon projector -

Nikon tool microscope -

Mitutoyo Contour -

Laser marking machine -

Nikon Altimeter -

2D Measuring Projector





As a quality-conscious company, we ensure the accuracy of molds and parts through rigorous dimensional inspections and conduct all necessary additional testing on the molds. We offer comprehensive technical support, perform repairs and rebuilds as needed, and maintain detailed records of all maintenance activities in the mold history. With flexible production methods and a strong focus on customer service, we are able to complete most molds within one to two weeks and provide expedited services for urgent projects. As a professional company, we are committed to listening to our customers’ needs and providing solutions that enhance product quality. For more information on our mold manufacturing capabilities or to request a quote, please contact us directly.
Types of Progressive Dies
Progressive stamping dies can be categorized based on their structural design, forming complexity, material applicability, and precision level. The following are the main types:
1.Standard Progressive Die
- Structure: Typical multi-station layout performing sequential operations such as piercing, bending, forming, and cutting.
- Application: Suitable for medium-complexity parts made of common materials like cold-rolled steel or copper.
- Advantage: Versatile, relatively short manufacturing lead time, ideal for medium-batch production.
2.Compound Progressive Die
- Feature: Multiple operations are performed simultaneously at certain stations (e.g., piercing + bending).
- Benefit: Reduces the number of die stations and overall die length, increasing material utilization and throughput.
- Application: High-efficiency production of electrical and hardware components.
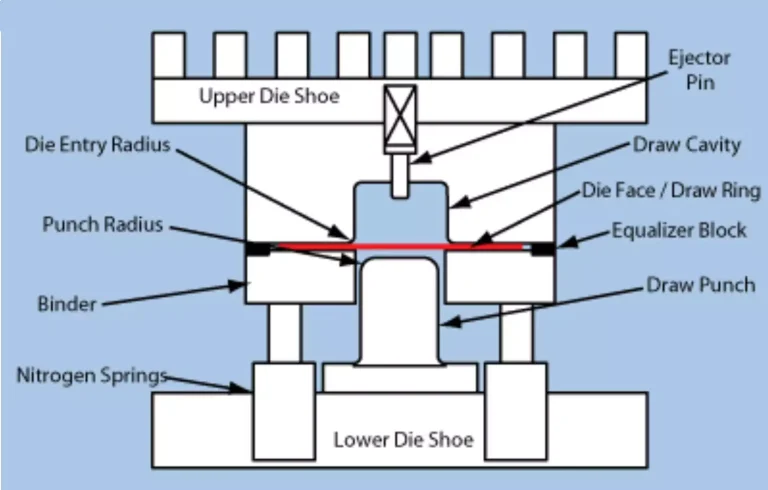
3.Drawing-Type Progressive Die
- Structure: Incorporates multi-stage deep drawing operations along with blanking and trimming.
- Material: Suitable for materials with good drawability, such as stainless steel or aluminum.
- Application: Used for housings, end caps, battery shells, and other deep-drawn parts
4.High-Precision Progressive Die
- Precision: Die manufacturing tolerance ≤ ±0.005 mm; feeding repeatability ≤ ±0.01 mm.
- Configuration: Includes high-rigidity guide posts and in-die sensors (pneumatic or optical).
- Application: Micro metal components such as connector terminals, motor springs, and electronic pins.
- Feature: Designed for high-speed presses (300–800 SPM).
5.Double-Strip Progressive Die
- Structure: Processes two metal strips simultaneously in left-right symmetry.
- Advantage: Doubles productivity in a compact footprint.
- Application: Suitable for symmetrical parts such as connectors or contact blades.
6.Reverse Progressive Die
- Feature: The material strip undergoes reverse feeding or operations in reverse direction.
- Challenge: Complex die structure and high alignment accuracy required.
- Application: Special parts with reverse bending, flanging, or locking features.
7.Multi-Product Progressive Die
- Feature: Capable of producing 2 to 4 different components simultaneously in a single die.
- Key: Requires precise strip layout and synchronized feeding and part ejection.
- Application: Manufacturing of small, structurally related part families.
8.Hot Progressive Die
- Structure: Incorporates heated forming zones for hot stamping of materials like ultra-high strength steel or titanium alloys.
- Application: Automotive reinforcement components and aerospace-grade parts.
- Challenge: Requires heat-resistant tool steels and thermal insulation, with stringent lifespan and safety requirements.
Industries We Serve
-

electronics and telecommunication industry -
medical device industry -
home appliance and smart home industry -
automobile manufacturing industry -
new energy and photovoltaic industry -
electronics and telecommunication industry -
hardware and daily necessities industry -
aerospace and military industry








FAQ
How long does it take to deliver the
mold?
The delivery time depends on the
complexity of the mold, typically ranging from 15 days to
several months.
How long will the shipping take?
If
shipped by sea, the transportation time may exceed one
month. If you need the mold urgently, we recommend choosing
air transport to shorten delivery time.
Can we sign an NDA before uploading my
design?
Of course, we take your design
confidentiality very seriously.
What should I pay attention to when designing a
mold?
Pay attention to factors such as
product structure and functionality compatibility, accuracy
and tolerance control, material selection and heat
treatment, gating and cooling system design, maintainability
and cost control, as well as production efficiency and
automation compatibility.
